
- – Contenitore rotante
- – Dal contenitore in piedi
Le aggraffatrici rotative eseguono l’operazione di aggraffatura mentre la lattina ruota sul suo asse. Per i contenitori rotondi, di solito si usano aggraffatrici rotative per barattoli, che permettono alte velocità di chiusura, attualmente ben al di sopra dei 1500 contenitori/minuto. A questo scopo, l’aggraffatrice per lattine è equipaggiata con un massimo di 18 stazioni di aggraffatura o teste di aggraffatura, che ruotano intorno a una testa centrale dove si trovano le camme di azionamento. Su ogni testa è montato l’insieme formato da mandrino, piastra di compressione e contenitore che ruotano insieme, e i bracci che portano i rulli o ruote di chiusura che si avvicinano per fare la chiusura. Il contenitore e il tappo sono alimentati separatamente, posizionati tra il mandrino e il mandrino, con l’espulsore che tiene il tappo in posizione mentre il mandrino sale fino a premere il contenitore contro il mandrino. In quel momento l’insieme comincia a ruotare, producendo la prima operazione di chiusura per l’azione dei rulli corrispondenti azionati da una camma; poi si effettua la seconda operazione, che stira e termina la doppia chiusura.
La sua applicazione principale è nell’industria metallurgica, nella fabbricazione di imballaggi sotto vuoto. Possono anche essere usati in macchine per l’inscatolamento e l’imballaggio con prodotti dove non c’è rischio di fuoriuscita del contenuto, sia perché il contenuto è molto pastoso o solido, sia perché il design della macchina aggraffatrice di lattine impedisce che si verifichi la fuoriuscita. La figura 1 mostra un diagramma dell’operazione di chiusura. Per stabilire la velocità di chiusura di una macchina, si devono prendere in considerazione fattori come il diametro del contenitore, il prodotto da riempire e la possibilità di fuoriuscita del prodotto.
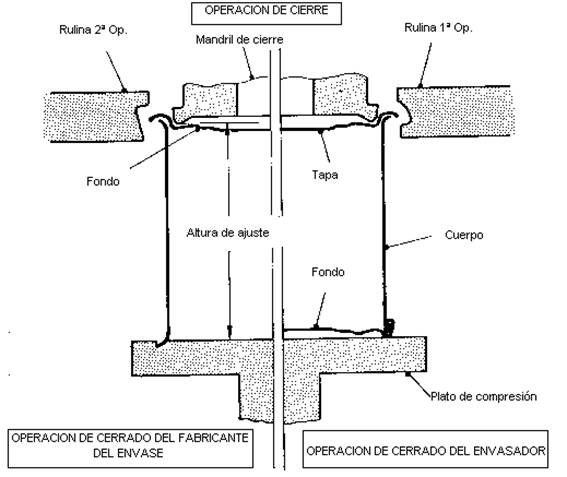
Figura n. 1: diagramma schematico della costruzione di un elemento di fissaggio
Per i contenitori rettangolari, ovali, oblunghi, ecc. si usano di solito le aggraffatrici per lattine in piedi, che sono adatte anche per i contenitori rotondi. In queste macchine, durante il processo di chiusura, il contenitore non ruota sul suo asse, anche se può muoversi lungo una tavola, guidata da una ruota stellare. La sua velocità di chiusura è più lenta di quelle con taniche rotanti. In queste macchine, l’insieme formato da mandrino, piastra di compressione e contenitore rimane statico, mentre una testa che porta i bracci a rulli ruota sullo stesso asse del contenitore, generando la chiusura per l’azione di una camma. In questo caso, la coppia di rulli o ruote di chiusura diametralmente opposti della prima operazione ruotano intorno al mandrino e al contenitore fermati, esercitando una certa pressione su quest’ultimo, che è regolata dalla camma, dando inizio all’operazione di chiusura. Poi, in modo simile, entrano in azione i rulli della seconda operazione, anch’essi posizionati in modo diametralmente opposto, finendo la chiusura. Una volta terminato, l’espulsore separa il contenitore dal mandrino, accompagnando la piastra inferiore nel suo movimento di discesa.
Ci sono macchine aggraffatrici per lattine che differiscono dall’operazione di cui sopra. Hanno due teste gemelle, una delle quali esegue la prima operazione e l’altra la seconda. I contenitori sono trasferiti da uno all’altro per mezzo di una ruota stellare. Ogni testa ha almeno due rulli di bloccaggio.
