
أنواع اللكمات المستخدمة في الأدوات في صناعة المعادن وتصميمها وإصلاحها.
أنواع اللكمات المقدمة
في جميع القوالب – أو القوالب – المستخدمة في صناعة المعادن ، هناك نوع واحد أو أكثر من اللكمات بين مكوناتها. داخل القالب ، يتم تثبيت المثقاب على لوحة حامل المثقاب وتتمثل وظيفته في الاندماج مع الشفرة – أو القاطع – وتشكيل أغطية – أو أي عنصر آخر – من شريط من الصفيح المقصد ، يتم تغذيته بشكل عرضي إلى المكبس الذي عليه مركب.
تعد الأنواع المختلفة من اللكمات أحد أهم أجزاء القالب ، لأن هذه القطعة هي التي تؤدي أهم عمل. اللكمات تؤدي مهام مختلفة. يتم تنفيذ العمليات الأساسية بواسطة شفتك – انظر الشكل رقم 1 – وهي:
– يتم قطع المادة عن طريق تأثير “حافة القطع” على حافة الشفرة.
– امسك المادة المقطوعة بثبات على السطح العلوي لحلقة الكي أثناء تشكيل الجزء. يتم ذلك باستخدام قاعدة “شفتك السفلى”.
– عن طريق “نصف قطر شفتها” ، يسهل تدفق الجزء الخارجي من المادة نحو الداخل ، لتشكيل المظهر الجانبي المناسب للغطاء أو وعاء النقانق الذي تنتجه.
– تحديد القطر الخارجي للغطاء – أو الحاوية – الذي يتحكم فيه قطر “الجزء الداخلي من الشفة” من المثقاب.
– عمليًا ، يتم تثبيت جميع العناصر التي تشكل الجزء العلوي من القالب داخل المثقاب أو حوله.
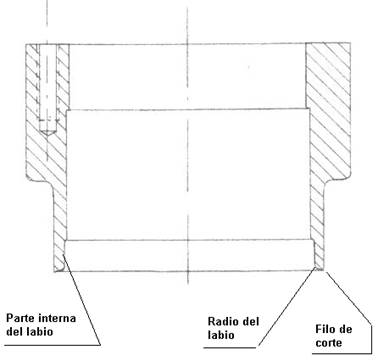
الشكل رقم 1: مقطع من الشكل النموذجي لكمة وتعيين أجزاء من شفتها
يعيد الشكل 1 إنتاج الصورة الظلية الكلاسيكية لكمة القطع للأغطية / القيعان. الجزء الأساسي منه هو المنطقة السفلية أو الشفة ، وعليها يشار إلى نقاط الاتصال الحرجة بينها وبين الصفيح المقصد أو المادة المستخدمة في تصنيع المنتج المطلوب الحصول عليه.
خلال هذا العمل سنناقش بالتفصيل أهمية اللكمات وتصميمها وصيانتها. في الواقع ، تختلف خصائصه اعتمادًا على الاستخدام المقصود من القالب.
أنواع اللكمات
أ التصنيف الأول لأنواع اللكمات الموظفين في هذه الصناعة ، يمكن القيام بذلك اعتمادًا على استخدامهم. لذا يمكنك التحدث عن:
– ج: اللكمات العلوية / السفلية . تستخدم في تصنيع هذه العناصر ، وتتميز بشفة رفيعة نتيجة الاختلاف الطفيف بين قطر القطع والجزء الخارجي من الغطاء. عادة ما تكون مصنوعة من قطعة واحدة.
– ب: اللكمات للكبسولات وعلب النقانق . أي تلك المستخدمة لأغطية الجرار الزجاجية ، أو الحاويات منخفضة الارتفاع المسحوبة بعمق أو التشغيل الأول للحاويات من النوع DRD أو DWI. يسمح ارتفاع تنورة القطعة التي تم الحصول عليها أن يكون لشفة المثقاب جدار سميك. يتم بناؤها عادة في عدة قطع ، مجمعة بشكل مركزي واحدة على الأخرى.
يمكن أيضًا تصنيفها وفقًا لنوع الأداة التي تم تركيبها عليها ، مثل:
– ج: اللكمات للقوالب مجهزة بأعمدة توجيه . يتم تثبيتها على لوحة حامل المثقاب ولها شكل الشكل المعروض في الشكل 5.
