
It is defined under this name to the teams that perform the fixing of the bottom or cover to the body of a metal can. They are classified into two groups depending on the shape of the can and its use:
– Of rotating can
– Can stopped
The rotary can seamers perform the seaming operation while the can rotates on its axis. For round cans, rotary can seamers are often used, which allow high seaming speeds, currently well above 1500 cans / minute. For this, it is used to equip the machine with up to 18 stations or seaming heads, which revolve around a central head where the actuating cams are located. In each head is mounted the assembly formed by the chuck or seaming head, compression plate and can that rotate together, and the carrying arms of the routines that approach to effect the seam. The can and lid are fed separately, being placed between the chuck or seaming head and the plate, the ejector being the one holding the lid in place while the plate rises until the can is pressed against the chuck or seaming head. At that moment the assembly begins to rotate, producing the first seaming operation by the action of the corresponding routines operated by a cam; then the second ironing operation is carried out and the seamends.
Its main application is in the metal industry, in the manufacture of empty packaging. They can also be used in canning and packaging with products where there is no risk of spillage of content, either because it is very pasty or solid, or because the design of the machine prevents the spill from occurring. Figure 1 shows a diagram of the seam operation. To establish the seaming speed of a machine, factors such as the diameter of the can, the product to be packaged and the spillage possibilities of the product must be taken into account.
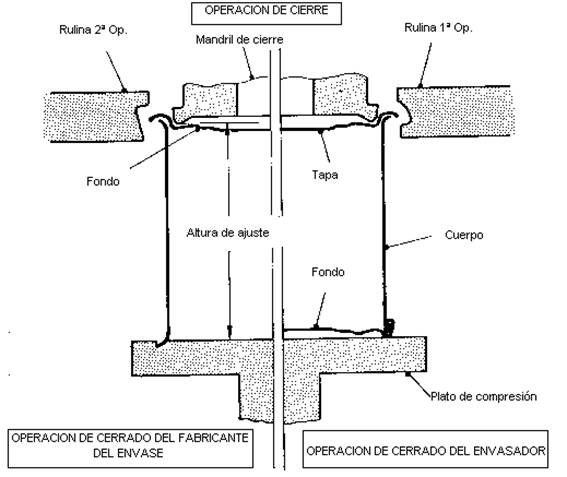
Figure nº 1: Scheme of the realization of a seaming
For rectangular, oval, oblong cans, etc. They are often used seam cans seam that are also valid for round. In them, during the seaming process, the can does not rotate on its axis, although it can be moved, led by a star, along a table. Its seaming speed decreases with respect to those of rotating boat. In them, the assembly formed by the chuck or seaming head, compression plate and can remains static, while a head carrying the roller arms rotates on the same axis of the can, generating the seamby the action of a cam. In this case, the pair of routines of the first operation, diametrically opposed, rotate around the chuck or seaming head and the can standing, exerting on the latter a certain pressure that is regulated by the cam, initiating the seam. Next, and in a similar way, the second operation routines, also diametrically opposed, come into action, ending the seam. Finishing this, the ejector separates the can from the chuck or seaming head, accompanying the lower plate in its downward movement.
There are seamers seam to the boat that differ from the previous operation. They have two twin heads, one of them performs the first operation and the second the second. The cans are transferred from one to the other by means of a star. Each head has at least two seaming routines.
Unemployed machines have their greatest use in the metal industry for non-round cans, and in any type of can in the canning industries. Its greatest limitation is, as we have already said, its low speed. It is limited to about 80 cans / minute per head. Seamers with several heads can be manufactured to increase the cadence but they are complex machines.
There are different varieties within each of these two types, such as: manual, semi-automatic, and automatic machines of various kinds (vacuum, with application of steam jet in the headspace, with nitrogen jet or carbon dioxide, etc.)
COMPONENTS OF THE SEAMERS
Seaming rollers
They are treated steel rollers, with high hardness. For the manufacture of cans are constructed of a non-deformable tooling steel, for seamin canneries are stainless steel to withstand the attack of brines. In addition to routines, they receive other names in the sector such as: wheelbarrows, molars, or rollers (or wheels) seaming. They can be coated with some surface treatment such as titanium nitride. Figure 2 shows the typical shape of the vertical section of a truck, with the position of the work area where the profile is incorporated.
