
- — Вращающийся контейнер
- — Из постоянного контейнера
Моряки-банки выполняют операции по сшиванию, в то время как банка поворачивается по своей оси. Для круглых контейнеров обычно используются ротационные тазовые сварочные аппараты, которые обеспечивают высокую скорость закрытия, в настоящее время значительно превышающую 1500 контейнеров в минуту. Для этой цели тазовый шовщик оснащен до 18 сшивающими станциями или сшивающими головками, которые вращаются вокруг центральной головки, где расположены приводные кулачки. В каждую головку монтируется узел, образованный вращающейся вместе оправкой, компрессионной пластиной и контейнером, а также руками, несущими ролики или закрывающие колеса, которые приближаются для выполнения закрытия. Контейнер и крышка подаются отдельно, устанавливаются между оправой и патроном, при этом выталкиватель удерживает крышку на месте, пока патрон не поднимется и не прижмет контейнер к оправе. В этот момент сборка начинает вращаться, производя первую операцию закрытия под действием соответствующих роликов, приводимых в действие кулачком; затем выполняется вторая операция, которая обжигает и завершает двойное закрытие.
Его основное применение — в металлообрабатывающей промышленности, в производстве вакуумной упаковки. Они также могут использоваться в консервных и упаковочных машинах с продуктами, где нет риска утечки содержимого, либо потому, что содержимое очень пастообразное или твердое, либо потому, что конструкция машины для заклеивания банок предотвращает утечку. На рисунке 1 показана схема закрытия. Для того, чтобы установить скорость закрытия машины, необходимо учитывать такие факторы, как диаметр контейнера, упаковываемый продукт и возможность разлива продукта.
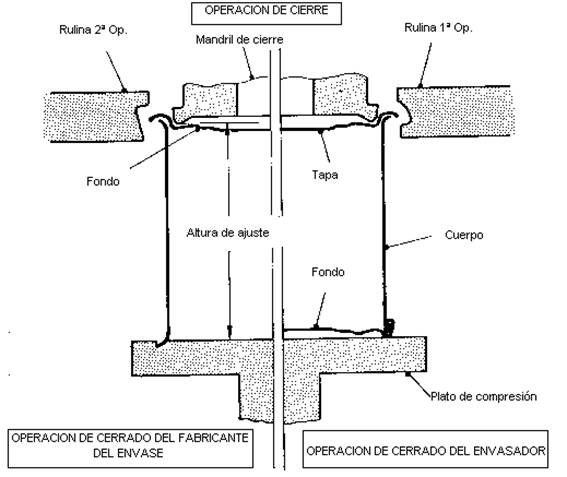
Рисунок № 1: Схема конструкции крепежа
Для прямоугольных, овальных, продолговатых и т.д. контейнеров обычно используются стоячие тазы, которые также подходят для круглых контейнеров. В этих машинах во время процесса закрывания контейнер не вращается вокруг своей оси, хотя может перемещаться вдоль стола, приводимого в движение маховиком с почвозацепами. Скорость его закрытия медленнее, чем у вращающихся канистр. В этих машинах сборка, сформированная из оправки, компрессионной пластины и контейнера, остается статической, в то время как головка, несущая роликовые руки вращается на одной оси с контейнером, создавая закрытие под действием кулачка. Вэтом случае пара диаметрально противоположных замыкающих роликов или колеса первой операции вращаются вокруг остановившихся оправки и контейнера, оказывая определенное давление на последнюю, которое регулируется кулачком, инициируя замыкание. Затем аналогичным образом в действие вступают вторые рабочие валы, также расположенные диаметрально противоположно друг другу, заканчивая закрытие. После этого эжектор отделяет контейнер от оправки, сопровождая нижнюю пластину в ее опускании.
Могут быть сшиватели, которые отличаются от вышеуказанной операции. У них две головы-близнецы, одна из них выполняет первую операцию, а другая — вторую. Перемещение контейнеров от одного к другому осуществляется с помощью колеса с почвозацепами. Каждая головка имеет как минимум два фиксирующих ролика.
