
Rulina: Das ist der Teil des Verschließers, der den Vorgang der Verformung des Metalls durchführt, um die Haken des Deckels und des Körpers und die Verbindung zwischen ihnen so zu gestalten, dass der Verschluss entsteht. Es gibt zwei Arten, den ersten Vorgang, bei dem die Haken geformt und zusammengebunden werden, und den zweiten Vorgang, bei dem sie zusammengedrückt werden. Auch bekannt unter anderen Namen wie: Trolleys, Feststellräder, Feststellrollen, Feststellrollen
Rulina 2. Operation: Wie wir schon gesagt haben, ist es diejenige, die die Haken des Körpers und die Abdeckung der Klammer zerdrückt. Seine Funktion ist weniger wichtig als die der 1. Operation, und seine richtige Definition lässt gewisse Spielräume zu, wenn es darum geht, einen guten Abschluss zu erreichen.
Es gibt viele Typen auf dem Markt und ihr Design kann zwischen ihnen variieren, obwohl es immer mit der Art des gewünschten Verschlusses und den Eigenschaften der bei der Herstellung des Behälters verwendeten Materialien zusammenhängt.
Der kritische Bereich der Haspel ist die Kehle, die auf die beginnenden Haken der Kappe und des Körpers einwirkt, die durch die 1. Dieser Bereich wird als Rollenprofil bezeichnet und hat in der Regel eine gebogene Kontur, die aus mehreren Bögen mit unterschiedlichen Radien besteht.
Diese Arbeit soll nur einige Richtlinien zur Dimensionierung des Profils der Rollen für den 2. Betrieb in Abhängigkeit von der verwendeten Dichtungsart geben. Weitere Überlegungen, wie z.B. das zu verwendende Material, die mechanischen Eigenschaften, die Einstellung desselben in der Verschließmaschine usw., werden in anderen auf dieser Website veröffentlichten Arbeiten behandelt.
AUSLEGUNG DES PROFILS EINER WALZE 2. BETRIEB
Der obere Teil dieses Profils beginnt mit einer leicht geneigten Ebene, etwa 2º Neigung, gefolgt von einem Bogen mit kleinem Radius, der sich mit einem anderen mit größerem Radius verbindet, der in einem unteren Absatz mit doppeltem Radius endet. Die Anzahl der Radien kann von einem Maximum von 5 bis zu einem Minimum von 3 variieren, obwohl die häufigste Anzahl 3 ist. Siehe Abbildung Nr. 1.
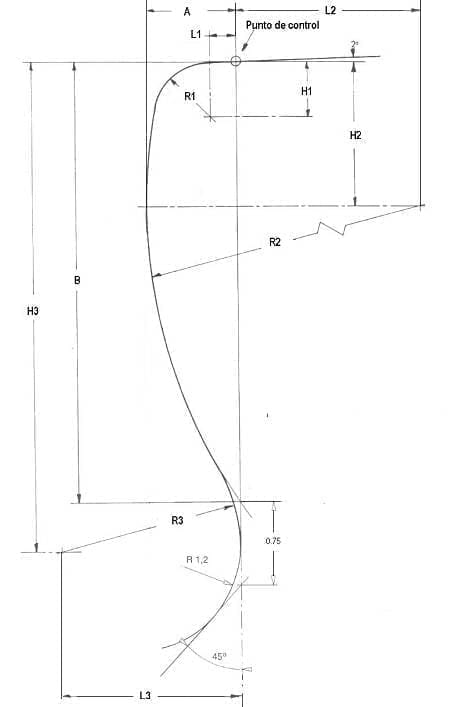
Bild 1: Allgemeines Profil einer 2. Betriebswalze
Mit dieser Zeichnung im Hinterkopf sind die folgenden wichtigen Punkte des Profils einer 2:
Kontrollpunkt: Er liegt dort, wo die obere schiefe Ebene endet und der Eintrittsbogen mit kleinem Radius beginnt. Die vertikale Achse, die durch sie verläuft, wird als Referenz genommen, um die verschiedenen Höhen und Tiefen des Profils abzugrenzen. Diese Achse wird als Grundlinie bezeichnet und verläuft normalerweise tangential zum unteren Absatz der Rolle. Von diesem Punkt aus wird die Rolle in Bezug auf die Lippe des Verriegelungsdorns in der Höhe eingestellt. Der Abstand, der zwischen diesem Punkt und der Oberseite der Dornlippe bestehen sollte, beträgt 0,02 mm. Siehe Abbildung Nr. 2
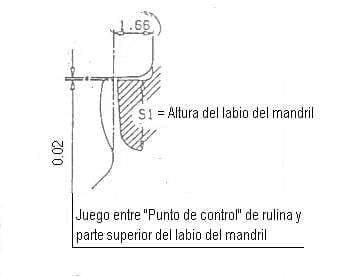
Bild Nr. 2: Einstellung des Rollen – Futters
Speichen: In der Zeichnung Nr. 1 wurde ein Dreispeichenprofil abgebildet, das bei dieser Art von Teilen am häufigsten verwendet wird. Von diesen ist die zentrale (R2) am entscheidendsten, die den höchsten Wert hat und die äußere Silhouette des Verschlusses definiert.
