
INTRODUCTION
One of the most classic techniques to form the flanges or edges of the ends of the bodies of the cans, is the one that uses dice or buffers to make them. These buffers consist of:
– A die that centers the container body, once fed, to its proper position, and then arches its edge forming the flange.
– A ring or retainer ring that maximizes the formed flange.
See figure nº 1.
Figure nº 1: Technique of blinking by buffering
The flange usually does not touch this retaining ring, the value of its outside diameter is a little lower than the diameter of this ring, but if it can touch the same point of the edge of the container, for example if the welding of the Side seam presents some disparity at its ends.
The assembly formed by the die housed inside its hoop is mounted in pairs on opposite heads.
The machines that perform this work are called lasers, they can be manual or automatic, the latter usually have multiple pairs of heads, depending on the speed of operation. See figure 2
Figure No. 2: Manual spanner
USE
With the use of thin materials and high hardness, less and less is used the technique of flanged by buffer, since it causes breaks or slits in the edge of the eyelashes, especially in diameters of small packages.
However, this technique is still in force, because its application is very valid for:
– Packages with a high diameter, that is to say over 99 mm, even when using the same high hardness materials, since no flange break is generated in these cases.
– Any type of round cans that are made with materials of low or normal hardness.
The advantage of using this technique is that both machinery and tools are cheap, more than those used in other ways.
CALCULATION
The die is given a conical shape to facilitate the entry and guidance of the container body to the flanging position. If the side seam is of the seam – or engargolado – type is added a step with radii of soft entry and exit, to save the thickness of the seam, which increases when it exceeds the area of the extreme flap.
The dimensioning of the die and ring is an easy task, since there are a series of measures that can be kept constant regardless of the diameter of the container to be battened. Going into details you can comment:
Heights: The two pieces can be kept fixed for any size of container, although they can be made somewhat smaller for small diameters. Figure 3 presents a section of the set-hoop, in which basic orientative heights are bounded.
Angles: Both the tab and the die entry remain constant for any size. The advisable value is 7º 30′. See figure 3
Radios: The main arch of the tooling is the one that gives shape to the flange, the appropriate value of its radius is 2 mm, except for large flanges – greater than 3 mm – which increases. See figure nº 3.
Diameters: The dimensions that change for each case, being the same as the diameter of the container. There are two basic diameters in them:
1º.- The point at which the container fits or adjusts precisely to the die, designated “diameter of adjustment of the body of the container”, which we will name as D1 . It is linked to the theoretical internal diameter of the container body. Actually corresponds to this value plus a small gap, to assume the tolerances and over-thickness of the welded seam of the body. See figure 3
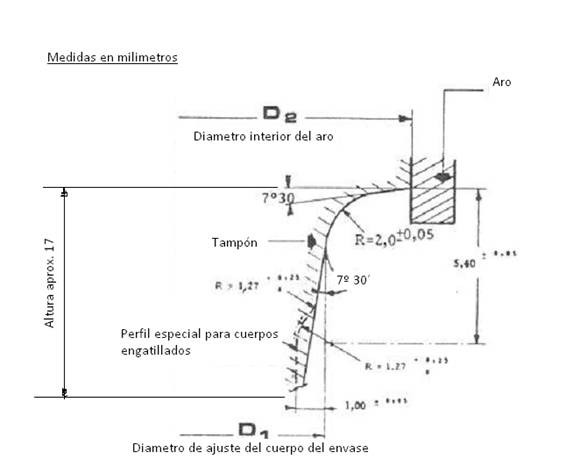
Figure nº 3: Design of a blunting tool by buffer.
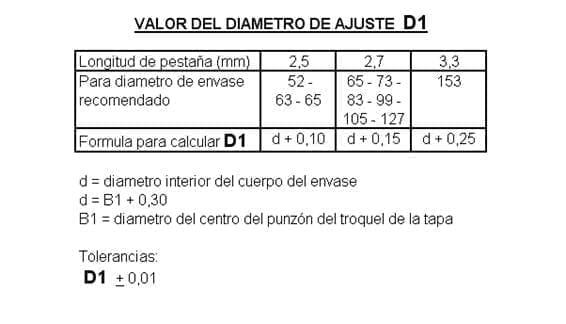
The following table includes the formulas to calculate the value of D1 , taking into account:
– The length of the eyelash that we want to obtain
– The diameter of the container
In each option, the formula is given by the value of the inner diameter of the container body – d – plus a constant that varies according to the starting data. It is good to remember that the calculation of the internal diameter of the body of the container is a function of the measurement of the center of the punch of the die used to make its corresponding lid. That is, the fundamental measure, from which all the others of the lid-container assembly are determined, is the aforementioned diameter of the center of the die punch, we designate it as B1 and with occasional exceptions the expression that binds d and B1 is :
d = B1 + 0.30
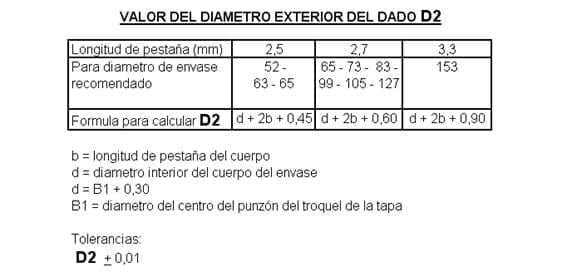
2º.- Diameter of fit between hoop and dice, or what is the same of the outside of the dice. It represents the maximum theoretical value of the tab, although this is never fulfilled as explained above. A good design should always allow a gap between the edge of the flange and the rim to absorb small irregularities of the edge, burrs, disparities in the lateral seam of the body and differences in cutting height in the bodies.
We will designate this diameter as D2 and its dimension also varies with:
– The tab length that we close get
– The diameter of the container
The expression that gives us its value is linked to the inner diameter of the container body – d – and the length of the flange to be made – p -.
The following table summarizes these parameters and their formulas.
USEFUL COMMENTS
– The tampons, die and ring, must be made in treated tool steel, at high hardness.
– The surface finish has to be very good, rectified and polished.
– In the case of a multihead spreader, the distance between each pair of heads must be accurate, to maintain a flanged container height and a uniform flange length.
 Theoretical calculation of the volume of rubber required for the closure of a metal container.
Theoretical calculation of the volume of rubber required for the closure of a metal container.
 ROTATIVE MACHINE TO INSERT CANS
ROTATIVE MACHINE TO INSERT CANS
 COMPRESSION PLATES FOR SEAMERS
COMPRESSION PLATES FOR SEAMERS
 SEAMERS MACHINES
SEAMERS MACHINES
 NECKING BY ROLLER
NECKING BY ROLLER
 MEASUREMENTS OF A SPING FLANGING
MEASUREMENTS OF A SPING FLANGING
 TANNING
TANNING
 ENTAILED PACKAGING
ENTAILED PACKAGING
 INFLUENCE OF THE BOTTOM FLANGE OR THE LID ON THE DOUBLE SEAL
INFLUENCE OF THE BOTTOM FLANGE OR THE LID ON THE DOUBLE SEAL
 DIMENSIONS FOR CUPPAGES OF ENERALED AEROSOLS
DIMENSIONS FOR CUPPAGES OF ENERALED AEROSOLS



0 Comments