– ب: اللكمات لقوالب غير العمود أو الهواء . عادة ما يكون لديهم مقبض أو حامل مثقاب يسمح بربطهم بالضغط وتكوينهم كما هو موضح في الشكل رقم 2
تصنيف آخر يتعلق بدرجة الصلابة التي تعطى لها. لذلك يمكن أن يكونوا:
– ج: اللكمات اللينة . يتم معالجتها حرارياً بحيث يكون لها صلابة 40-42 HRc. يتم استخدامها كزوج مع 60-62 شفرة فولاذية صلابة HRc ، وصيانتها سهلة وتستخدم بشكل أساسي للأشكال غير الدائرية والإنتاج المنخفض. وسوف نعود إلى هذا في وقت لاحق.
– ب: اللكمات القوية . إنها مبنية من فولاذ أداة غير قابل للتشوه ويتم معالجتها عند حوالي 60 ساعة. يتم استخدامها مع شفرات فولاذية أو أفضل مع إدراج كربيد التنجستن. استخدامه معمم للإنتاج الكبير.
في هذا العمل سنبدأ من تصنيف يعتمد على استخدامه.
أنواع اللكمات يموت
لقد قلنا بالفعل أن لديهم شفة رفيعة. هذه الشفة هي المنطقة الحرجة التي تتطلب عناية فائقة. لدراستها بمزيد من التفصيل ، سنفعل ذلك وفقًا لصلابتها النهائية.
1º. – اللكمات الناعمة أو شبه المقسومة
هم أولئك الذين يعود تاريخ توظيفهم إلى بدايات هذه الصناعة. إنها مبنية من فولاذ الكروم والنيكل ، والتي يمكن توفيرها بالفعل ومعالجتها مسبقًا إلى الصلابة النهائية التي تبلغ 40-42 HRc ، مما يسمح بمكننتها الكاملة باستخدام الأدوات المناسبة ، مما يسهل تشطيبها النهائي من خلال عدم الاضطرار إلى تقديم القطعة لاحقًا للمعالجة الحرارية.
إنها تشكل زوج عمل بشفرات فولاذية ، أصعب من اللكمات – 60 إلى 62 HRc – مصنوعة من الفولاذ غير القابل للتشوه للأدوات. وقت العمل بين إصلاح هذه الأنواع من اللكمات هو أقصر من ريشها.
استخدامه مفيد جدا لقوالب القبعة المستطيلة أو البيضاوية أو غير المستديرة. الميزة الكبيرة هي أنها تسهل تشكيل ملف تعريف حافة القطع ، والتي عادة ما تكون معقدة ، بناءً على منحنيات نصف قطر مستقيمة ومركبة ، نظرًا لأن صلابتها تسمح بإجراء اللمسات الأخيرة يدويًا على المقعد بواسطة ميكانيكي التعديل ، استخدم من قوالب التعديل. هذه الأنواع من اللكمات قابلة للاستخدام أيضًا في أدوات قليلة الاستخدام ، نظرًا لاقتصادها.
تصميمه من النوع الموضح في الشكل 2. لها شفة عمل بزاوية 12 درجة للقوالب المستطيلة الشكل وأكثر بقليل – 15 درجة أو 16 درجة – للقوالب المستديرة ونصف قطرها حوالي 1 مم. إذا كنت تريد توفير الفولاذ ، يمكنك وضع المقبض أو حامل الإدخال المصنوع من الفولاذ الكربوني.
الشكل رقم 2: قالب ناعم لأغطية مستطيلة 1/4
ال يتمثل الضعف الرئيسي لهذا النوع من الثقب في العمر القصير لحافة القطع ، حيث إنها تلبس بسهولة . في كل مرة يحدث هذا ، يجب إعادة صنعه وهذا يؤدي إلى تقليل ارتفاعه. بتقليل هذا البعد ، يجب عليك أيضًا ضبط ارتفاعات القطع الموجودة بالداخل. للقيام بذلك ، داخل المخرز ، وتحت مركزه ، يتم وضع رقاقة يتم تقليل ارتفاعها في كل مرة تحتاج فيها نهاية الشفة إلى إعادة بنائها. خيار آخر للثقب المستدير هو ترك جدار سميك في قاعدته ، والذي يعمل كدعم لقطعة مركزه ، بحيث يمكن خفضه عند الحاجة.
نظرًا للخصائص المذكورة أعلاه ، يجب أن يقتصر استخدام هذه المثاقب عند العمل مع المواد – الصفيح المقصد أو TFS – ذات درجة الحرارة المنخفضة ، لأن وقت الاستخدام بهذه الطريقة ، دون الحاجة إلى الصيانة ، سيكون أطول.