Le aggraffatrici per lattine sono usate principalmente nell’industria del metallo per contenitori non rotondi, e per qualsiasi tipo di contenitore nell’industria conserviera. La sua principale limitazione è, come abbiamo già detto, la sua bassa velocità. È limitato a circa 80 contenitori/minuto per testa. È possibile fabbricare aggraffatrici con più teste per aumentare la velocità, ma sono macchine complesse.
All’interno di ognuno di questi due tipi ci sono diverse varietà come: macchine manuali, semiautomatiche e automatiche di vari tipi (sottovuoto, con applicazione di getto di vapore nello spazio di testa, con getto di azoto o anidride carbonica, ecc.)
COMPONENTI DELL’AGGRAFFATRICE DI LATTINE
Questi rulli sono fatti di acciaio trattato, di alta durezza. Per la fabbricazione di contenitori sono fatti di un acciaio per utensili indeformabile, per le conserve sono fatti di acciaio inossidabile per resistere all’attacco della salamoia. Oltre ai rulli di bloccaggio, sono anche conosciuti nell’industria come carrelli di bloccaggio, ruote di bloccaggio o rulli (o ruote) di bloccaggio. Possono essere rivestiti con un trattamento superficiale come il nitruro di titanio. Il disegno n. 2 mostra la forma tipica della sezione verticale di un carrello elevatore, con la posizione della zona di lavoro in cui è incorporato il profilo.
Figura n. 2: sezione trasversale di un rullo di bloccaggio
Sono montati su alberi dotati di cuscinetti o cuscinetti su bracci che si muovono automaticamente verso e lontano dal mandrino una volta che il contenitore è stato messo in posizione di chiusura. I rulli di chiusura ruotano follemente sui loro assi quando inizia il contatto con il coperchio del contenitore, quando i bracci che li portano si avvicinano e l’insieme comincia a ruotare.
La forma e le dimensioni dei profili dei rulli di tenuta o delle zigrinature di tenuta influenzano la tenuta della guarnizione. Ci sono due tipi: la prima operazione e la seconda operazione. Vedere la figura nº 3:
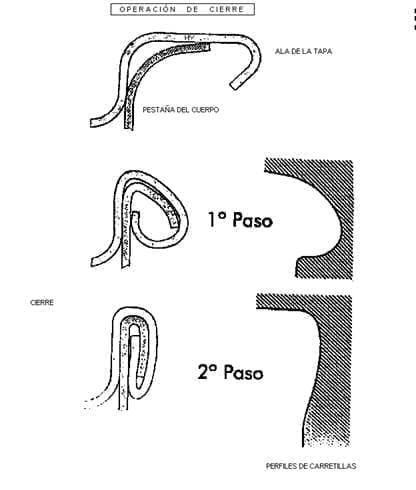
Figura n. 3: Configurazione dei profili dei rulli
Ogni aggraffatrice è dotata di almeno un rullo di ogni tipo. La differenza tra i due tipi sta nel profilo della loro gola, dato che sono dotati di una gola con un profilo speciale a seconda che si tratti di una prima o seconda operazione, del formato del contenitore e del calibro della banda stagnata.
Ilsuo profilo è profondo e stretto, con la curvatura del bordo inferiore più pronunciata di quello superiore. Il suo profilo genera i ganci del corpo e del fondo. Il suo scopo è quello di arrotolare la banda stagnata della flangia inferiore con quella della flangia del corpo del contenitore, essendo quest’ultima inserita nella prima. Il doppio sigillo risultante ha una forma esterna arrotondata ed è più basso in altezza rispetto al successivo sigillo finito e non è ermetico. Vedere il 1° passo della figura nº 3. Le dimensioni di un caso specifico di un rullo di prima operazione per contenitori non rotondi sono mostrate nel disegno n. 4.
Figura nº4: Profilo di un primo rullo operativo.
Sulle aggraffatrici per contenitori non rotondi, dovrebbe essere regolata il più in basso possibile per evitare laminazioni.
Ilsuo profilo è meno profondo e più alto, presentando una curvatura più accentuata sul suo bordo superiore.
