
Types of punches used in die making in the metal industry, its design and repair.
INTRODUCTION OF TYPES OF PUNCHES
In all the dies – or matrices – used in the metal industry, there is a punch between its components. Inside a die, the punch is held in the punch holder plate and its function is to combine with the blade – or cutter – and form covers – or another element – from a tin strip, which is fed transversely to the press on which it is mounted.
The types of punches is one of the most important parts of the die, since it is this piece that performs the most significant work. The punch performs various tasks. The main ones are made by your lip – see figure # 1 – and these are:
– Make the cut of the material by means of the impact of its “cutting edge” against the edge of the blade.
– Hold the cut material firmly against the upper surface of the presser ring while the piece is being formed. This is done with the base of his “lower lip”.
– By means of the “radius of his lip”, facilitate the flow of the external part of the material towards the interior, for the formation of the appropriate profile of the lid or inlaid container that it produces.
– Determine the outer diameter of the cap – or container –, which is controlled by the diameter of the “internal part of the lip” of the punch.
– Virtually all the elements that make up the upper part of the die are mounted inside the punch or around it.
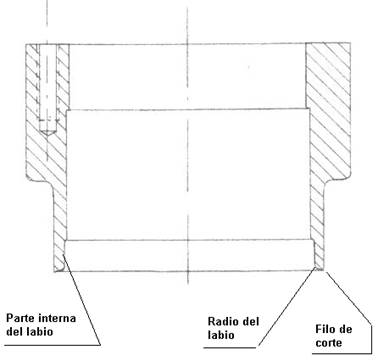
Figure nº 1: Section of the typical shape of a punch and designation of the parts of its lip
Figure No. 1 reproduces the classic silhouette of a cutting punch for covers / bottoms. The fundamental part of it is the lower area or lip, and on it appear the critical points, contact between it and the tin or material used to manufacture the product to be obtained.
Throughout this work we will discuss in detail the importance of them, their design and maintenance. In fact, its characteristics vary depending on the use to which the die is destined.
TYPES OF PUNCHES
A first classification of the types of punches used in this industry, can be made depending on the use of the same. So you can talk about:
– A: Punches for covers / bottoms. Employed in the manufacture of these elements, they are characterized by having a thin lip, as a result of the little difference between the cutting diameter and the outside of the lid. They are usually made in one piece.
– B: Punches for capsules and sausage packaging. That is to say, the employees for covers for glass jars, low-height sausage containers or the first operation of DRD or DWI type containers. The height of the skirt of the piece obtained allows the lip of the punch to have a thick wall. Normally they are built in several pieces, mounted concentrically in each other.
They could also be classified according to the type of tool on which they are mounted, such as:
– A: Punches for dies equipped with guide columns. They are mounted on a plate with punches and have the shape shown in figure 5.
– B: Punches for dies without columns, or assembly in the air. They usually have a handle or punch holder that allows its attachment to the press. Its configuration is as shown in figure 2
Another classification is in relation to the degree of hardness that is given. So they can be:
– A: Soft punches. They are heat treated so that they remain at a hardness of 40-42 HRc. They are used in pairs with steel blades of hardness 60 – 62 HRc, their maintenance is easy and they are used mainly for non-round fabrications and low productions. We will return to this later.
– B: Hard punches. They are made of non-deformable steel for tools and are treated at around 60 HRc. They are used with steel blades or better with tungsten carbide insert. Its use is widespread for large productions.
In this work we will start with a classification based on its use.
TYPES OF PUNCHES OF DIE
We have already said that they have a thin lip. Your critical area, which requires careful attention is this lip. To study them in more detail, we will do it according to their final hardness.
1º.- SOFT OR SEMI-TEMPERED PUNCHES
They are the ones that their employment goes back to the beginnings of this industry. They are made of chrome-nickel steel, which can be supplied pre-treated to the final hardness of 40 – 42 HRc, which allows total mechanization using the appropriate tools, thus facilitating its final finish by not having to submit the piece after treatment. thermal.
They form a working pair with steel blades, harder than punches – 60 to 62 HRc – made of non-deformable steel for tools. The working time between repairs of these punches is shorter than their blades.