Figure nº 2: Section of a seaming roll
They are mounted on shafts equipped with bearings or bearings on arms that perform a movement of approach and separation from the chuck or seaming head, automatically once the can is placed in the seam position. The routines turn crazy on their axes when the contact with the lid of the can begins, when the arms that carry it approach and the assembly begins
The shape and dimensions of the profiles of the routines influence the tightness of the seam. There are two types: first operation and second operation. See figure # 3:
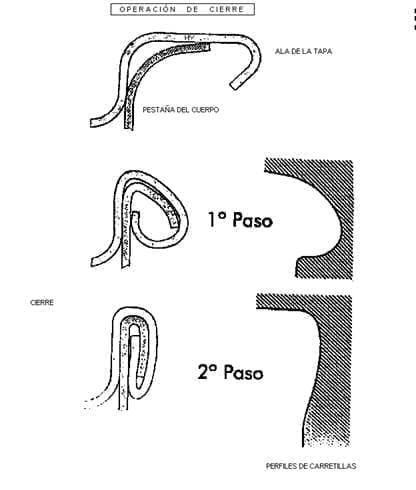
Figure nº 3: Configuration of the profiles of the roll
Each seamer has mounted at least one roll of each type. The difference between both types lies in the profile of your throat, as they are equipped with a throat with a special profile according to whether it is first or second operation, the format of the can and the size of tinplate.
Roller of first operation
Its profile is deep and narrow, with the curvature of the lower edge being more pronounced than that of the upper one. The profile of the same generates the hooks of the body and the bottom. Its object is to roll the tin of the wing of the bottom with the one of the flange of the body of the can, being the second introduced in the first one. The resulting seam has a rounded outer shape and its height is lower than that of the seam subsequently finished and is not hermetic. See the first step of figure no. 3. In drawing no. 4, the measurements of a specific case of first operation seaming roll for non-round cans are given.
Figure nº4: Profile of a roll of first operation.
In non-round cans, it must be regulated as low as possible to avoid rolling.
Second operation rollers
Its profile is shallower and higher, presenting a more pronounced curvature at its upper edge.
Performs the operation of finishing the seam formed in the first operation, pressing it against the chuck or seaming head, so that the hooks formed are pressed and straight. See the 2nd step of figure 3. The 5th drawing presents a second step seaming rolla.
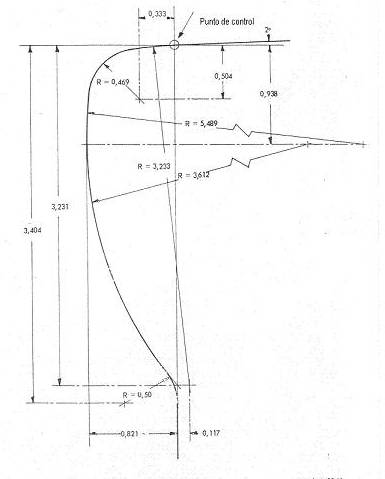
Figure nº5: Profile of a rollof second operation.
In non-round cans it must be regulated slightly higher than in cylindrical cans.
CHUCK OR SEAMING HEAD
It is the upper plate that is housed in the bottom bucket, and together with the compression plate on the opposite side, it holds the can firmly fixed during the seaming operation. Its mission during the same is to make an anvil on which they press the routines when curling the wing and the flange in the formation of the hooks of the seam. The chuck or seaming head, as we have said, can rotate on its vertical axis or remain static, depending on the type of seamer; but it always stays in the same horizontal plane, that is, it never moves vertically.
Its dimensions also influence the shape and configuration of the seam. It consists of an axis that serves as support for the chuck or seaming head, with a lip or lip that fits the lid on the inside (cubera) as we have said, and whose characteristics depend on the can manufacturer. This lip is slightly conical to better fit the shape of the bucket and facilitate the expulsion of the seam can. See drawing nº 6
Figure 6: Positioning the chuck or seaming head on the lid
It is constructed of tool steel, non-deformable, treated so that its lip has a high hardness. Also for full can sealers they are made of stainless steel. To increase its life can be treated superficially, as the routines, with titanium nitride or chromium carbide.

