
INTRODUCCIÓN
Una de las técnicas más clásicas de formar las pestañas o bordes de los extremos de los cuerpos de los envases, es la que emplea unos dados o tampones para realizarlas. Estos tampones constan de:
– Un dado que centra el cuerpo del envase, una vez alimentado, a su posición adecuada, y a continuación arquea su borde formando la pestaña.
– Un aro o anillo retenedor que hace de tope máximo a la pestaña formada.
Ver figura nº 1.
Figura nº 1: Técnica de pestañar por tamponamiento
La pestaña normalmente no llega ha rozar este aro retenedor, el valor de su diámetro exterior se queda un poco por bajo que el diámetro de este aro, pero si puede tocar el mismo algún punto del canto del envase, por ejemplo si la soldadura de la costura lateral presenta algo de disparidad en su extremos.
El conjunto formado por el dado alojado dentro de su aro se monta por parejas en cabezales opuestos.
Las maquinas que realizan este trabajo se llaman pestañadoras, pueden ser manuales o automáticas, estas ultimas suelen tener múltiples parejas de cabezales, en función de la velocidad de operación. Ver figura nº 2
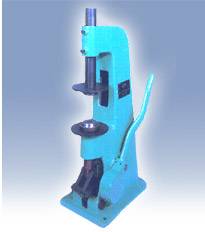
Figura nº 2 : Pestañadora manual
USO
Con el uso de materiales delgados y de alta dureza, cada vez se emplea menos la técnica de pestañado por tampón, ya que origina roturas o rajas en el borde de las pestañas, sobre todo en diámetros de envases pequeños.
No obstante esta técnica sigue en vigor, pues su aplicación es muy validad para:
– Envases de diámetro elevado, es decir por encima de 99 mm, aun empleando para los mismos materiales de alta dureza, ya que no se genera rotura de pestaña en estos casos.
– Cualquier tipo de envases redondos que se realicen con materiales de dureza baja o normal.
La ventaja que presenta el empleo de esta técnica es, que tanto la maquinaria como los utillajes son baratos, más que los empleados en otros modos.
CALCULO
Al dado se la da una forma cónica para facilitar la entrada y guiado del cuerpo del envase a la posición de pestañado. Si la costura lateral es del tipo engatillado – o engargolado – se le añade un escalón con radios de entrada y salida suaves, para salvar el grosor de la costura, que se incrementa cuando supera la zona de la solapa extrema.
El dimensionado del dado y aro es una tarea fácil, ya que hay una serie de medidas que pueden mantenerse constantes sea cual sea el diámetro del envase a pestañar. Entrando en detalles se puede comentar:
Alturas: Las dos piezas se pueden mantener fijas para cualquier tamaño de envase, si bien pueden hacerse algo menores para los diámetros pequeños. En la figura nº 3 se presenta una sección del conjunto dado-aro, en ella se acotan unas alturas básicas orientativas.
Ángulos: Tanto el de la pestaña como el de entrada del dado se mantienen constantes para cualquier tamaño. El valor aconsejable es el de 7º 30´. Ver figura nº 3
Radios: El arco principal del utillaje es el que le da forma a la pestaña, el valor adecuado de su radio es de 2 mm, excepto para pestañas grandes – superiores a 3 mm – que se incrementa. Ver figura nº 3.
Diámetros: Son las cotas que cambian para cada caso, siendo las mismas función del diámetro del envase. Existen dos diámetros básicos en las mismas:
1º.- El del punto en el cual el envase se encaja o ajusta con precisión al dado, designado “diámetro de ajuste del cuerpo del envase”, que nombraremos como D1. El mismo está ligado al diámetro interior teórico del cuerpo del envase. En realidad se corresponde a este valor más un pequeño huelgo, para asumir las tolerancias y el sobre espesor de la costura soldada del cuerpo. Ver figura nº 3
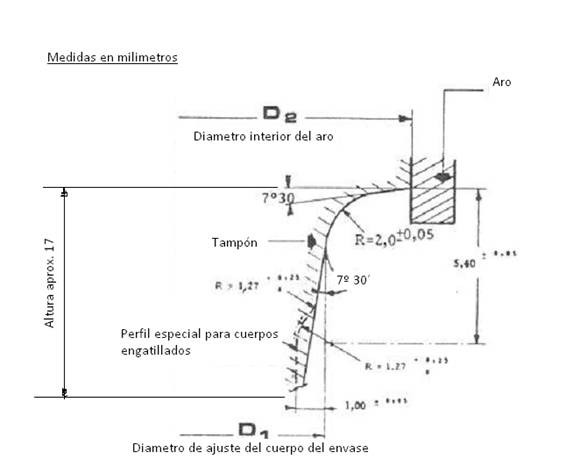
Figura nº 3: Diseño de un utillaje de pestañar por tampón.