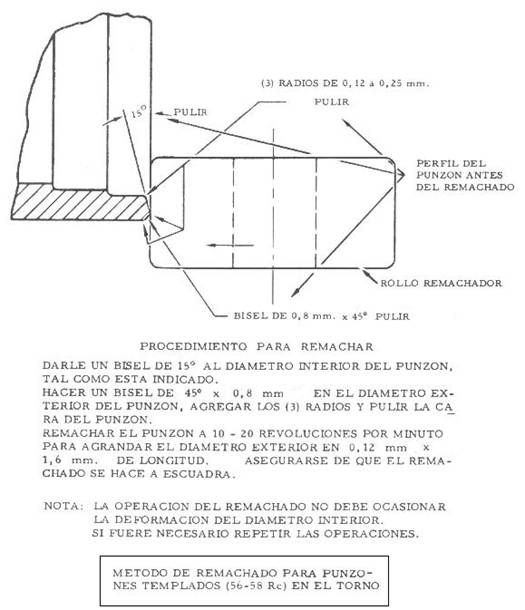
إصلاح المثقاب شبه المتصلب (40-43 روكويل سي)
عندما يكون إصلاح هذه اللكمات مطلوبًا ، فتابع ما يلي:
- أ) قم بآلة فم الثقب بزاوية 30 درجة واحصل على سطح مستوٍ بهذا الميل 1.5 مم. قبل التأكيد.
- ب) قم بتأكيد قسم الفم الخاص بالثقب بشكل كافٍ ، بحيث يمكن تأريض الجزء الخارجي من المثقاب إلى البعد الصحيح على ارتفاع لا يقل عن 2.5 مم ، ويمكن تأريض القطر الداخلي للثقب إلى البعد المناسب إذا من الضروري. الغرض من هذا الإزعاج هو زيادة قطر القطع ، ليتم تعديله لاحقًا بشكل صحيح حسب قطر القالب. على أساس أن هذا الانزعاج يتم على الفولاذ البارد ، إذا لم يتم أخذ العناية الواجبة ، فقد تحدث كسور في حافة المثقاب. يفضل القيام بالضرب في سلسلتين أو ثلاث من الضربات الصغيرة ، قبل تنفيذ السلسلة الأخيرة من الضربات ذات الشدة الأكبر. من المهم أن تقوم بتدوير الثقب ببطء أثناء ضربه ، حتى لا ينتج عن ضربات المطرقة علامات في نفس المكان ، وبالتالي سنتمكن من الحصول على شفة جديدة للثقب في دورتين أو ثلاث تمريرات.
في في حالة حدوث كسور صغيرة في حافة المثقاب عند القيام بهذه المهمة ، يجب تشكيل هذه المنطقة حتى يختفي الكسر ، ثم كرر الانزعاج مرة أخرى. من المهم جدًا أن يكون سطح ضرب المطرقة سلسًا قدر الإمكان. يجب أن يتراوح حجم المطرقة المراد استخدامها بين 0.5 إلى 1 كجم.
- ج) تحقق مما إذا كان سطح جلوس المثقاب مسطحًا وخاليًا من النتوءات ، وقم بتصحيح الظروف المعيبة إذا لزم الأمر. الطريقة المقترحة لطحن السطح الخلفي للثقب هي وضع ، بعد العملية المضطربة ، أولاً الثقب مع هذا السطح الخلفي على المطحنة المسطحة لطحن السطح المنزعج ، ثم قلب الثقب وطحن السطح. عند تركيب الخرامة لعمليات الطحن هذه ، يجب الحرص على أن يظل السطح الأسطواني لمنطقة التركيب أو التجويف مربعًا على السطح الخلفي للثقب.
- د) قم بتجميع الثقب في آلة الطحن الأسطوانية ، مع التمركز من مقعد مركز الثقب والتحقق مما إذا كانت الأقطار الخارجية والداخلية متحدة المركز والتحقق من أبعادها ، وتصحيحها ، إذا لزم الأمر ، للوسائل المحددة.
- هـ) من الضروري ضبط الارتفاعات ، إما خفض مستوى الرقاقة الداخلية حيث يجلس مركز الثقب ، أو إذا لم يكن من هذا التصميم ، فقم بتعميق مقعد المركز مباشرة على المثقاب. أعد فحص مجموعة المثقاب بالمؤشر للتأكد من عدم تحريكها ، والانتهاء من طحن المقعد. قد يكون تعميق مقعد الرقاقة أو مركز الثقب ضروريًا لتصحيح عيب في السطح ، أو لاستعادة الارتفاع بين هذا المقعد ووجه الثقب. في هذا الصدد ، يجب فحص طول جميع براغي التثبيت لتجنب احتمال أن تكون طويلة في فتحاتها الملولبة.