Eseguire l’operazione di rifinitura del fermaglio formato nella prima operazione, premendolo contro il mandrino, in modo che i ganci formati siano piatti e diritti. Vedere il 2° passo nella figura 3. Il 5° disegno mostra un rullo di secondo passo.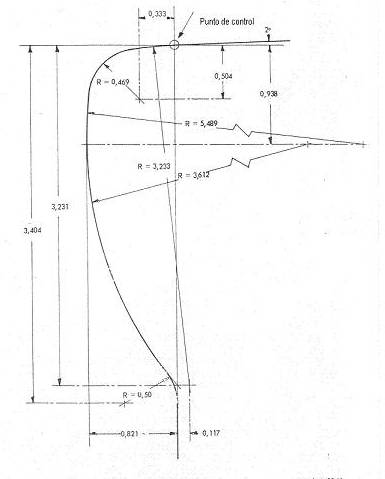
Figura nº5: Profilo di un secondo rullo operativo.
Sulle aggraffatrici per contenitori non rotondi, dovrebbe essere impostato leggermente più alto che per i contenitori cilindrici.
È la piastra superiore che è alloggiata nel vassoio inferiore, e insieme alla piastra di compressione sul lato opposto, mantiene il contenitore saldamente fissato durante l’operazione di chiusura. La sua missione durante la stessa è quella di fare dell’incudine su cui premono le routine per andare a curvare l’ala e la flangia nella formazione dei ganci di chiusura. Il mandrino, come abbiamo già detto, può ruotare sul suo asse verticale o rimanere statico, secondo il tipo di aggraffatrice; ma rimane sempre nello stesso piano orizzontale, cioè non si muove mai verticalmente.
Le sue dimensioni influenzano anche la forma e la configurazione della chiusura. Consiste in un albero che serve da supporto per il mandrino, con una flangia o labbro che si adatta al coperchio all’interno (secchio) come abbiamo già detto, e le cui caratteristiche dipendono dal produttore del contenitore. Questo labbro è di forma leggermente conica per adattarsi meglio alla forma della ciotola e per facilitare l’espulsione del contenitore chiuso. Vedere il disegno nº 6
Figura n. 6: Posizionamento del mandrino sul coperchio
È fatto di acciaio per utensili, indeformabile, trattato in modo che il suo labbro abbia un’alta durezza. Anche per le aggraffatrici di lattine a contenitore pieno sono fatte di acciaio inossidabile. Per aumentarne la vita può essere trattato superficialmente, come i carrelli, le zigrinature o i rulli (o ruote) di aggraffatura, con nitruro di titanio o carburo di cromo.
Figura n. 7: Esempio di mandrini per contenitori non cilindrici
Non si raccomanda di scanalare la superficie del labbro per evitare lo slittamento, perché danneggia la vernice del tappo, causando una successiva ossidazione dello stesso. Sulla sua superficie inferiore ha una serie di incavi per liberare le perle di espansione e gradiente del coperchio o del fondo. Ha anche un foro dove è alloggiato l’espulsore.
Chiamata anche piastra di base, sostiene il contenitore, centrandolo nella sua corretta posizione di chiusura e trasmettendo la pressione della molla, situata nella sua parte inferiore, sul mandrino attraverso il contenitore. La sua forma dipende dalla base del contenitore, presentando dei canali dove si inserisce la flangia – nel caso di un contenitore vuoto – o la chiusura – nel caso di un contenitore pieno – posizionandola al posto giusto. Il disegno n. 8 mostra il profilo di una piastra di compressione di una tanica vuota.
Figura No. 8: Profilo della piastra di compressione per il confezionamento sotto vuoto
È montato su un albero. A seconda del tipo di aggraffatrice, può ruotare su questo asse o rimanere fissa. Nel primo caso, le macchine aggraffatrici vecchie o a bassa velocità di questo tipo, la piastra di compressione ruota follemente guidata dal mandrino attraverso il contenitore, mentre nelle macchine moderne e veloci è guidata e sincronizzata con il mandrino. È anche animato con un movimento verticale alternato. Nella sua posizione di riposo inferiore, la sua distanza dal mandrino è maggiore dell’altezza del contenitore con il coperchio. Durante il processo di chiusura, la piastra viene sollevata verso l’alto, trasmettendo la pressione della molla su cui poggia al contenitore. La pressione è regolata regolando la distanza verticale tra il mandrino e il mandrino nella pinza. La pressione necessaria dipende dal formato del contenitore e dallo spessore del corpo della banda stagnata, variando secondo il tipo di aggraffatura, lo stato della molla, ecc.