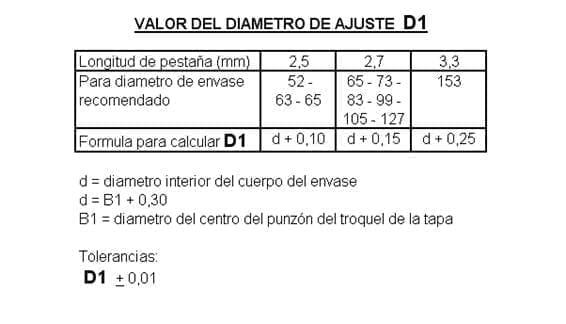
En el cuadro siguiente se incluyen las formulas para poder calcular el valor de D1, teniendo en cuenta:
– La longitud de pestaña que queramos obtener
– El diámetro del envase
En cada opción, la formula nos viene dada por el valor del diámetro interior del cuerpo del envase – d – más una constante que varia según los datos de partida. Es bueno recordar, que el cálculo del diámetro interior del cuerpo del envase, es función de la medida del centro del punzón del troquel usado para hacer su tapa correspondiente. Es decir la medida fundamental, a partir de la cual se determinan todas las demás del conjunto tapa-envase es el citado diámetro del centro del punzón del troquel, la misma la designamos como B1 y salvo excepciones ocasionales la expresión que liga d y B1 es:
d = B1 + 0.30
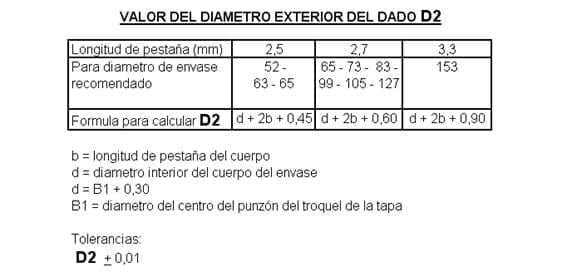
2º.- Diámetro de encaje entre aro y dado, o lo que es lo mismo del exterior del dado. Representa el valor teórico máximo de la pestaña, aunque esto nunca se cumple como se ha explicado más arriba. Un buen diseño siempre debe permitir que exista un huelgo entre el borde de la pestaña y el aro para absorber pequeñas irregularidades del borde, rebabas, disparidades en la costura lateral del cuerpo y diferencias de altura de corte en los cuerpos.
Este diámetro lo designaremos como D2 y su dimensión varia también con:
– La longitud de pestaña que cerramos obtener
– El diámetro del envase
La expresión que nos da su valor, está ligada con el diámetro interior del cuerpo del envase – d – y la longitud de la pestaña a realizar – p -.
En el cuadro siguiente se resumen estos parámetros y sus formulas.
COMENTARIOS ÚTILES
– Los tampones, dado y aro, deben realizarse en acero de utillaje tratado, a dureza elevada.
– El acabado superficial tiene que ser muy bueno, rectificado y pulido.
– En el caso de una pestañadora multicabezal, la distancia entre cada pareja de las cabezas deberá ser precisa, para mantener una altura de envase pestañado y una longitud de pestaña uniformes.
 Cálculo teórico del volumen de goma necesaria para el cierre de un envase metálico
Cálculo teórico del volumen de goma necesaria para el cierre de un envase metálico
 MAQUINA ROTATIVA PARA INSERTAR ENVASES
MAQUINA ROTATIVA PARA INSERTAR ENVASES
 PLATOS DE COMPRESIÓN PARA CERRADORAS DE LATAS/ENVASES METÁLICOS
PLATOS DE COMPRESIÓN PARA CERRADORAS DE LATAS/ENVASES METÁLICOS
 UTILLAJES PARA CORDONES DE SEGURIDAD
UTILLAJES PARA CORDONES DE SEGURIDAD
 ENTALLADO POR RULINA
ENTALLADO POR RULINA
 MEDIDAS DE UN UTILLAJE DE PESTAÑAR POR «SPIN»
MEDIDAS DE UN UTILLAJE DE PESTAÑAR POR «SPIN»
 CALCULO DEL PERFIL DE UN CORTE EN SCROLL
CALCULO DEL PERFIL DE UN CORTE EN SCROLL
 CALCULO DEL COSTO ESTÁNDAR DE UNA TAPA
CALCULO DEL COSTO ESTÁNDAR DE UNA TAPA




0 comentarios