Машины для сшивания тазов используются в основном в металлообрабатывающей промышленности для некруглых контейнеров, а также для любого типа тары в консервной промышленности. Основным его ограничением, как мы уже говорили, является низкая скорость. Она ограничена примерно 80 контейнерами/минута на голову. Для увеличения скорости можно производить шовные станки с несколькими головками, но это сложные станки.
Внутри каждого из этих двух типов имеются различные разновидности, такие как: ручные, полуавтоматические и автоматические машины различных типов (вакуумные, с применением струи пара в напорном пространстве, со струей азота или углекислого газа и т.д.).
КОНСЕРВНЫЕ ЭЛЕМЕНТЫ
Эти ролики изготовлены из обработанной стали, высокой твердости. Для изготовления контейнеров они изготавливаются из недеформируемой инструментальной стали, для консервных заводов они изготавливаются из нержавеющей стали, чтобы выдержать воздействие рассола. Наряду со стопорными роликами они также известны в промышленности как стопорные тележки, стопорные колеса или стопорные ролики (или колеса). Они могут быть покрыты обработкой поверхности, например, нитридом титана. На чертеже № 2 показана типичная форма вертикального сечения вилочного погрузчика, с положением рабочей зоны, в которую встроен профиль.
Рисунок № 2: Поперечное сечение стопорного валика
Они устанавливаются на валы, оснащенные подшипниками или подшипниками на кронштейнах, которые автоматически перемещаются в сторону и от оправки после того, как контейнер помещен в закрытое положение. Закрывающие ролики безумно вращаются по своим осям, когда инициируется контакт с крышкой контейнера, когда кронштейны, которые их несут, приближаются и начинает вращаться сборка.
На герметичность уплотнения влияют форма и размеры профилей уплотнительных роликов или уплотнительных накатов. Существует два типа операций: первая операция и вторая операция. См. рисунок № 3:
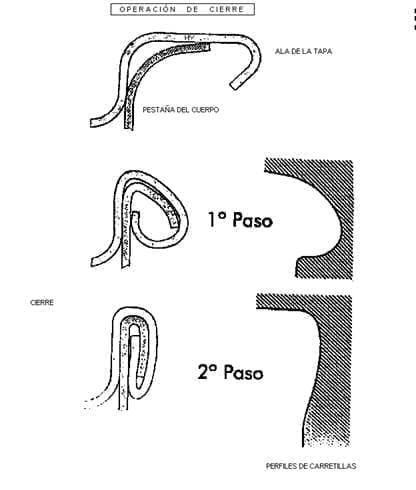
Рисунок № 3: Конфигурация роликовых профилей
Каждый тазовый моряк оснащен как минимум одним валиком каждого типа. Разница между этими двумя типами заключается в профиле их горла, так как они оснащены горлом со специальным профилем в зависимости от того, является ли это первой или второй операцией, формата контейнера и калибра жести.
Его профиль глубокий и узкий, кривизна нижнего края более выраженная, чем верхнего. Профиль его формирует крючки корпуса и днища. Его цель заключается в том, чтобы свернуть жесть нижнего фланца с фланцем корпуса контейнера, при этом последний вставляется в первый. Полученное двойное уплотнение имеет закругленную внешнюю форму, имеет меньшую высоту, чем более позднее готовое уплотнение, и не является герметичным. См. 1-ю ступень рисунка № 3. Размеры первого рабочего валика для некруглой тары в конкретном случае показаны на чертеже № 4.
Рисунок nº4: Профиль первого рабочего валика.
На некруглых консервных банкирах, он должен быть отрегулирован как можно ниже, чтобы избежать ламинирования.
Его профиль более мелкий и высокий, представляя собой более акцентированную кривизну на верхнем краю.