Per maggiori dettagli relativi a quanto sopra, si prega di leggere il documento: Stabilità della pressione della piastra di compressione su un’aggraffatrice. La piastra di compressione di un’aggraffatrice per lattine deve essere montata perfettamente parallela al mandrino e ben centrata rispetto al suo asse.
Espulsore
Su un’asta con un piccolo disco all’estremità che emerge al centro del mandrino. È sottoposto a un movimento verticale guidato da una camma e premuto da una molla. Lasua missione è duplice: contribuire a mantenere il corretto posizionamento del coperchio sul contenitore – tramite la spinta della molla – prima di raggiungere la posizione di chiusura e separare – estrarre – il contenitore dal mandrino alla fine del ciclo.
Nel caso di aggraffatrici a getto di vapore per contenitori metallici o lattine, i movimenti della piastra e dell’espulsore devono essere completamente sincronizzati. Più alta è la velocità di chiusura, più critica è l’impostazione.
Testa di chiusura
Latesta di aggraffatura è l’organo fondamentale dell’aggraffatrice di lattine. Su di esso sono montati gli elementi di base della guarnizione già descritti (tranne la piastra di compressione), cioè i mandrini, i carrelli, le zigrinature o i rulli (o ruote) della guarnizione. montati sui loro bracci con le loro camme di azionamento e molle di ritorno, espulsori, ecc.
Le teste di cucitura variano abbastanza tra i diversi tipi di cucitrici. Per esempio, un’aggraffatrice di lattine con contenitori rotanti per contenitori rotondi a più teste ha una testa centrale principale fissa dove si trovano le camme, e una serie di teste che ruotano attorno ad essa, ognuna delle quali porta il mandrino e i rulli. Nel caso di lattine non rotonde, la testa completa con tutte le sue parti ruota intorno al contenitore. Il disegno nº 9 mostra una testa di contenitore rettangolare in pianta.
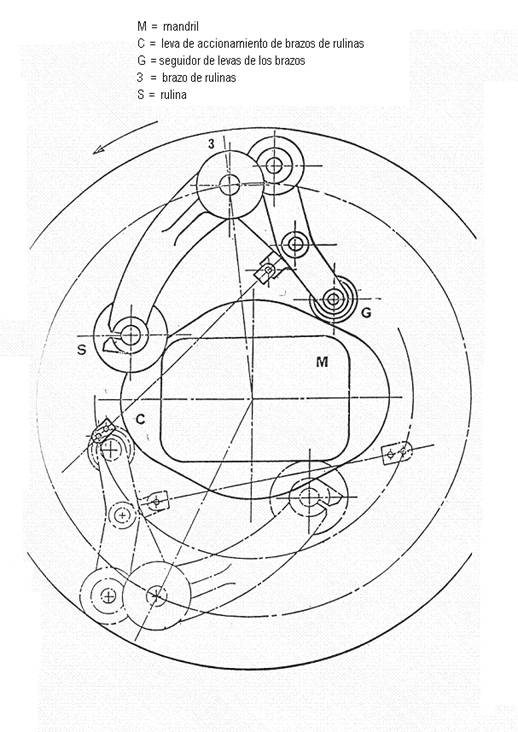
Figura No. 9: disegno in pianta di una testa di aggraffatura di una lattina
Alimentatore di tappi
Tutte le aggraffatrici di lattine sono dotate di un alimentatore di tappi, che ha il compito di prendere una ad una la pila fornita alla macchina, e trasportarla nella posizione in cui incontra il corpo del contenitore, prima della posizione di aggraffatura.
Nel caso delle aggraffatrici di lattine metalliche per contenitori rotondi, gli alimentatori hanno tre mandrini su cui si appoggia la pila di coperchi. Separano i coperchi uno per uno mentre ruotano. Il coperchio viene spostato in posizione sul contenitore per mezzo di catene con artigli o da barre alternative,
Mezzi di trasporto
I movimenti del contenitore – o corpo – lungo l’aggraffatrice presentano una grande varietà di soluzioni nei diversi tipi di aggraffatrici per lattine. Il contenitore arriva all’aggraffatrice tramite un trasportatore a cavo o a catena e viene dosato nella macchina per mezzo di un mandrino – che cambia a seconda del formato del contenitore – . Lungo la macchina, il contenitore e il coperchio sono spostati lungo la macchina, trascinati o trasportati da ruote stellari.