Its use is very useful for rectangular, oval or non-round shaped dies. The great advantage is that it facilitates the machining of the profile of the cutting edge, which is usually complex, based on compound radius and straight curves, since its Hardness allows a touch-up work by hand in the bank by the mechanic adjuster, making use of adjustment jigs. It is also usable this type of punches for tools of little use, for its economy.
Its design is of the type indicated in figure 2. It has a work lip with an angle of 12º for dies of rectangular shape and something more – 15º or 16º – for rounds, and a radius of approximately 1 mm. If you want to save steel, you can place the handle or porta-punch, carbon steel.
Figure No. 2: Soft die for rectangular covers 1/4 club
The main weakness of this types of punches is the reduced life of its cutting edge, since it wears easily. Each time this happens we must proceed to redo it and this entails a reduction of its height. When decreasing this dimension, it is also necessary to adjust the heights of the pieces that are inside it. To do this, inside the punch, and below the center of it, is placed a shim that is reduced in height every time you need to rebuild the end of the lip. Another option for round punches, is to initially leave a thick wall in its base, which serves as a support to the center piece thereof, so that it can be recessed when required.
Due to the above-mentioned characteristics, the use of these punches should be limited to when working with materials – tinplate or TFS – of low temperature, as this way the time of use, without the need of maintenance, will be greater.
Semi-hardened punch repair (40 – 43 Rockwell C)
When the repair of these punches is required, proceed as follows:
- A) Machine the mouth of the punch at an angle of 30º and obtain a flat surface of 1.5 mm with this inclination. before emphasizing.
- B) Reinforce the mouth section of the punch sufficiently, so that the outside of the punch can be rectified to the correct dimension in a height of at least 2.5 mm., And that the inside diameter of the punch can be rectified to the appropriate dimension if it is necessary. The object of this upsetting is to increase the cutting diameter, to subsequently be properly adjusted to the diameter of the matrix. Starting from the base that this stress is made on cold steel, if proper care is taken, there may be fractures in the lip of the punch. It is preferable to perform the upset in two or three series of small strokes, rather than execute the final series of strokes of greater intensity. It is important to turn the punch slowly while hitting, so that the blows of the hammer do not produce marks in the same place, so we will obtain a new lip of the punch in two turns or passes.
In the case of small fractures in the lip of the punch when performing this task, it is necessary to machine this area until the fracture disappears, and then again proceed to repeat the upset. It is very important that the hitting surface of the hammer is as smooth as possible. The hammer to be used must be between 0.5 to 1 Kgr.
- C) Check if the punch seat surface is flat and free of burrs, and correct if necessary the defective conditions. A suggested method for grinding the back surface of the punch is to place, after the upsetting operation, first the punch with this back surface on the flat grinding machine to grind the stressed surface, and then reverse the punch and grind the surface later. When mounting the punch for these grinding operations, care must be taken that the cylindrical surface of the mounting or fitting area remains square with the rear surface of the punch.
- D) Mount the punch on the cylindrical grinding machine, centering from the punch center seat and check whether the outer and inner diameters are concentric and check their dimension, rectifying them, if required, to the specified means.
- E) It is necessary to adjust heights, either by lowering the one of the internal shim where the center of the punch seats, or if it is not of this design to deepen the center seat directly on the punch. Re-check the assembly of the punch with the indicator to make sure it has not moved, and finish the grinding of the seat. The deepening of the seat of the shim or the center of the punch may be necessary to correct a defect in the surface, or to restore the height between this seat and the face of the punch. In connection with this, the length of all the mounting screws should be checked to avoid the possibility of them remaining long in their threaded holes.
