
SUMMARY
Description of the design and dimensioning of a head for a flanger – notching machine by routines.
INTRODUCTION
The oldest way to perform the reduction of the ends of a can body of round format, is by buffer. We have already discussed this procedure in the general article on notching:
This way is not the only one, it is possible to make this notching by another procedure. It consists of applying externally, on the end of the body, a roller or roller of special profile, which deforms inward the metal, folding on a head. With this procedure, the reduction of the diameter of the mouth of the can is carried out simultaneously, and the flange of the edge for its subsequent seam. See figure no. 1. In the work “Envases entallados”, cited above, we will briefly discuss this form of notching, now we will do it from the point of view of the design of your tooling.
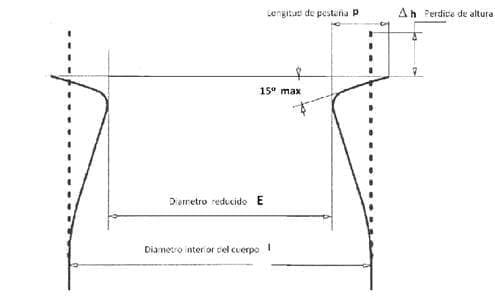
Figure nº 1: Can notched and flanged by roller
The pusher roller is mounted on an oscillating arm, which in each cycle approaches the can body to be notched and rotates on its axis.
The head is formed by the following parts:
– An outer ring with a step on its inner side, which limits the length of the flange, by making the same stop on this step.
– A centering chuck, on which the end of the can fits when the cycle starts.
– An internal support, in the shape of a truncated cone, whose lateral face limits the reduced diameter (R) of the can and on which the material pushed by the roller rests.
See figure 2
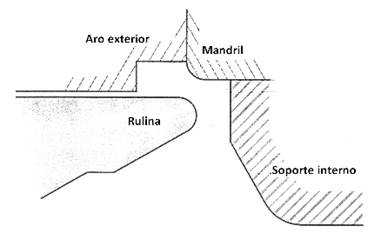
Figure nº 2: scheme of the notching head and flanged by roller
APPLICATIONS
The most used application is in the manufacture of cans to contain beverages, the popular “two pieces” cans. In them it is only necessary to carve and flange one end. Whether they are made of tinplate or aluminum, it is possible to apply this technique. The equipment that performs the operation works with the can in vertical position.
It is also used in the construction of aerosol cans “three pieces”, in this case at both ends, facilitating the possibility that each of them is of different diameter. Here, the normal thing is that they are machines that operate with the cans in a horizontal position.
CALCULATION
The main dimensions that define a blinking head are indicated in drawing no. 3. The values that allow defining them are:
Roller training:
The working radius R of this roller can have the following amounts:
– For flange packages 2.45 and nominal diameter <of 83. R = 1 mm
– For flange packages 2.70 and nominal diameter > of 83. R = 1.4 mm
Head:
– Outer ring:
o Diameter of the limiting step D2 :
- D2 = Nominal notch diameter of the can (E) + 2 times the length of the flange (p). (See figure # 1)
o Step height H2 :
- H2 = 0.25 mm for can with nominal diameter <83 mm
- H2 = 0.40 mm for can with nominal diameter > 83 mm
– Centering chuck:
o Outer diameter of chuck D3 :
- D3 = Inside diameter of the can body (I) + 0.08 mm
o Height difference between chuck and outer ring H1:
- H1 = 0.10 mm for package with nominal diameter <of 83 mm
- H1 = 0.20 mm for package with nominal diameter > 83 mm
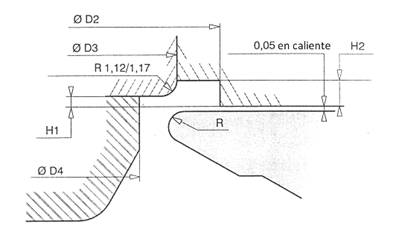
Figure nº 3: Basic dimensions of a head of flanged by roller
– Internal support:
o Outside diameter D4 :
- D4 = Nominal notch diameter of the can – 0.10 mm
The rest of measures are imposed by the dimensioning of the machine and the good taste of the designer.
 seaming roller lanico
Seaming tooling for beverage cans
seaming roller lanico
Seaming tooling for beverage cans
 RELATIONSHIP OF HEIGHTS IN MANUFACTURE OF AEROSOL CANS
RELATIONSHIP OF HEIGHTS IN MANUFACTURE OF AEROSOL CANS
 TAPAS TWIST-OFF.- FORMATION OF CURL AND NAILS
TAPAS TWIST-OFF.- FORMATION OF CURL AND NAILS
 COMPRESSION PLATES FOR SEAMERS
COMPRESSION PLATES FOR SEAMERS
 SEAMERS MACHINES
SEAMERS MACHINES
 CALCULATION OF THE TABS OF MADE A FLANGE
CALCULATION OF THE TABS OF MADE A FLANGE
 MEASUREMENTS OF A SPING FLANGING
MEASUREMENTS OF A SPING FLANGING
 TANNING
TANNING
 CONTAINERS FOR SAUSED PACKAGING
CONTAINERS FOR SAUSED PACKAGING




0 Comments