Выполните финишную операцию застежки, сформированной в первой операции, придавливая ее к дорну так, чтобы сформированные крючки были плоскими и прямыми. См. вторую ступень на рисунке 3. На 5-м рисунке показан ролик второй ступени.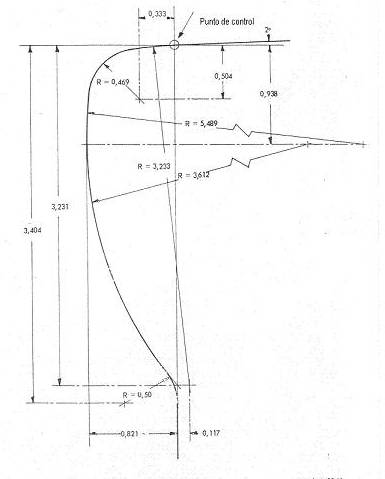
Рисунок nº5: Профиль второго рабочего валика.
На шпаклевочных машинах для некруглых контейнеров он должен быть установлен чуть выше, чем для цилиндрических контейнеров.
Это верхняя пластина, которая находится в нижнем лотке и вместе с компрессионной пластиной на противоположной стороне удерживает контейнер прочно закрепленным во время операции закрытия. Его миссия во время того же самое состоит в том, чтобы сделать наковальню, на которую они нажимают, чтобы пойти изгибать крыло и фланец в формировании крючков закрытия. Дорн, как мы уже говорили, может поворачиваться на своей вертикальной оси или оставаться статическим, в зависимости от типа моряка; но он всегда остается в одной горизонтальной плоскости, т.е. никогда не движется вертикально.
Его размеры также влияют на форму и конфигурацию затвора. Он состоит из вала, который служит опорой для оправки, с фланцем или кромкой, которая подходит к крышке с внутренней стороны (ведро), как мы уже говорили, и чьи характеристики зависят от производителя контейнера. Эта кромка имеет слегка коническую форму, чтобы лучше соответствовать форме чаши и облегчить извлечение закрытой емкости. См. чертеж № 6
Рисунок 6: Позиционирование оправки на крышке
Он изготовлен из инструментальной стали, недеформируемый, обработанный так, что его кромка имеет высокую твердость. Также для сварщиков полных контейнеров они изготавливаются из нержавеющей стали. Для увеличения срока службы его можно поверхностно обработать, например, тележками, накатками или сшивающими роликами (или колесами), нитридом титана или карбидом хрома.
Рисунок 7: Пример оправки для нецилиндрических контейнеров
Не рекомендуется делать паз на поверхности кромки, чтобы избежать заноса, так как это повреждает лак крышки, вызывая последующее окисление того же самого. На своей нижней поверхности он имеет ряд выемков, чтобы освободить расширение и градиентные бусины крышки или дна. В нем также есть отверстие, в котором находится эжектор.
Также называемая опорной плитой, она поддерживает контейнер, центрируя его в правильном положении закрытия и передавая давление пружины, расположенной в его нижней части, на оправку через контейнер. Его форма зависит от основания контейнера, представляя собой каналы, в которые вставляется фланец — в случае пустого контейнера — или закрытие — в случае полного контейнера — позиционирование его в точном месте. На чертеже № 8 показан профиль пластины для сжатия пустой канистры.
Рисунок № 8: Профиль компрессионной плиты для вакуумной упаковки
Он установлен на валу. В зависимости от типа моряка, он может вращаться по этой оси или оставаться неподвижным. В первом случае, старые или низкоскоростные сварочные аппараты этого типа, компрессионная плита вращается с безумным приводом от оправки через контейнер, в то время как в современных и быстрых станках она приводится в движение и синхронизируется с оправой. Он также анимирован вертикальным возвратно-поступательным движением. В нижнем положении покоя его расстояние до оправки больше, чем высота контейнера с крышкой. В процессе закрытия пластина поднимается вверх, передавая давление пружины, на которую она опирается, на контейнер. Давление регулируется путем регулировки вертикального расстояния между патроном и оправкой в зажиме. Необходимое давление зависит от формата контейнера и толщины корпуса жести, варьирующейся в зависимости от типа шва, состояния пружины и т.д.
Для получения более подробной информации по вышеуказанному прочтите документ: Стабильность давления компрессионной пластины на шве. Компрессионная пластина консервного банкира должна быть установлена идеально параллельно оправке и хорошо отцентрирована по отношению к ее оси.