- F) It is important, in the case of dies of double dies, that the seats of the centers of punch or shims, are at the same level of height when mounting said punches, in order to obtain correct funds in both matrices. The height from the back face of the punches to the seats of the centers must therefore be within the specified tolerances. An indication of a checking method can be seen in Figure 3
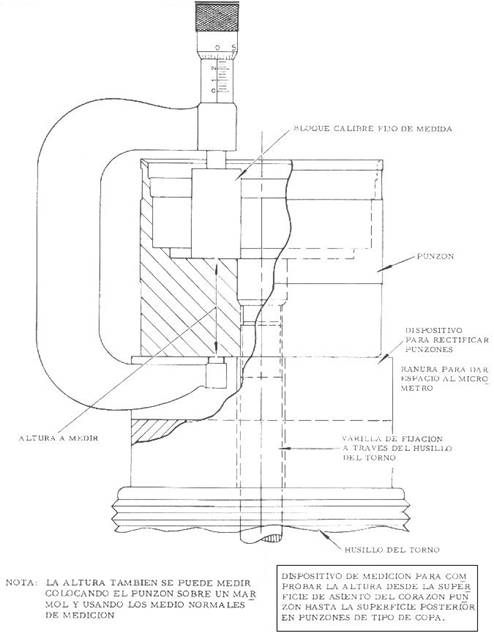
Figure nº 3: Checking heights in a punch
In this drawing the punch that is presented is devoid of handle.
G) After the 2.5 mm adjustment zone between the punch and the blade, the diameter of the punch must be reduced by 0.15 mm in an approximate length of 15 mm, from the front face of the punch. This is done to limit the friction of the cutting edge of the blade and of the treads on the walls of the punch. As for the latter, the same effect is produced by internally lowering the tread lip and filling it with a brass weld bead that is a soft material. In the case of dies for non-round caps this latter solution is easier to perform.
H) When the angle of the mouth of the punch is rectified, it is advisable to leave a small flat and horizontal area, a few tenths of a millimeter on the edge of the cutting edge to reinforce it and do not nick easily. As we have already indicated, this angle is about 12º for rectangular punches and something else for rounds. In any case, it must be exactly the same for the presser ring, to ensure an adequate ironing of the material during the punching operation.
We must take special care when redoing the degrees in a rectangular punch in the area of the four corners, because if we do not take precaution we can eliminate too much material in this area, and when the wing of the lid is formed it will not leave it with its proper inclination, appearing the raised edge of it.
The last important step of adjusting the punch has to be the formation of the radius. It can be made by hand and with special stones in its grain and properly lubricated. The radius must be perfectly polished and its value between 0.75 mm to 1.25 mm.
I) When the rectification or repair has been completed, the concentricity of the punch diameters must be checked before removing it from the machine tool. See figure # 4
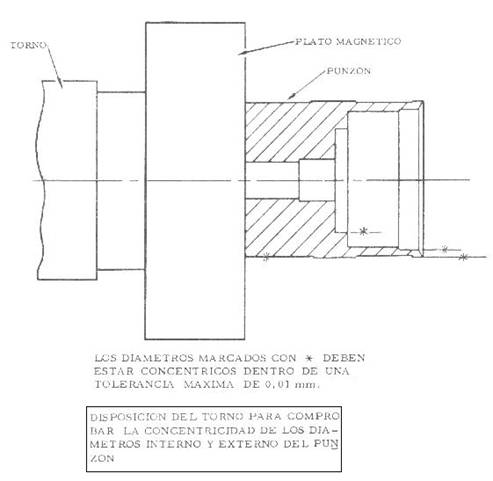
Figure nº 4: Diameter concentricity check on a punch
A good part of the indications expressed here are also valid when the punches are intended for capsules or sausage containers. We will return on it.
2º.- HARD PUNCHES
They are the type of punches of more generalized use. Its use is convenient provided it is a format of large production caps. They are made of non-deformable steel for tools and their hardness is of the order of 60 HRc. The blades used with them can be steel, of slightly higher hardness, – 62 HRc – or better of the type that incorporates a carbide insert in the cutting area.
Its design is of the type indicated in figure No. 5. The measurements bounded on it are expressed in inches. The fundamental differences with a soft punch, besides its hardness, are:
– The inclination of the cutting lip, which increases up to about 30 °
– The radius of this lip that is also usually made somewhat larger, of the order of 1.25 mm
– In flattening of the cutting edge, which is reduced to about 0.25 mm
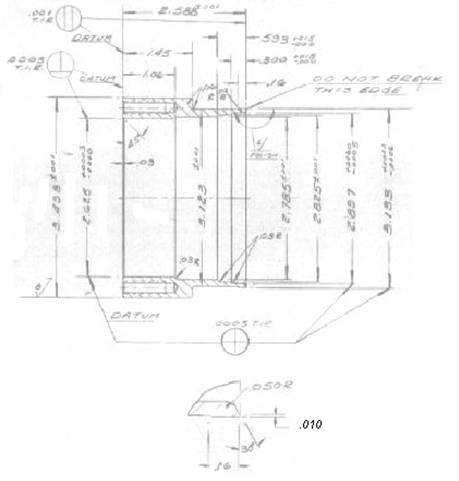
Figure nº 5: Typical hard punch for funds
Other variations are usually:
– Removing the handle or punch holder.