Maße: Es gibt ein paar Durchschnittswerte, die unabhängig vom Profil der Rolle konstant bleiben können, das sind der obere Winkel und der untere Radius der Ferse. Der Rest hängt, wie schon gesagt, von der Art des Verschlusses ab, die wiederum mit den Abmessungen des Flansches des Deckels und des Flansches des Gehäuses sowie den Eigenschaften der im Behälter verwendeten Materialien zusammenhängt. Jedes Unternehmen entwickelt die jeweils idealen Profile, wobei eine gewisse Diskretion bei der Verbreitung gewahrt wird. Daraus ergeben sich eine Vielzahl von Lösungen. Wir haben in der folgenden Tabelle die Maßnahmen ausgewählt, die sich erfahrungsgemäß jeweils als gut erwiesen haben, obwohl wir darauf bestehen, dass es viele andere Alternativen gibt.
| ROLLENABMESSUNGEN FÜR 2. SCHLIESSVORGANG | |||||||||||
| TYP SCHLIESSEN |
A | B | R1 | H1 | L1 | R2 | H2 | L2 | R3 | H3 | L3 |
| OIII | 0,55* | 2,53 | 0,33 | 0,34* | 0,17* | 3,32 | 0,88* | 2,77* | 0,8 | 2,91* | 0,8 |
| OII | 0,59 | 2,94 | 0,36 | 0,37 | 0,18 | 3,62 | 0,96 | 3,03 | 1,37 | 3,31 | 1,37 |
| OI | 0,64 | 3,17 | 0,39 | 0,4 | 0,19 | 3,9 | 1,04 | 3,26 | 1,27 | 3,52 | 1,27 |
| I | 0,66* | 3,1 | 0,4 | 0,41* | 0,2* | 4,06 | 1,11* | 3,4* | 0,8 | 3,48* | 0,8 |
| II | 0,69 | 3,42 | 0,42 | 0,43 | 0,21 | 4,2 | 1,12 | 3,52 | 1,37 | 3,8 | 1,37 |
| III | 0,73* | 3,44 | 0,45 | 0,46* | 0,22* | 4,5 | 1,20* | 3,77* | 0,8 | 3,82* | 0,8 |
| Ungefähre Maße | |||||||||||
Zu dieser Tabelle sind die folgenden Anmerkungen zu machen:
– Alle Maße sind auf ein Hundertstel Millimeter gerundet. Daher können bei einer exakten geometrischen Zeichnung leichte Fehler auftreten.
– Die mit einem Sternchen (*) gekennzeichneten Maße sind Richtwerte.
– Es werden keine Toleranzen angegeben. Diese sollten so wenige wie möglich sein.
Die praktischen Ergebnisse von Walzen mit diesen Profilen hängen nicht nur von ihrer geometrischen Konfiguration ab, sondern auch von der Qualität der bei ihrer Konstruktion verwendeten Materialien, der Oberflächenbeschaffenheit, der Maschineneinstellung, der Konstruktion des Schließkopfes usw.
 SPRAYMAX, DER NEUE ZAPHIRO AUTOSCHEINWERFER-SPRÜHLACK
SPRAYMAX, DER NEUE ZAPHIRO AUTOSCHEINWERFER-SPRÜHLACK
 SPANISCHER KONSERVEN-OLIVEN-SNACK GEWINNT PREIS FÜR INNOVATION AUF DER ANUGA-MESSE IN DEUTSCHLAND
SPANISCHER KONSERVEN-OLIVEN-SNACK GEWINNT PREIS FÜR INNOVATION AUF DER ANUGA-MESSE IN DEUTSCHLAND
 JAPANISCHE FESTE, UM IHRE DOSEN ZU DEKORIEREN
JAPANISCHE FESTE, UM IHRE DOSEN ZU DEKORIEREN
 DIE MITARBEITER ENTWERFEN DIE KÜHNEN FISCHDOSEN MIT ROLLEN
DIE MITARBEITER ENTWERFEN DIE KÜHNEN FISCHDOSEN MIT ROLLEN
 Globaler Markt für Konserven wächst
Globaler Markt für Konserven wächst
 Auf dem Weg zum Ökodesign… in Aluminium
Auf dem Weg zum Ökodesign… in Aluminium
 Ich würde die beiden Rollen für eine Somme-Verschließmaschine benötigen.
Ich würde die beiden Rollen für eine Somme-Verschließmaschine benötigen.
 Differenzen zwischen Weißblechproduzenten und Dosenherstellern vergrößern die Kluft zwischen Angebot und Nachfrage in Indien
Differenzen zwischen Weißblechproduzenten und Dosenherstellern vergrößern die Kluft zwischen Angebot und Nachfrage in Indien
 ROLLEN 1. SCHLIESSVORGANG
ROLLEN 1. SCHLIESSVORGANG
 DOPPELDICHTUNG VON RECHTECKIGEN BEHÄLTERN
DOPPELDICHTUNG VON RECHTECKIGEN BEHÄLTERN




0 Kommentare