- و) من المهم ، في حالة اللكمات ذات المصفوفات المزدوجة ، أن تكون مقاعد مراكز التثقيب أو الحشوات على نفس الارتفاع عند تركيب اللكمات المذكورة ، من أجل الحصول على الأعماق الصحيحة في كلتا القوالب. يجب أن يكون الارتفاع من الوجه الخلفي لللكمات إلى المقاعد المركزية في حدود التفاوتات المحددة. يمكن رؤية إشارة إلى طريقة الفحص في الشكل رقم 3
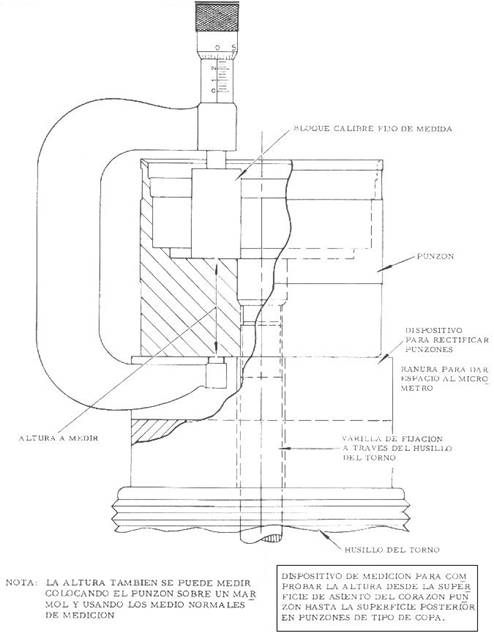
الشكل رقم 3: التحقق من الارتفاعات باستخدام المثقاب
جزء كبير من المؤشرات الواردة هنا صالحة أيضًا عندما تكون الثقوب مخصصة للكبسولات أو حاويات النقانق. سوف نعود إليها.
2º. – اللكمات الصلبة
هم أكثر أنواع اللكمات استخدامًا . يعد استخدامه مناسبًا طالما أنه تنسيق غطاء إنتاج كبير. إنها مصنوعة من فولاذ أداة غير قابل للتشوه وصلابتها 60 HRc. يمكن أن تكون الشفرات المستخدمة معها مصنوعة من الفولاذ ، بصلابة أعلى قليلاً – 62 HRc – أو أفضل من النوع الذي يشتمل على كربيد في منطقة القطع.
تصميمه من النوع الموضح في الشكل رقم 5 . يتم التعبير عن القياسات المحددة بالبوصة. الاختلافات الأساسية مع اللكمة الناعمة ، بالإضافة إلى صلابتها ، هي:
– انحدار شفة القطع مما يزيد حتى 30 درجة
– نصف قطر هذه الشفة التي تميل أيضًا لأن تصبح أكبر نوعًا ما ، في حدود 1.25 مم
– في تسطيح حافة القطع ، والتي يتم تقليلها إلى حوالي 0.25 مم
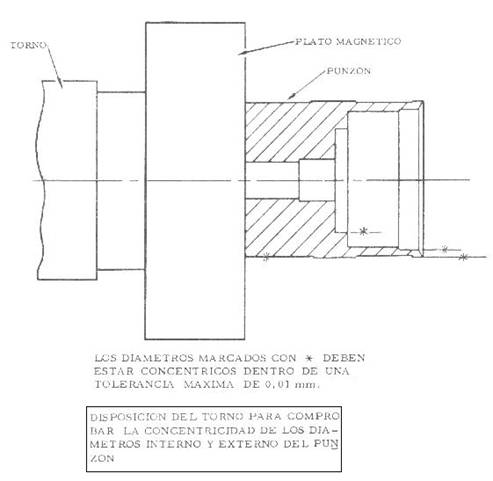
الشكل رقم 4: التحقق من تركيز الأقطار في ثقب
في هذا الرسم الخرامة الموضحة خالية من المقبض.
ز) بعد منطقة الضبط 2.5 مم بين الثقب والشفرة ، يجب خفض قطر الثقب بمقدار 0.15 مم بطول 15 مم تقريبًا ، من الوجه الأمامي للثقب. يتم ذلك للحد من احتكاك حافة القطع للشفرة وضغط الحزام على جدران الثقب. فيما يتعلق بالأخير ، يتم إنتاج نفس التأثير من خلال خفض حافة جهاز المشي داخليًا وتعبئته بخرزة ملحومة مصنوعة من النحاس الأصفر ، وهي مادة ناعمة. في حالة القوالب للأغطية غير الدائرية ، يكون تنفيذ هذا الحل الأخير أسهل.
