
SUMMARY
It defines the function of the bottom flange in the closure operation of a container, the different shapes of the flange used, how to measure it and its appropriate dimensions in relation to the closure used.
FUNCTION OF THE BOTTOM WING
The bottom flange has the fundamental task of providing the metal necessary to form the bottom hook during the closing of the container. This is not the only function of the wing, as we could list several more. We can summarize them:
– 1ª.- Provide sufficient material for the formation of the bottom hook in the closure.
– 2ª.- To allow the stacking of the bottoms in piles without them fitting together.
– 3rd.- To facilitate the unitary feeding of the bottoms in the seaming machines.
– 4th.- To house the rubber gasket that ensures the sealing of the seal.
The bottom wing has a characteristic shape, although it admits different variants that we will see later on. Figure 1 shows a typical example of the profile of a finished wing, and the name given to each of its parts.
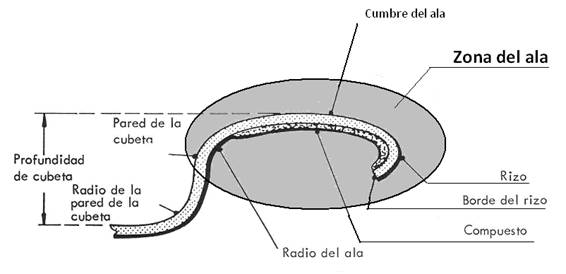
Figure nº1: Typical shape of a bottom wing
At work:
We have explained this terminology, so we will not return to it.
WING SHAPES
The flange is given a first configuration in the die of the press, at the moment of cutting and deep drawing the bottom. In this first step, its curl is straight and vertical. It is finished in a second operation on the curling machine, usually attached to the back of the press, in which the edge is turned to a slanted shape and inwards. The different wing designs that we present, are always once the bottom is finished, that is to say, after passing through the press, curling machine and gluing machine.
The various wing shapes that have been used from the 19th century to the present day have evolved as follows:
1º.- Flat wing
It is the oldest design. The wing is horizontal and flat and the subsequent curling operation is not carried out on it. It is almost out of use today. See figure nº 2.

Figure no. 2: Flat wing
This type of flange has certain advantages such as: the press die is of a very simple and economical design, no curling machine is needed, and the manufacturing facility is very simple and inexpensive.
However, the disadvantages are more serious, such as: the lids snapping together, lack of stackability, handling difficulties, wear of the sealing roll grooves.
2º.- Curly flat wing
Replaced the flat wing. It is flat and horizontal but with a curly end. See figure nº 3. It is obtained in two possible ways:
Starting from a flat wing bottom and curling it afterwards, before or simultaneously to the gumming operation.
-2º.- Using a die design more complicated than for the previous type, which “prerizes” the wing, finishing the curl in the curling machine.

Figure No. 3: Curly flat wing
It has the clear advantage of being stackable and easy to handle. It is still widely used today, especially in the case of lids and bottoms of non-round shape, as it facilitates the execution of the die.
3º.- Curly symmetrical curved wing
At the time of closing the container, the two previous wing designs presented a certain difficulty to roll up following the profile of the first operation roll, due to its flat and horizontal shape. This is the origin of some possible problems such as: appearance of wrinkles, deterioration of the profile of the first operation roll, etc. Therefore, about 40 years ago, a new wing shape with a curved top began to be used to improve these shortcomings. See figure nº 4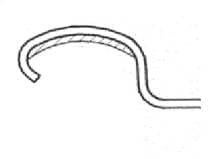
Figure No. 4: Symmetrical curly curved wing
The curvature of the wing is symmetrical, i.e. the centre of the radius of its summit is located on the vertical axis of the wing and the internal radius – the hub area – and external radius – the curl area – of the wing are the same or very similar. This type is commonly used in general purpose packaging, especially in round cans for food preserves.
It is obtained by using a more complex die, which bends the end of the wing into a vertical curl. The top of the center of the matrix of the same has a curved shape that copies the metal when it is pressed.
4º.- Curly asymmetrical curved wing
The generalization of the consumption of beverage containers brought with it the convenience of making a more perfect and tighter cap-body fit to improve the tightness of the closure. For this reason, a new type of flange was designed to better fit the mouth of the container and its flange. The use has also been extended to conventional canning containers. This new wing has an asymmetrical configuration, as shown in figure nº 5.
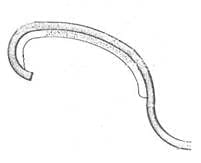
Figure No. 5: Curly asymmetrical curved wing
In this case the inner radius is larger than the outer radius, and the edge of the curl has no straight part, i.e. it ends in a curve. This end facilitates the penetration of the bottom hook into the clasp.
In summary the most common use of these different wing types is:
– Non-round containers: curled flat flange
– Three-piece round containers and inlays: curved symmetrical and asymmetrical curled wings
– DWI beverage containers: curly asymmetrical curved flange
RELATION TO THE TYPE OF CLOSURE
The size of the flange is related to the type of closure we want to apply to the container. The larger the size of the closure and the corresponding hooks, the longer the flange, and the same applies to the flange of the container body.
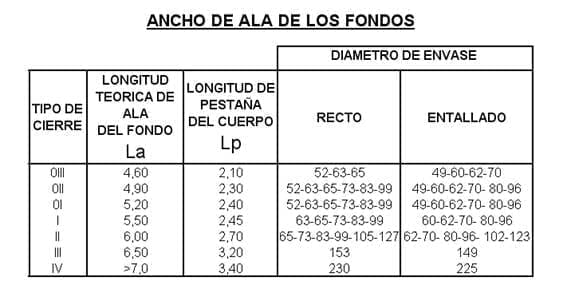
There are seven standardized closure sizes, from the smallest (type 0III) to the largest (type IV). The first three are classified as “mini-closures” and the remaining four as classic closures. In the table below you will find these types of fasteners and the appropriate bottom flange and body flange sizes for each type of fastener.
SIZES
To be able to define the length of the wing, the first thing to do is to specify how it should be measured. There are two ways to do this:
1º.- The oldest one consists of straightening the curl and making the flange flat and horizontal, that is to say, converting it into a flat flange. Its length is measured from the wall of the basin to the outer edge. See figure nº 6
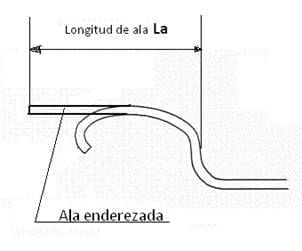
Figure no. 6: Measurement of a wing (horizontal wing)
2º.- This is the form currently recommended by international standards. In this case, the flange is placed fully extended, i.e. the curl is straightened, and in a vertical position, as an extension of the wall of the tank. See figure nº 7. Its length is taken from the plane defined by the top of it to its upper edge.
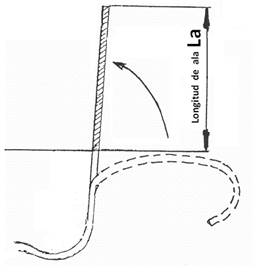
Figure no. 7: Measurement of a wing (vertical wing)
In both cases only two or three small sections of the wing are flattened, chosen at 180º or 120º from the total contour of the bottom and on them the average is measured and taken. It is not a very accurate measure.
With the second procedure, lower flange values are obtained than with the first one, in the order of 0.5 mm. Specifically, the difference between the two measurement modes is 0.43R, where R is the inner radius of the wing – the hub area.
As indicated above, the flange length(La) is determined by the type of closure chosen and is related to the body flange(Lp) of the container. The following table gives the usual values of wing(La) measured by the second procedure












0 Comments