Figure nº 7: Example of chuck or seaming heads for non-cylindrical cans
It is not recommended to fluff the surface of the lip to avoid skids, as it damages the varnish of the cap, causing subsequent oxidation of the same. In its lower surface it carries a series of recesses to free the expanding beams and gradients of the cover or bottom. It also has a hole where the ejector is housed.
Compression plate
Also referred to as a base plate, it serves as a support for the can, centering it in its correct seaming position and transmitting the pressure of the spring, located in its lower part, on the chuck or seaming head through the can. Its shape depends on the base of the can, presenting channels where the tab is inserted correctly – in the case of an empty bottle – or the seam- if it is a full can – positioning it in its precise place. Drawing No. 8 reflects the profile of a compression plate for empty canister.
Figure nº 8: Profile of compression plate for empty can
It is mounted on an axis. Depending on the type of seamer you can turn on this axis, or stay fixed. In the first case, the old or low speed seamers of this type, the compression plate turns crazy driven by the chuck or seaming head through the can, while in the modern and fast machines it is motive and synchronized with the chuck or seaming head. It is also animated by an alternative movement vertically. In its lower resting position, its distance from the chuck or seaming head is greater than the height of the can with the lid. During seaming, the plate rises transmitting the pressure of the spring on which it rests on the can. The pressure is regulated by adjusting the vertical distance between the plate and the chuck or seaming head in the seam. The pressure required depends on the format of the can and the thickness of the tinplate of the body, varying according to the type of seamer, state of the spring, etc.
For more details related to the above, the work can be read: Stability of the compression plate pressure in a seamer . The compression plate must be mounted perfectly parallel to the chuck or seaming head and well centered with respect to its axis.
Ejector
On a rod with a small disc at its end that emerges in the center of the chuck or seaming head. It is subjected to a vertical movement operated by means of a cam and pressed by a spring. It has a double mission, to contribute to the maintenance of the correct placement of the lid on the can – by the thrust of the spring – before reaching the seaming position and to separate – extract – the can from the chuck or seaming head at the end of the cycle.
In the case of steam shutters a complete synchronization of the movements of the plate and the ejector is necessary. Its adjustment is the more critical the higher the seaming speed.
Seam head
The seam head is the fundamental organ of the seamer. The basic elements of the seam escribed above (except for the compression plate), ie the chuck or seaming heads, the routines mounted on their arms with their drive cams and recovery springs, the ejectors, etc., are mounted on it.
The seam heads vary considerably between the different types of seamers. For example, a rotary can seamer for multi-head round cans, has a fixed central head where the cams are located, and a series of heads that rotate around it, each carrying the chuck or seaming head and the routines. In the case of non-round pot, the complete head with all its organs rotates around the can. In drawing no. 9, a head for a rectangular can is shown in plan.
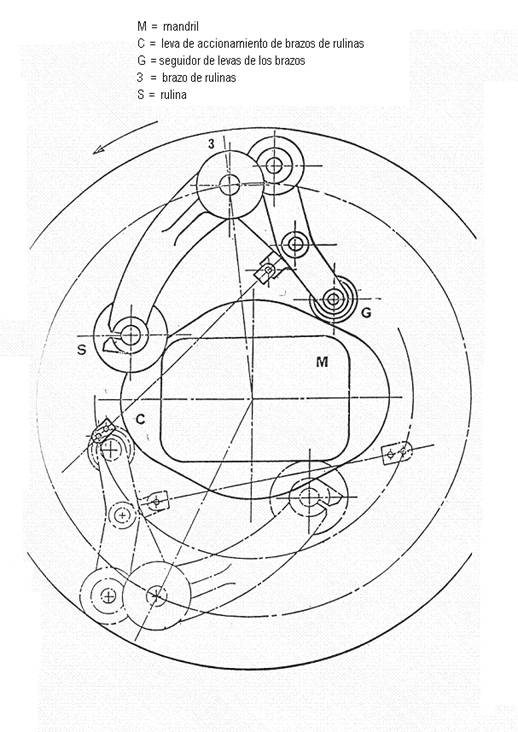
Figure nº 9: Drawing in plan of a cap of can seamer of form
Feeder caps
Every automatic seamer is equipped with a cap feeder, which has as its mission to take one by one from the pile supplied to the machine, and transport it to the position where it meets the body of the can, prior to the seamsite
In the case of seamrs for round the feeders have three spindles on which the pile of covers rests. The same, in their turn separate the covers one by one. The lid moves to its positioning on the can by means of chains with nails or by reciprocating bars,
Transport
The displacements of the can – or body – along the seamer have a great variety of solutions in the different types of machines. The can reaches the seamer through a cable or chain transport and is dosed inside the machine by means of a spindle – which changes with the format of the can -. Throughout the machine the can and the lid move dragged or transported by stars.