ح) عندما يتم تصحيح زاوية فم الثقب ، فمن المستحسن ترك مساحة صغيرة مسطحة وأفقية ، بضعة أعشار من المليمتر على حافة حافة القطع لتقويتها وليس التقسيم بسهولة. كما أشرنا بالفعل ، هذه الزاوية تبلغ حوالي 12 درجة للثقب المستطيل وأكبر قليلاً للثقب المستدير. على أي حال ، يجب أن تكون هي نفسها تمامًا بالنسبة إلى حلقة الكي ، لضمان كي المواد بشكل كافٍ أثناء عملية الختم.
يجب توخي الحذر بشكل خاص عند إعادة التدرجات في ثقب مستطيل في منطقة الزوايا الأربع ، لأننا إذا لم نتوخى الحذر فيمكننا التخلص من الكثير من المواد في هذه المنطقة ، وعندما يتم تشكيل جناح الغطاء فلن يترك بميلها الصحيح ، وتظهر الحافة المرتفعة لها.
يجب أن تكون الخطوة الأخيرة المهمة في إعداد التثقيب هي تشكيل نصف القطر. يمكن أن يتم ذلك باليد وبأحجار خاصة في حبيباتها ومشحمة بشكل صحيح. يجب أن يكون نصف القطر مصقولًا تمامًا وقيمته بين 0.75 مم إلى 1.25 مم.
ط) عند اكتمال التصحيح أو الإصلاح ، يجب فحص تركيز أقطار الثقب قبل إزالته من أداة الماكينة. انظر الشكل رقم 4
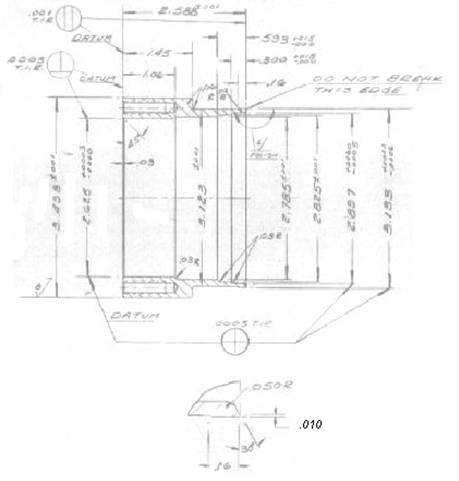
شكل رقم 5: لكمة قاسية نموذجية للقيعان
عادة ما تكون الاختلافات الأخرى:
– التخلص من المقبض أو حامل المثقاب.
– أن يكون قطعة بدون قاع لتسهيل التصحيح والتجميع.
يتم فرض هذه الاختلافات الأخيرة من خلال تصميم القالب ككل ، حيث يتم استخدام اللكمات القوية دائمًا في الأدوات ذات الأعمدة التوجيهية وهي أيضًا على الأقل لكمة مزدوجة.
إصلاح اللكمات المتصلبة (61-62 روكويل سي)
عند استخدام اللكمات الصلبة ، يكون إجراء الضبط أقل تعقيدًا من الضربات شبه الصلبة. يجب اتخاذ الخطوات التالية:
قم بقياس التآكل على القطر الداخلي للثقب. إذا تبين أنه يتم ارتداؤه حتى 0.04 مم بما يزيد عن الحد الأقصى للتصنيع ، أي إذا كان الوجه الداخلي لشفة “المثقاب” – الذي يشكل تجعيد شفة الغطاء – يظهر تآكلًا – زيادة القطر – أكبر من 0.04 مم ، من الضروري إعادة بناء الشفة – إذا سمحت – أو رفض الجزء. يجب أيضًا فحص حافة القطع إذا كانت تحافظ على حوافها حادة أو تتطلب طحنًا.
سيتم تصحيح فوهة الثقب ، لتشكيل حافة قطع جديدة ، في آلة طحن أسطوانية ، مع ضرورة إزالة المواد اللازمة للحصول على حافة جديدة نظيفة وحادة. يجب أن تكون لكمات القالب المزدوجة بنفس الطول. لاستعادة الارتفاع الأصلي لوجوههم من مقاعدهم على لوحة حامل المثقاب ، يوصى باستخدام حشوات بسماكة لا تقل عن 0.40 مم. ستبذل الجهود لتقليل عدد المكملات الغذائية إلى الحد الأدنى
قبل إزالة الثقب من آلة الطحن ، يجب أن يكون نصف قطر الشفة مطحون ، بحيث يصل إلى المواصفات الصحيحة – يمكن أن تكون القيمة الجيدة 1.25 مم – قم بربطها بالأسطح المجاورة وصقلها جيدًا. لا يُنصح بإصلاح المتحدث يدويًا لأن هذه الطريقة ستنتج نصف قطر غير متساوي وغير مركزي ، مما قد يؤدي إلى حدوث مشكلات في الإنتاج. تميل اللكمات القاسية إلى تآكل قطرها بعد تصنيع ما يقرب من 10 ملايين وحدة لكل لكمة.