Эжектор
На стержне с маленьким диском на конце, который выходит в центре оправки. Она подвергается вертикальному движению, приводимому в действие кулачком и сжатому пружиной. Его задача двоякая: способствовать поддержанию правильного положения крышки на контейнере — с помощью тяги пружины — до достижения положения закрытия и отделить — извлечь — контейнер из дорна в конце цикла.
В случае паровых струйных сварочных аппаратов для металлических контейнеров или банок движения пластины и эжектора должны быть полностью синхронизированы. Чем выше скорость закрытия, тем более критична настройка.
Закрывающая головка
Сшивающая головка является основным органом консервного моряка. На него монтируются уже описанные основные элементы уплотнения (кроме сжимающей плиты), т.е. оправки, тележки, накатки или ролики (или колеса) уплотнения. монтируются на рычагах с помощью кулачков управления и возвратных пружин, выталкивателей и т.д.
Соединительные головки довольно сильно различаются между разными типами моряков. Например, консервщик с вращающимися контейнерами для многоголовочных круглых контейнеров имеет фиксированную главную центральную головку, где расположены кулачки, и серию головок, которые вращаются вокруг нее, каждая из которых несет на себе оправку и ролики. В случае некруглых банок, полная головка со всеми ее частями вращается вокруг контейнера. На чертеже № 9 в плане показана прямоугольная головка контейнера.
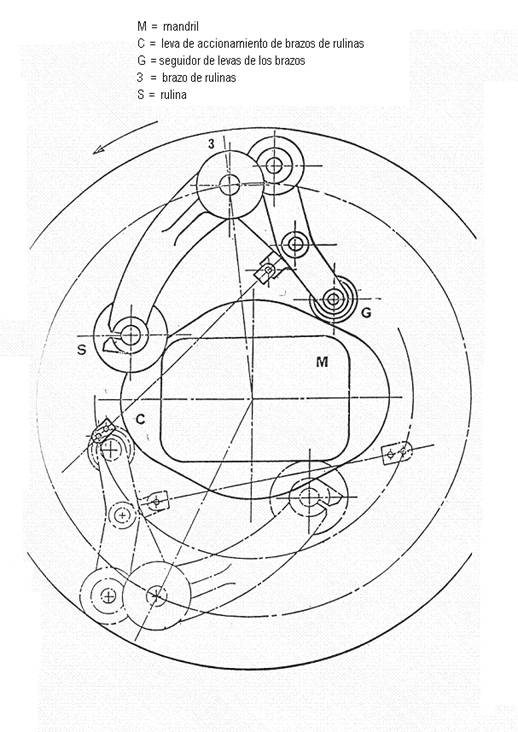
Рисунок № 9: План чертежа формы головы моряка может
Cap feeder
Все тазовщики оснащены устройством подачи колпачков, задача которого — взять одну за другой ворс, поставляемый на машину, и переместить его в положение, в котором он встречает корпус контейнера, до положения сшивания.
В случае металлических банок seamers для круглых контейнеров, питатели имеют три шпинделя, на которых поддерживается штабель крышек. Они разделяют крышки по очереди, когда они поворачиваются. Крышка перемещается в положение на контейнере с помощью цепей с когтями или возвратно-поступательных шин,
Транспортные средства
Движение контейнера — или корпуса — вдоль шва представляет большое разнообразие решений в различных типах машин для сшивания банок. Ёмкость поступает к швеллеру по кабельному или цепному транспортеру и дозируется в машину с помощью шпинделя, который изменяется в соответствии с форматом ёмкости. Вдоль машины контейнер и крышка перемещаются вдоль машины, тащатся или транспортируются с помощью колес с почвозацепами.
РЕГУЛИРОВАНИЕ РАБОТЫ КОНСЕРВНЫХ БАНКИРОВ
Каждый консервный банкир требует определенного регулирования в соответствии со своими спецификациями, форматом, жестикуляционными манометрами, типом крышки и корпуса. Качество закрытия зависит от конструкции и механического состояния металлической банки-фрезеровальщика, выбора оптимальной оснастки (оправки и прижимные ролики), регулировки сварщика и, не в последнюю очередь, от качества закрываемой тары и укупорочных средств.
