
Rulina: C’est la partie de la sertisseuse qui effectue l’opération de déformation du métal, pour configurer les crochets du couvercle et du corps et le lien entre eux, ce qui entraîne la fermeture. Il en existe deux types, la première opération, qui forme les crochets et les lie ensemble, et la seconde opération, qui les écrase ensemble. Egalement connu sous d’autres noms tels que : chariots, roues de blocage, rouleaux de blocage, rouleaux de blocage
Rulina 2ème opération : Comme nous l’avons dit, c’est celle qui écrase les crochets du corps et le couvercle du fermoir. Sa fonction est moins importante que celle de la 1ère opération, et sa bonne définition admet certaines marges pour réaliser une bonne clôture.
Il en existe de nombreux types sur le marché et leur conception peut varier entre eux, bien que cela soit toujours lié au type de fermeture que vous souhaitez fabriquer et aux caractéristiques des matériaux utilisés dans la fabrication du récipient.
Sa zone critique est la gorge, qui agit sur les crochets naissants de la coiffe et du corps initiés par la bobine de la 1ère opération. Cette zone est appelée le profil du rouleau et a généralement un contour courbe, constitué de plusieurs arcs de rayons différents.
Ce travail vise uniquement à donner quelques indications sur le dimensionnement du profil des rouleaux de 2ème opération, en fonction du type de joint utilisé. D’autres considérations telles que le matériau à utiliser dans sa construction, les caractéristiques mécaniques, le réglage de celui-ci dans la machine à coudre, etc. sont traitées dans d’autres ouvrages publiés sur ce site.
CONCEPTION DU PROFIL D’UN ROULEAU 2ÈME OPÉRATION
La partie supérieure de ce profil commence par un plan légèrement incliné, d’environ 2º de pente, suivi d’un arc de petit rayon qui se raccorde à un autre de plus grand rayon, qui se termine par un talon inférieur de double rayon. Le nombre de rayons peut varier d’un maximum de 5 à un minimum de 3, bien que le plus courant soit de 3. Voir figure nº 1.
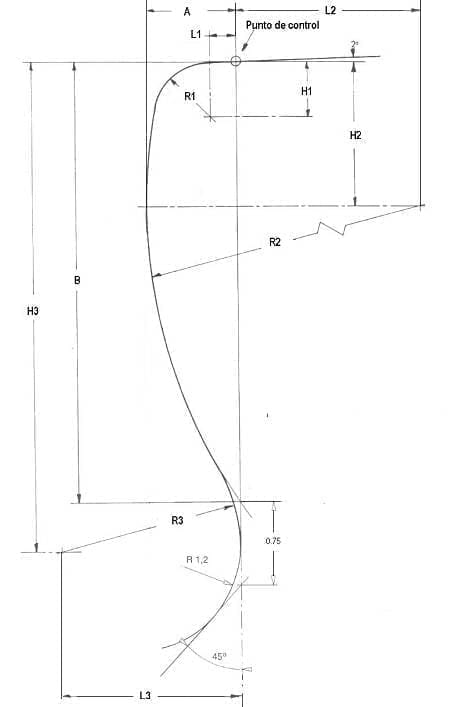
Figure n°1 : Profil générique d’un rouleau de 2ème opération
En gardant ce dessin à l’esprit, voici les points importants du profil d’un rouleau de 2ème opération :
Point de contrôle: c’est là que se termine le plan incliné supérieur et que commence l’arc d’entrée de petit rayon. L’axe vertical qui le traverse est pris comme référence pour délimiter les différentes hauteurs et profondeurs du profil, cet axe est appelé ligne de base, et est généralement tangent au talon inférieur du rouleau. A partir de ce point, le rouleau est réglé en hauteur par rapport à la lèvre du mandrin de blocage. Le jeu qui devrait exister entre ce point et le haut de la lèvre du mandrin est de 0,02 mm. Voir figure nº 2
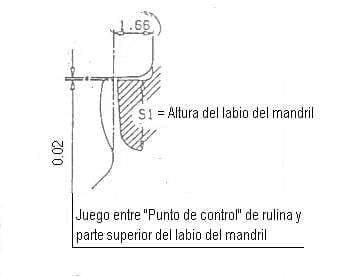
Figure n°2 : Réglage du rouleau – mandrin
Lesrayons: Un profil à trois branches a été repris dans le dessin n° 1, qui est le plus couramment utilisé dans ce type de pièces. Parmi celles-ci, la plus décisive est la centrale (R2), qui a la valeur la plus élevée et définit la silhouette extérieure de la fermeture.