على الرغم من أنها ليست متكررة جدًا ، يمكن التأكيد على شفة الفم أو تثبيتها بضربات قوية. باستخدام هذه الطريقة ، يتم توفير مادة كافية لزيادة القطر الخارجي للثقب ، مما يسمح بطحنها إلى القطر الأصلي. هذه الطريقة مفصلة في الرسم 6 ، والتي تختلف عن تلك المستخدمة في اللكمات شبه المزاجية التي تمت مناقشتها أعلاه.
الشكل رقم 6: إزعاج لكمة مخفف
لا يتأثر القطر الداخلي للثقب بهذه الزيادة في المواد أثناء التثبيت. بمجرد الانتهاء من الطحن ، يجب التحقق من تركيز المثقاب قبل إزالته من أداة الآلة ، كما هو موضح سابقًا في الشكل رقم 4
سواء تم الضغط عليه أم لا ، يجب دائمًا ملاحظة أنه في المثقاب ، يجب أن تكون الأسطح الخلفية للثقب وحافة القطع الخاصة به مسطحة تمامًا ومتوازية مع بعضها البعض. أقصى خطأ مسموح به 0.05 مم. عادة ما تكون حافة المثقاب بزاوية 30 درجة ويجب أن تتطابق تمامًا مع شفة حلقة التشطيب. للقيام بذلك ، يجب طحنهم معًا ، باستخدام نفس إعداد ماكينة الطحن. يجب أن تقدم حافة القطع سطحًا صغيرًا مسطحًا وأفقيًا يبلغ 0.25 مم. واسع تقريبًا. يجب أن تظل قيمة قطر القطع في حدود 2.5 مم على الأقل ، ثم يتم خفضها عادةً لتقليل التلامس مع حافة الشفرة. (انظر الشكل رقم 7)
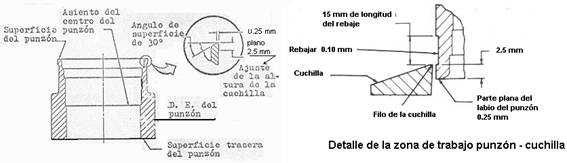
الشكل رقم 7: تفاصيل حافة القطع للثقب الصلب وتداخله مع النصل
اللكمات لقوالب التعبئة والتغليف المحشوة والكبسولات
كما أشرنا بالفعل ، فهي تتميز بوجود جدار شفة سميك. هذا ممكن لأن الفرق بين قطر حافة القطع وقطر جانب الجزء الذي تشكله مهم ، وكلما زاد ارتفاع الجانب المذكور. لذلك فهي قوية جدًا وتتكون عمومًا من أكثر من قطعة واحدة. كما في حالة اللكمات للأغطية ، سوف ندرسها بناءً على صلابتها
1º.- اللكمات الناعمة أو نصف درجة الحرارة
يمكن تكرار نفس الاعتبارات تقريبًا مثل تلك التي تم إجراؤها أعلاه للثقب المخصص للأغطية ، وما قيل بالفعل عن الفولاذ المستخدم ، وصلابته ، وتصميمه ، وخصائص الشفرات التي سيتم استخدامها ، وما إلى ذلك ، صالح.
إذا كان من الجدير بالذكر أن هذه اللكمات عادة ما تكون مصنوعة من قطعتين. قطعة خارجية ، حيث توجد حافة القطع ، والتي تتوافق مع الخصائص المذكورة أعلاه للصلابة ، وما إلى ذلك ، وقطعة داخلية على شكل قميص داخلي. هذه القطعة الثانية ، ومهمتها حديد وتشكيل جدار الكبسولة أو الحاوية مقابل مركز المصفوفة مصنوعة من فولاذ أداة غير قابل للتشوه ومعالج بصلابة أعلى من الهيكل الخارجي – بترتيب 55 HRc -. نفس الشيء ، المصقول تمامًا في منطقة التلامس بالكامل مع القصدير ، له عمر أطول ، لأنه يعرض تآكلًا أقل ولا يجب أن يتعرض عدة مرات مثل الخارجي لعملية إصلاح قطره الداخلي ، على الرغم من أنه الارتفاع والراديو. يوضح الشكل 8 لكبسولات من هذا النوع.