REGULATION OF THE SEAMERS
Each seamer requires a specific regulation according to its specifications, format, tinplate gauges, type of lid and body. The quality of the seamepends on the design and mechanical state of the seamer, the selection of an optimal tooling (chuck or seaming heads and routines), adjustment of the seamer and last but not least, the quality of the cans and lids that go to seam.
In a very generic way we can say that it is necessary to follow the following procedure:
– Check that the chuck or seaming heads and mounted routines are appropriate for the type of can you want to seam
– Verify that they are in good condition. They must not show breakage, wear and other damages.
– Check that the machine is adjusted for the height of the can and the correct plate pressure.
– Verify that the routines are in the same horizontal plane and that they do not touch the lip of the chuck or seaming head, existing the necessary game both vertically (0.1 mm approx) and horizontally.
– Check the pressures transmitted by the arms of the routines.
– Make seams and verify the thickness of the seamand the depth of the tray.
– Take complete measures of seam
We reiterate that a factor of great influence in the formation of a correct seamis the pressure of the plate during seaming. During the seaming cycle, and until this has been formed, the height of the body of the can is reduced to achieve the correct formation of the hook of the body and the lid, for this it is necessary to exert a constant and controlled pressure on the body of the can.
The adequate pressure of the spring is subject to the size of the can to be seam and the necessary information can be obtained from the manufacturers of each machine. It is also essential that the chuck or seaming head is correctly sized and the profile of the routines is adequate.
This regulation is much more delicate in the seamers for form cans. Its mechanical condition must be very good to avoid gaps in the bearer arms, offset chuck or seaming head and compression plates, laminated seams and the full range of seaming defects that in the case of shape boats are given more easily than in the round ones .
Any metal industry or filler must give great importance to the training of the mechanics in charge of the tuning of the seamers, by means of suitable courses and keeping them always updated. The quality of the process depends fundamentally on its good work.
industria metalgrafica o llenadora debe darle una gran importancia a la formación de los mecánicos encargados de la puesta a punto de las cerradoras, por medio de cursos adecuados y manteniéndolos siempre actualizados. De su buen trabajo depende fundamentalmente la calidad del proceso.
 Double closure measuring equipment
Seaming tooling for beverage cans
Cylindrical cans for coffee packaging
Double closure measuring equipment
Seaming tooling for beverage cans
Cylindrical cans for coffee packaging
 STABILITY OF THE PRESSURE OF THE COMPRESSION PLATE IN A SEAMER
STABILITY OF THE PRESSURE OF THE COMPRESSION PLATE IN A SEAMER
 COMPRESSION PLATES FOR SEAMERS
COMPRESSION PLATES FOR SEAMERS
 CALCULATION OF THE TABS OF MADE A FLANGE
CALCULATION OF THE TABS OF MADE A FLANGE
 NECKING BY ROLLER
NECKING BY ROLLER
 MEASUREMENTS OF A SPING FLANGING
MEASUREMENTS OF A SPING FLANGING
 MANUFACTURE OF SHAPED PACKAGING BODIES
MANUFACTURE OF SHAPED PACKAGING BODIES
 IMPROVEMENTS IN THE THREAD CIRCUIT IN WELDING MACHINES
IMPROVEMENTS IN THE THREAD CIRCUIT IN WELDING MACHINES




please send me a qout. for chunk and rollers for 202 size standard parts . i need to use these for new machine that we are desighnig for canada and us.
regards
Ali