
Rulina: È la parte dell’aggraffatrice che esegue l’operazione di deformazione del metallo, per configurare i ganci del coperchio e del corpo e il collegamento tra loro, dando luogo alla chiusura. Ci sono due tipi, la prima operazione, che forma i ganci e li lega insieme, e la seconda operazione, che li schiaccia insieme. Conosciuto anche con altri nomi come: carrelli, ruote di bloccaggio, rulli di bloccaggio, rulli di bloccaggio
Rulina 2a operazione: come abbiamo detto, è quella che schiaccia i ganci del corpo e il coperchio della chiusura. La sua funzione è meno importante di quella della 1a operazione, e la sua corretta definizione ammette certi margini quando si tratta di ottenere una buona chiusura.
Ci sono molti tipi sul mercato e il loro design può variare tra loro, anche se è sempre legato al tipo di chiusura che si vuole fare e alle caratteristiche dei materiali utilizzati nella fabbricazione del contenitore.
La sua zona critica del mulinello è la gola, che agisce sugli uncini incipienti del cappuccio e del corpo avviati dal mulinello della prima operazione. Questa zona è chiamata profilo del rullo e di solito ha un contorno curvo, composto da diversi archi di raggi diversi.
Questo lavoro intende solo dare alcune linee guida sul dimensionamento del profilo dei rulli di 2a operazione, a seconda del tipo di tenuta utilizzato. Altre considerazioni come il materiale da usare nella sua costruzione, le caratteristiche meccaniche, la regolazione dello stesso nella macchina aggraffatrice, ecc. sono trattate in altre opere pubblicate su questo sito.
PROGETTAZIONE DEL PROFILO DI UN RULLO 2A OPERAZIONE
La parte superiore di questo profilo inizia con un piano leggermente inclinato, circa 2º di pendenza, seguito da un arco di piccolo raggio che si collega con un altro di raggio maggiore, che termina in un tacco inferiore di doppio raggio. Il numero di raggi può variare da un massimo di 5 a un minimo di 3, anche se il più comune è 3. Vedi figura nº 1.
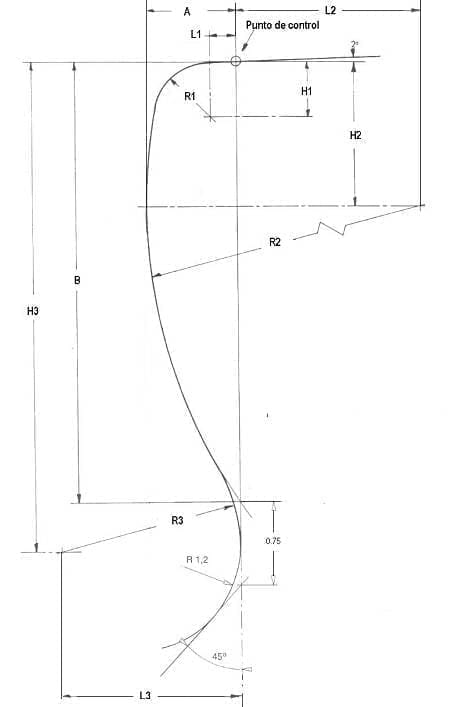
Figura nº 1: Profilo generico di un rullo di 2a operazione
Con questo disegno in mente, i seguenti sono punti importanti del profilo di un rullo di seconda operazione:
Punto di controllo: è il punto in cui finisce il piano inclinato superiore e inizia l’arco di entrata a piccolo raggio. L’asse verticale che lo attraversa è preso come riferimento per delimitare le diverse altezze e profondità del profilo, questo asse è chiamato linea di base, e di solito è tangente al tacco inferiore del rullo. Da questo punto il rullo viene regolato in altezza rispetto al labbro del mandrino di bloccaggio. Il gioco che dovrebbe esistere tra questo punto e la parte superiore del labbro del mandrino è di 0,02 mm. Vedi figura nº 2
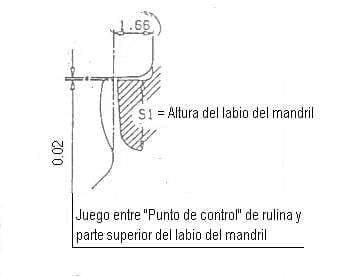
Figura n. 2: Regolazione del rullo – mandrino
Portavoce: Un profilo a tre razze è stato riflesso nel disegno n. 1, che è il più comunemente usato in questo tipo di pezzi. Di questi, il più decisivo è quello centrale (R2), che ha il valore più alto e definisce la silhouette esterna della chiusura.