إصلاح مثاقب الكبسولات أو الحاويات المسحوبة بعمق:
عندما يتعلق الأمر باللكمات لهذا الاستخدام ، تابع ما يلي:
بادئ ذي بدء ، قم بتنفيذ الإزعاج كما هو موضح أعلاه ، أي بنفس الإجراء المتبع في حالة الغطاء / المثقاب السفلي ، انظر الرسم رقم 8
الشكل رقم 8: إزعاج لكمة للكبسولات
بمجرد أن يتم تنفيذ الإزعاج ، فإن الخطوة الثانية هي طحن شفة الثقب مع درجاتها المقابلة وتعديل قطرها الخارجي إلى قالب القطع. الزاوية المناسبة لشفة المثقاب هي 10º
كمعيار ضبط ، يجب أن تكون هناك حاجة لضغط طفيف على القالب لإدخاله داخل الثقب. من الضروري للغاية تلميع السطح المعدل تمامًا.
الخطوة الثالثة هي تشكيل نصف قطر عمل الشفة. عادة ما يتم صنع نصف القطر يدويًا باستخدام حجر يدوي مع الحبوب المناسبة ومشحم بشكل صحيح. يعطي نصف القطر بين 0.75 و 1.25 ملم نتائج جيدة. يمكن أحيانًا استخدام تغيير قيمة هذا الشعاع لزيادة أو تقليل ارتفاع جدار الكبسولة أو الحاوية.
الإجراء المعتاد لعمل نصف القطر هو فحص غلاف العينة ، الذي أعادته إدارة الإنتاج مع القالب ، عندما تم إخراجها من الخدمة. إذا كان طول تنورة الكبسولة (ارتفاع الكبسولة) جيدًا في هذه العينة ، فسيتم الحفاظ على نفس نصف القطر في اللكمات التي تم إصلاحها. بالنسبة لهذه التلفيقات ، يجب أن يتم عمل نصف قطر صغير بحذر شديد ، حيث يمكن أن يتسبب نصف القطر الصغير جدًا في حدوث كسور جزئية في القصدير ، أو يتسبب أيضًا في كسب مفرط على حافة التنورة.
من المهم جدًا إنهاء السماعات بالطريقة المناسبة وبتلميع جيد جدًا ، بورق صنفرة خاص ، إن أمكن ، تم استخدامه بالفعل ومشحمًا ، وقبل كل شيء باستخدام نظام لا يسبب التآكل داخل المثقاب.
2º. – اللكمات الصلبة
وهي أيضًا نوع اللكمات الأكثر استخدامًا ، خاصةً لحاويات النقانق. مثل أغطية الأغطية ، فهي مصنوعة من الفولاذ غير القابل للتشوه للأدوات وتصل صلابتها إلى 60 ساعة.
يمكن تصميمه في قطعة واحدة أو ثلاثة. هذا الخيار الأخير هو الأفضل. يوضح الشكل 9 قسمًا من هذا الخيار. في هذه الحالة تتكون من:
– أ: الجسم الرئيسي للمثقاب الذي يشتمل على حافة القطع
– B: مكمل تشكيل أو ملحق داخلي ، يكوي المادة ويحدد القطر الخارجي للحاوية. في هذه القطعة ، يكون نصف قطر شفتك مهمًا جدًا ، حيث تنزلق المادة.
– C: رقاقة تسمح بتسوية وجه القطعتين السابقتين تمامًا والتي تشكل الجزء السفلي من الثقب.
الشكل رقم 9: لكمة القطع إلى ثلاث قطع
يتم التعامل مع الأجزاء A و B – صلبة – والحذاء ليس كذلك. بمجرد ضبطها ، يتم ربطها معًا بواسطة براغي.
إصلاح اللكمات المتصلبة (61-62 روكويل سي)
عندما تتآكل حافة القطع ، يمكنك المتابعة على النحو التالي:
– ج: قم بفك المثقاب وفك أجزائه.
– ب: تصحيح سطح القطع لجسمها الرئيسي ، وإعادة حافة الكتلة.
– ج: إذا احتفظ مكمل التشكيل بنصف قطره ووجهه الداخلي ضمن المواصفات ، فلا تتخذ أي إجراء بشأنه.
– D: خفض ارتفاع الإسفين بنفس القيمة التي تم التخلص منها في عملية طحن الثقب.
– E: إذا كان من الضروري إعادة نصف قطر الأول ، فيجب أخذ ارتفاعه النهائي في الاعتبار لتحديد ارتفاع الإسفين.
– F: بمجرد إعادة تجميع القطع الثلاث ، من الضروري التحقق من محاذاتها المثالية ، بحيث يكون سطح القطع مستويًا تمامًا. إذا لم يكن الأمر كذلك ، فستكون هناك حاجة إلى تصريح نهائي.