Очень общим образом можно сказать, что необходимо следовать следующей процедуре:
- — Убедитесь, что смонтированные оправки и закрывающие ролики подходят для типа закрываемого контейнера.
- — Убедитесь, что они в хорошем состоянии. Они должны быть свободны от слез, износа и других повреждений.
- — Проверьте, чтобы машина была отрегулирована на правильную высоту контейнера и давление плиты.
- — Убедитесь, что маршруты находятся в одной горизонтальной плоскости и не касаются кромки патрона, имея необходимый зазор как по вертикали (приблизительно 0,1 мм), так и по горизонтали.
- — Проверьте давление, передаваемое рычагами стопорных роликов.
- — Выполните уплотнительные работы и проверьте толщину уплотнения и глубину впадин.
- — Сделать полные замеры закрытия
Еще раз подчеркиваем, что фактором, оказывающим большое влияние на формирование правильного уплотнения, является давление пластины во время закрытия. Во время цикла закрытия и до его формирования высота корпуса контейнера уменьшается для достижения правильного формирования крюка корпуса и крышки, для этого необходимо оказывать постоянное и контролируемое давление на корпус контейнера.
Соответствующее давление пружины зависит от размера герметизируемого контейнера, и необходимую информацию можно получить у изготовителей отдельных тазовых швов. Важно также, чтобы оправа имела правильные размеры и профиль роликов был адекватным.
Эта регулировка гораздо более деликатна в случае тазовщиков для фасонных контейнеров. Его механическое состояние должно быть очень хорошим, чтобы избежать ослабления рук, смещения центровки оправки и сжимающих пластин, ламинированных уплотнений и всего спектра уплотнительных дефектов, которые возникают легче в случае фасонных банок, чем в случае круглых.
В любой металлообрабатывающей или фасовочной промышленности очень важно обучать механиков, отвечающих за настройку сварочных аппаратов, с помощью соответствующих курсов и постоянно поддерживать их в актуальном состоянии. Качество процесса зависит от их хорошей работы.
 Влияние качества воды на эксплуатационные характеристики металлических контейнеров
Влияние качества воды на эксплуатационные характеристики металлических контейнеров
 Потеря герметичности и деформация металлических санитарных контейнеров в процессе эксплуатации
Потеря герметичности и деформация металлических санитарных контейнеров в процессе эксплуатации
 контроль качества при изготовлении металлических контейнеров
контроль качества при изготовлении металлических контейнеров
 Физическая устойчивость металлических контейнеров
Физическая устойчивость металлических контейнеров
 Рекомендации по использованию легко открываемых банок
Рекомендации по использованию легко открываемых банок
 РУЧНОЙ ТЕСТЕР ГЕРМЕТИЧНОСТИ ДЛЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
РУЧНОЙ ТЕСТЕР ГЕРМЕТИЧНОСТИ ДЛЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
 РУЧНАЯ ДЕПАЛЕТИЗАЦИЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
РУЧНАЯ ДЕПАЛЕТИЗАЦИЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
 ПАЛЛЕТИЗАЦИЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
ПАЛЛЕТИЗАЦИЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
 ПОДАЮЩЕЕ УСТРОЙСТВО ДЛЯ АВТОМАТИЗАЦИИ РУЧНОГО КОНСЕРВНОГО БАНКИРА ДЛЯ КОНТЕЙНЕРОВ ИЛИ БАНОК
ПОДАЮЩЕЕ УСТРОЙСТВО ДЛЯ АВТОМАТИЗАЦИИ РУЧНОГО КОНСЕРВНОГО БАНКИРА ДЛЯ КОНТЕЙНЕРОВ ИЛИ БАНОК
 ПЕРЕКРЫТИЯ И ЗАЩЕЛКИВАЮЩИЕСЯ КРЫШКИ ДЛЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
ПЕРЕКРЫТИЯ И ЗАЩЕЛКИВАЮЩИЕСЯ КРЫШКИ ДЛЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ



0 Comments