– To be a piece without bottom, to facilitate its rectification and assembly.
These last differences are imposed by the design of the die as a whole, since hard punches are always used on tools with guide columns and are also at least double punch.
Repair of hardened punches (61 – 62 Rockwell C)
When using hard punches, the adjustment procedure is less complicated than for semi-hard punches. The following steps should be taken:
Measure the wear of the internal diameter of the punch. If it is found that it is worn up to 0.04 mm in excess of the maximum manufacturing limit, that is to say if the inner face of the “punch” lip – the one that forms the curl of the wing of the cap – presents a wear – increase in diameter – greater than 0.04 mm, the lip must be reconstructed – yes it allows – or the piece rejected. You also have to check the cutting edge if it keeps its edge alive or requires grinding.
The rectification of the mouth of the punch, to form a new cutting edge, will be done in a cylindrical grinding machine, having to remove the necessary material to obtain a new clean and sharp edge. The punches of the double matrices must be rectified to the same length. To restore the original height of their faces from their seat on the punch-holder plate, it is advisable to use inserts with a minimum thickness of 0.40 mm. Efforts will be made to keep the number of supplements to a minimum
Before removing the punch from the grinding machine, the radius of the lip must be rectified, taking it to the correct specification, – a good value can be 1.25 mm – join it with the adjacent surfaces and polish it thoroughly. It is not recommended to fix the radio by hand, because this method will produce an irregular and eccentric radio, which can create problems in production. Hard punches for bottoms have a tendency to wear out their diameter after producing approximately 10 million units per punch.
Although it is not very frequent, the lip of the mouth of a hard punch can be stressed or riveted. With this method, enough material is added to increase the outer diameter of the punch, allowing it to be rectified to the original diameter. In the drawing No. 6 this method is detailed, which differs with that used for semi-tempered punches discussed above.
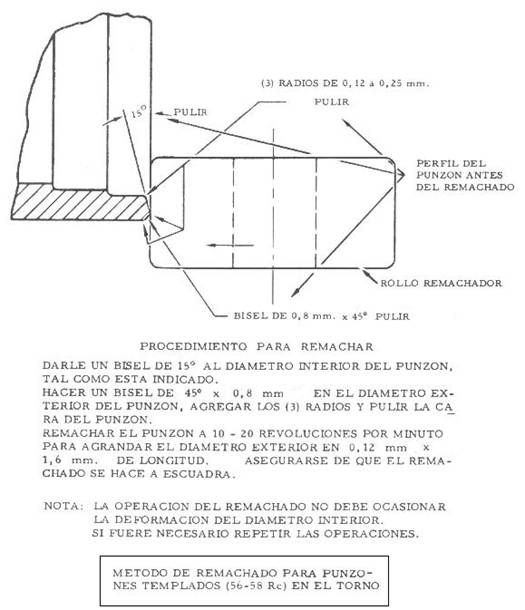
Figure nº 6: Primed of a tempered punch
The inner diameter of the punch is not affected by this increase in material during riveting. Once the grinding is finished, the concentricity of the punch should be checked before removing it from the machine tool, as explained before in figure 4
Whether it is stressed or not, it must always be fulfilled that in the punch, the rear surfaces of the punch and its cutting edge must be perfectly flat and parallel to each other. Maximum admissible error 0.05 mm. The lip of the punch normally has a 30 ° inclination and must exactly match that of the ironing ring. For this, they must be rectified together, using the same adjustment of the grinding machine. The cutting edge must have a small flat and horizontal surface of 0.25 mm. approximately in width. The value of the cutting diameter must be maintained at least in a section of 2.5 mm, then it is usually lowered to reduce contact with the edge of the blade. (See figure # 7)
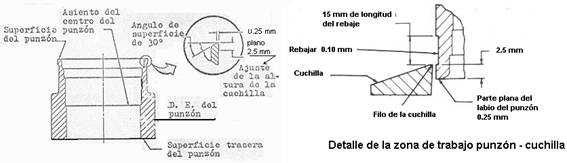
Figure nº 7: Details of the cutting edge of a hard punch and its overlap with the blade
PUNCHES FOR SAUSAGE PACKETS AND CAPSULES
As we have already indicated, they are characterized by having a thick lip wall. This is possible because the difference between the diameter of the cutting edge and that of the side of the piece that forms is important, all the more the height of said side. Therefore they are very robust and are generally made up of more than one piece. As in the case of punches for tapas, we will study them according to their hardness
1º.- SOFT OR SEMI-TEMPERED PUNCHES
One could repeat almost the same considerations as those made above for punches intended for caps, it is valid what has already been said about the steel to be used, its hardness, design, characteristics of the blades to be used, etc.