نحن لا ندخل في تفاصيل كيفية تنفيذ هذه العمليات في ورشة الصيانة ، لأنها مماثلة لتلك المذكورة أعلاه.
ملحق
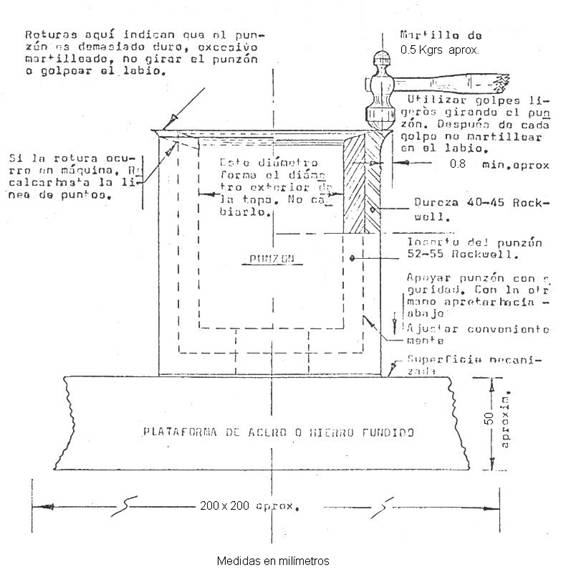
ريكالكادو على الصحافة
يمكن فك المثاقب شبه المعالجة ، سواء للأغطية / القيعان أو للكبسولات / الحاويات المسحوبة بعمق ، أو برشامها مباشرة بالضغط. يعتبر هذا الإجراء غير دقيق أكثر من الإجراء الذي تم تنفيذه في ورشة الصيانة والذي تم شرحه بالفعل أعلاه ، ولكنه صالح للإصلاحات الصغيرة ، وبالتالي تجنب التفكيك المتكرر للقالب وشحنه إلى ورشة العمل. لذلك يمكن استخدامه عدة مرات قبل اللجوء إلى فكه.
تختلف هذه الطريقة المزعجة من مصنع إلى آخر وتعتمد إلى حد ما على خبرة ميكانيكا الإنتاج. يستخدم البعض ما يُعرف باسم “العدس” – وهو نوع من المطرقة المسطحة التي تسهل إدخالها بين المثقاب والقالب – بينما يستخدم البعض الآخر قضيبًا فولاذيًا أو مطرقة أو جهازًا خاصًا موجودًا في الشفرة.
يتضمن هذا زيادة طفيفة في القطر الخارجي لحافة قطع الثقب ، باستخدام أي من هذه الإجراءات. لكن يجب توخي الحذر حتى لا تحدث اضطرابًا كبيرًا جدًا لأن حياة الموتى ستنخفض.
ثم ، عندما تخترق الثقب الشفرة لأول مرة ، فإنها تزيل كمية صغيرة من المعدن الزائد من حافة الثقب ، وبالتالي تعيد صنع نفس الشيء. يجب أن يتم تقليب الثقب بشكل كافٍ تمامًا بحيث يتم الحصول على سطح متشقق عندما تدخل المثقاب في شفرة القطع ، حيث يميل النتوء المفرط إلى إتلاف حافة القطع للشفرة وتقصير عمر القالب.
يجب أن يتم برشام الثقوب بما يكفي بحيث تعود إلى قطر القطع مع عدم وجود أي خسارة في المواد. يمكن القيام بذلك عن طريق الضغط على مراحل وقطع قالب – على سبيل المثال من الورق – بين كل مرحلة لتحديد ما إذا كانت هناك حاجة إلى تعديل إضافي للحصول على قالب مثالي.
باتباع هذه الممارسة ، سيتم تقليل تكاليف إصلاح القوالب بشكل كبير.
 علبة مشروب الألمنيوم ذات التصميم المبتكر
علبة مشروب الألمنيوم ذات التصميم المبتكر
 يموت من أجل الأموال
يموت من أجل الأموال
 العيوب والحلول: اللكم بالأحرف الكبيرة
العيوب والحلول: اللكم بالأحرف الكبيرة
 سكاكين الموت
سكاكين الموت
 يموت SPECIAL FOR FOUNDS WITH INCORPORATED CURL
يموت SPECIAL FOR FOUNDS WITH INCORPORATED CURL
 السيطرة على كبسولات الموت
السيطرة على كبسولات الموت
 حساب التشكيل الجانبي لقص التمرير
حساب التشكيل الجانبي لقص التمرير



0 Comments