Misure: Ci sono alcune medie che possono rimanere costanti qualunque sia il profilo del rullo, queste sono l’angolo superiore e il raggio inferiore del tallone. Il resto varia come abbiamo già detto con il tipo di chiusura, che a sua volta è legato alle dimensioni della flangia del coperchio e della flangia del corpo, nonché alle caratteristiche dei materiali utilizzati nel contenitore. Ogni azienda sviluppa i profili ideali da utilizzare in ogni caso, mantenendo una certa discrezione nella loro diffusione. Questo dà luogo a una moltitudine di soluzioni. Abbiamo selezionato nella seguente tabella le misure che l’esperienza ha dimostrato essere buone in ogni caso, anche se insistiamo che ci sono molte altre alternative.
| DIMENSIONI DEL RULLO PER LA SECONDA OPERAZIONE DI CHIUSURA | |||||||||||
| TIPO CHIUSURA |
A | B | R1 | H1 | L1 | R2 | H2 | L2 | R3 | H3 | L3 |
| OIII | 0,55* | 2,53 | 0,33 | 0,34* | 0,17* | 3,32 | 0,88* | 2,77* | 0,8 | 2,91* | 0,8 |
| OII | 0,59 | 2,94 | 0,36 | 0,37 | 0,18 | 3,62 | 0,96 | 3,03 | 1,37 | 3,31 | 1,37 |
| OI | 0,64 | 3,17 | 0,39 | 0,4 | 0,19 | 3,9 | 1,04 | 3,26 | 1,27 | 3,52 | 1,27 |
| I | 0,66* | 3,1 | 0,4 | 0,41* | 0,2* | 4,06 | 1,11* | 3,4* | 0,8 | 3,48* | 0,8 |
| II | 0,69 | 3,42 | 0,42 | 0,43 | 0,21 | 4,2 | 1,12 | 3,52 | 1,37 | 3,8 | 1,37 |
| III | 0,73* | 3,44 | 0,45 | 0,46* | 0,22* | 4,5 | 1,20* | 3,77* | 0,8 | 3,82* | 0,8 |
| Misure approssimative | |||||||||||
Su questa tabella si possono fare i seguenti commenti:
– Tutte le misure sono arrotondate al centesimo di millimetro. Possono quindi verificarsi lievi errori in un disegno geometrico esatto.
– Le dimensioni contrassegnate da un asterisco (*) sono approssimative.
– Non vengono date tolleranze. Questi dovrebbero essere il meno possibile.
I risultati pratici dei rulli con questi profili dipendono non solo dalla loro configurazione geometrica, ma anche dalla qualità dei materiali usati nella loro costruzione, dalla finitura superficiale, dalla regolazione della macchina, dal design della testa di chiusura, ecc.
 ALTANA acquisisce la divisione dei materiali di chiusura di Hennkel
ALTANA acquisisce la divisione dei materiali di chiusura di Hennkel
 INTERESSATO AI RULLI DI CHIUSURA
Rulli di bloccaggio Lanico
Attrezzi di chiusura per lattine di alluminio
INTERESSATO AI RULLI DI CHIUSURA
Rulli di bloccaggio Lanico
Attrezzi di chiusura per lattine di alluminio
 RULLI 1° OPERAZIONE DI CHIUSURA
RULLI 1° OPERAZIONE DI CHIUSURA
 TEORIA DELLA CHIUSURA – Parte 4
TEORIA DELLA CHIUSURA – Parte 4
 TEORIA DELLA CHIUSURA – Parte 3
TEORIA DELLA CHIUSURA – Parte 3
 TEORIA DELLA CHIUSURA – Parte 2
TEORIA DELLA CHIUSURA – Parte 2
 TEORIA DELLA CHIUSURA – Parte 1
TEORIA DELLA CHIUSURA – Parte 1




0 commenti