If it is worth noting that these punches are usually made in two pieces. An exterior, which is where the cutting edge, which meets the properties of hardness, etc., and another interior in the form of internal shirt is located This second piece, which has the mission to iron and shape the wall of the capsule or container against the center of the matrix, is constructed of non-deformable steel for tools, treated at a hardness superior to the outer body – of the order of 55 HRc -. The same, perfectly polished in the whole area of contact with the tinplate, has a longer life, since it presents less wear and tear and does not have to submit it as many times as the exterior to the repair operation of its inner diameter, although of its height and radio. In figure No. 8 a punch for capsules of this type is presented.
Repair of semi-hardened punches for capsules or sausage packaging :
When it comes to punches for this use, proceed as follows:
First of all, make the upsetting as indicated above, that is, with the same procedure as for a cover / fund punch. See drawing no. 8
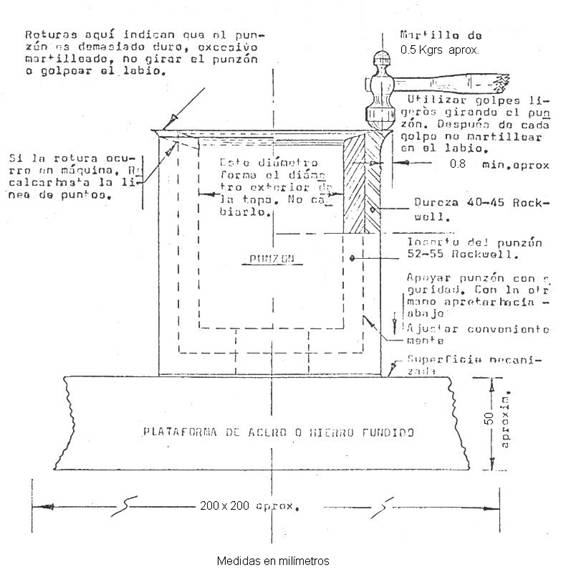
Figure nº 8: Primed of a punch for capsules
Once the upsetting has been carried out, the second step is to carry out the grinding of the punch lip with its corresponding degrees and to adjust the external diameter thereof to the cutting die. An appropriate angle of the punch lip is 10 °
ajustar el diámetro exterior del mismo a la matriz de corte. Un ángulo adecuado del labio del punzón es de 10 º
As an adjustment criterion, a slight pressure on the die must be required to fit inside the punch. A perfect polishing of the ground surface is absolutely necessary.
The third step is the formation of the working radius of the lip. Usually the radius is made by hand using a hand stone with the appropriate grain and properly lubricated. Radios between 0.75 and 1.25 mm give good results. The variation of the value of this radius can sometimes be used to increase or decrease the height of the wall of the capsule or container.
In the usual procedure to perform the radio is to check the sample shell, which was returned by the Production department next to the die, when it was taken out of service. If the length of the skirt of the capsule (height of the capsule) is good in this sample, the same radius will be maintained in the punches repaired. For these manufactured, the realization of small radii should be done very carefully, because a too small radius can produce partial fractures in the tin, or also cause excessive “earning” (orejeado) at the edge of the skirt.