Mesures: Il existe quelques moyennes qui peuvent rester constantes quel que soit le profil du rouleau, ce sont l’angle supérieur et le rayon inférieur du talon. Le reste varie, comme nous l’avons déjà dit, en fonction du type de fermeture, qui à son tour est lié aux dimensions du rebord du couvercle et du rebord du corps, ainsi qu’aux caractéristiques des matériaux utilisés dans le récipient. Chaque entreprise élabore les profils idéaux à utiliser dans chaque cas, en gardant une certaine discrétion dans leur diffusion. Cela donne lieu à une multitude de solutions. Nous avons sélectionné dans le tableau suivant les mesures dont l’expérience a montré qu’elles étaient bonnes dans chaque cas, bien que nous insistions sur le fait qu’il existe de nombreuses autres alternatives.
| DIMENSIONS DES ROULEAUX POUR LA 2ÈME OPÉRATION DE FERMETURE | |||||||||||
| TYPE FERMETURE |
A | B | R1 | H1 | L1 | R2 | H2 | L2 | R3 | H3 | L3 |
| OIII | 0,55* | 2,53 | 0,33 | 0,34* | 0,17* | 3,32 | 0,88* | 2,77* | 0,8 | 2,91* | 0,8 |
| OII | 0,59 | 2,94 | 0,36 | 0,37 | 0,18 | 3,62 | 0,96 | 3,03 | 1,37 | 3,31 | 1,37 |
| OI | 0,64 | 3,17 | 0,39 | 0,4 | 0,19 | 3,9 | 1,04 | 3,26 | 1,27 | 3,52 | 1,27 |
| I | 0,66* | 3,1 | 0,4 | 0,41* | 0,2* | 4,06 | 1,11* | 3,4* | 0,8 | 3,48* | 0,8 |
| II | 0,69 | 3,42 | 0,42 | 0,43 | 0,21 | 4,2 | 1,12 | 3,52 | 1,37 | 3,8 | 1,37 |
| III | 0,73* | 3,44 | 0,45 | 0,46* | 0,22* | 4,5 | 1,20* | 3,77* | 0,8 | 3,82* | 0,8 |
| Mesures approximatives | |||||||||||
Les commentaires suivants doivent être faits sur ce tableau :
– Toutes les mesures sont arrondies au centième de millimètre. Par conséquent, de légères erreurs peuvent se produire dans un dessin géométrique exact.
– Les dimensions marquées d’un astérisque (*) sont approximatives.
– Aucune tolérance n’est donnée. Ces derniers doivent être aussi peu nombreux que possible.
Les résultats pratiques des rouleaux avec ces profils dépendent non seulement de leur configuration géométrique, mais aussi de la qualité des matériaux utilisés pour leur construction, de la finition de surface, du réglage de la machine, de la conception de la tête de fermeture, etc.
 ALTANA acquiert la division des matériaux de fermeture de Hennkel
ALTANA acquiert la division des matériaux de fermeture de Hennkel
 pochettes d’échange avec fermeture éclair pour boîtes de conserve en aluminium ou en fer blanc
Rouleaux de verrouillage Lanico
Outillage de fermeture pour les canettes en aluminium
pochettes d’échange avec fermeture éclair pour boîtes de conserve en aluminium ou en fer blanc
Rouleaux de verrouillage Lanico
Outillage de fermeture pour les canettes en aluminium
 ROULEAUX 1ÈRE OPÉRATION DE FERMETURE
ROULEAUX 1ÈRE OPÉRATION DE FERMETURE
 THÉORIE DE LA FERMETURE – Partie 4
THÉORIE DE LA FERMETURE – Partie 4
 THÉORIE DE LA FERMETURE – Partie 3
THÉORIE DE LA FERMETURE – Partie 3
 THÉORIE DE LA FERMETURE – Partie 2
THÉORIE DE LA FERMETURE – Partie 2
 THÉORIE DE LA FERMETURE – Partie 1
THÉORIE DE LA FERMETURE – Partie 1
 LES SPÉCIFICATIONS DE FERMETURE DES RÉCIPIENTS DE BOISSONS
LES SPÉCIFICATIONS DE FERMETURE DES RÉCIPIENTS DE BOISSONS




0 commentaires