REGOLAMENTO DELLE CUCITRICI DI LATTINE
Ogni aggraffatrice di lattine richiede una regolazione specifica secondo le sue specifiche, il formato, i calibri di banda stagnata, il tipo di coperchio e il corpo. La qualità della chiusura dipende dal design e dalle condizioni meccaniche dell’aggraffatrice per lattine di metallo, dalla scelta dell’attrezzatura ottimale (mandrini e rulli di aggraffatura), dalla regolazione dell’aggraffatrice e, non da ultimo, dalla qualità dei contenitori e delle chiusure da chiudere.
In modo molto generico possiamo dire che è necessario seguire la seguente procedura:
- – Controllare che i mandrini montati e i rulli di chiusura siano adatti al tipo di contenitore da chiudere.
- – Verificare che siano in buone condizioni. Devono essere privi di strappi, usura e altri danni.
- – Controllare che la macchina sia regolata per la corretta altezza del contenitore e la pressione della piastra.
- – Verificare che le fresature siano sullo stesso piano orizzontale e che non tocchino il labbro del mandrino, avendo il gioco necessario sia in verticale (0,1 mm circa) che in orizzontale.
- – Controllare le pressioni trasmesse dai bracci dei rulli di bloccaggio.
- – Eseguire le guarnizioni e controllare lo spessore della guarnizione e la profondità della cavità.
- – Prendere le misure complete della chiusura
Sottolineiamo ancora una volta che un fattore di grande influenza sulla formazione di una corretta tenuta è la pressione della piastra durante la chiusura. Durante il ciclo di chiusura, e fino alla sua formazione, l’altezza del corpo del contenitore viene ridotta per ottenere la corretta formazione del gancio del corpo e del coperchio, per questo è necessario esercitare una pressione costante e controllata sul corpo del contenitore.
La pressione appropriata della molla dipende dalle dimensioni del contenitore da sigillare e le informazioni necessarie possono essere ottenute dai produttori delle singole aggraffatrici di lattine. È anche essenziale che il mandrino sia correttamente dimensionato e che il profilo dei rulli sia adeguato.
Questo regolamento è molto più delicato nel caso delle aggraffatrici per contenitori sagomati. Il suo stato meccanico deve essere molto buono per evitare l’allentamento dei bracci, il decentramento del mandrino e delle piastre di compressione, le guarnizioni laminate e tutta la gamma di difetti di tenuta che si verificano più facilmente nel caso di lattine sagomate che in quelle rotonde.
In qualsiasi industria metallurgica o di riempimento è molto importante formare i meccanici incaricati di montare le macchine aggraffatrici, attraverso corsi adeguati e mantenendoli sempre aggiornati. La qualità del processo dipende dal loro buon lavoro.
 Perdita di ermeticità e deformazione dei contenitori sanitari metallici nel processo. Parte 2
Perdita di ermeticità e deformazione dei contenitori sanitari metallici nel processo. Parte 2
 rulli per aggraffatrici per lattine di birra
rulli per aggraffatrici per lattine di birra
 Perdita di ermeticità e deformazione dei contenitori sanitari metallici nel processo
Perdita di ermeticità e deformazione dei contenitori sanitari metallici nel processo
 controllo di qualità nella fabbricazione di contenitori metallici
controllo di qualità nella fabbricazione di contenitori metallici
 MACCHINA ROTATIVA PER L’INSERIMENTO DI CONTENITORI
MACCHINA ROTATIVA PER L’INSERIMENTO DI CONTENITORI
 DEPALETTIZZAZIONE MANUALE DI CONTENITORI METALLICI
DEPALETTIZZAZIONE MANUALE DI CONTENITORI METALLICI
 PALLETTIZZAZIONE DI CONTENITORI METALLICI
PALLETTIZZAZIONE DI CONTENITORI METALLICI
 ALIMENTATORE PER AUTOMATIZZARE UN’AGGRAFFATRICE MANUALE PER CONTENITORI O LATTINE
ALIMENTATORE PER AUTOMATIZZARE UN’AGGRAFFATRICE MANUALE PER CONTENITORI O LATTINE
 PIASTRE DI COMPRESSIONE PER AGGRAFFATRICI DI LATTINE/MACCHINE INSCATOLATRICI IN METALLO
PIASTRE DI COMPRESSIONE PER AGGRAFFATRICI DI LATTINE/MACCHINE INSCATOLATRICI IN METALLO
 TACCHETTATO DAL RULLO
TACCHETTATO DAL RULLO




0 commenti