It is very important to finish the spokes in the proper way and with a very fine polishing, with special sandpaper, if possible already used and lubricated, and above all using a system that does not cause wear inside the punch.
2º.- HARD PUNCHES
They are also the type of punches most used especially for sausage packaging. Like the covers, they are made of non-deformable steel for tools and their hardness is of the order of 60 HRc
Its design can be made in one piece, or in three. This last option is the most advisable. Figure 9 presents a section of this option. In this case, it consists of:
– A: The main body of the punch, which incorporates the cutting edge
– B: A forming supplement or interior insert, which iron the material and defines the outer diameter of the container. In this piece is very important the radius of your lip, where the material slides.
– C: A shim that allows to perfectly flush the faces of the two previous pieces and that make up the lower part of the punch.
Figure nº 9: Hard punch in three pieces
Parts A and B are treated – hard – and the shoes are not. Once adjusted, they are joined together by screws.
Repair of hardened punches (61 – 62 Rockwell C)
When the cutting edge has worn out, you can proceed as follows:
– A: Remove the punch and unscrew its parts.
– B: Rectify the cutting surface of his main body, redoing the edge of the mass.
– C: If the training complement keeps its radius and internal face within specifications, do not perform any action on it.
– D: Lower the height of the shim the same value as that eliminated in the punch grinding operation.
– E: If it is necessary to redo the radius of the forming complement, it will be necessary to take into account its final height to determine the height of the shim.
– F: Once the three pieces are assembled again, it is necessary to check their perfect alignment, so that the cutting surface is exactly destroyed. If this is not the case, one final final pass will be required.
We do not go into details of how to perform these operations in the maintenance workshop, as they are analogous to those indicated above.
ANNEXED TYPES OF PUNCHES
RECALCADO SOBRE PRENSA
Semi-treated punches, both for covers / bottoms and for embedded capsules / containers, can be pressed or riveted directly onto the press. This procedure is more imprecise than that carried out in the maintenance workshop and that has already been explained above, but it is valid for small repairs, and thus the frequent disassembly of the die and its shipment to the workshop is avoided. Therefore it can be used several times before resorting to its disassembly.
This method of upsetting varies in each plant and depends somewhat on the experience of the production mechanics. Some use what is commonly known as “lentil” – a kind of flat hammer that facilitates its introduction between punch and matrix – others use a steel bar, a hammer or a special device that lodges in the blade.
The aim is to slightly increase the outer diameter of the cutting edge of the punch, using any of these methods. But care must be taken not to press too large, because the life of the die would be reduced.
Then, when the punch penetrates for the first time in the blade, it eliminates the small amount of excess metal from the edge of the punch and thus the same is remade. The punch must be stressed exactly enough so that a recessed surface is obtained when the punch enters the cutting blade, since excessive flash has the tendency to damage the cutting edge of the blade and shorten the life of the punch.
The punches should be riveted just enough so that they are returned to the cutting diameter without hardly losing material. This can be done by staggering and cutting a template – for example paper – between each stage to determine if additional adjustment is needed, in order to obtain a perfect template.
If this practice is followed, the costs of repair of the dies will be reduced considerably.
 DIE FOR ENDS
DIE FOR ENDS
 CALCULATION OF THE TABS OF MADE A FLANGE
CALCULATION OF THE TABS OF MADE A FLANGE
 CURLING TOOLS
CURLING TOOLS
 DEFECTS AND SOLUTIONS: TAPPING OF COVERS
DEFECTS AND SOLUTIONS: TAPPING OF COVERS
 SHEAR KNIVES
SHEAR KNIVES
 TOOLS FOR PLUGS Paint containers
PREVENTIVE MAINTENANCE OF A ENDS DIE
TOOLS FOR PLUGS Paint containers
PREVENTIVE MAINTENANCE OF A ENDS DIE
 SPECIAL DIE FOR ENDS WITH INCORPORATED CURL
SPECIAL DIE FOR ENDS WITH INCORPORATED CURL
 CALCULATING THE PROFILE OF A CUT IN ZIGZAG
CALCULATING THE PROFILE OF A CUT IN ZIGZAG




0 Comments