
Introduction
When measuring round container closures, dimensions should be taken at 2 points, taken at 60º on both sides of the seam of a 3-piece container or at opposite points on 2-piece containers.
In the case of rectangular or irregular shaped containers, measurements should be taken at each corner and at the centre of each longer side.
The frequency of measurement should be at regular intervals during production. Two containers of each closure head should be taken and fully inspected to determine that the integrity of the double seal is acceptable and that the minimum critical parameter levels are being met.
Closures should be inspected:
– After any malfunction in the metal can seamer.
– At the start of production.
– Then make adjustments to the can seamer settings.
Evaluation
There are 2 procedures for the evaluation of a complete closure. These are:
-1.- Opening method: Complete scrapping of the fastener.
The method of sectioning the fastener: Cutting of the fastener
If a sectioned closure method is used, it should be noted that only the evaluation of the sectioned ratio is ensured. It is therefore necessary to “disassemble” the fastener – pull down the entire fastener – and examine it to ensure complete acceptability.
The basic dimensions of the closure to be measured are:
– Cell depth Pc
– Height of the lock Ac
– Seal thickness Ec
– Length hook body Lgc
– Hook length bottom Lgf
– Thickness tinplate body Ehc
– Thickness tinplate bottom Ehf
See figure nº 1
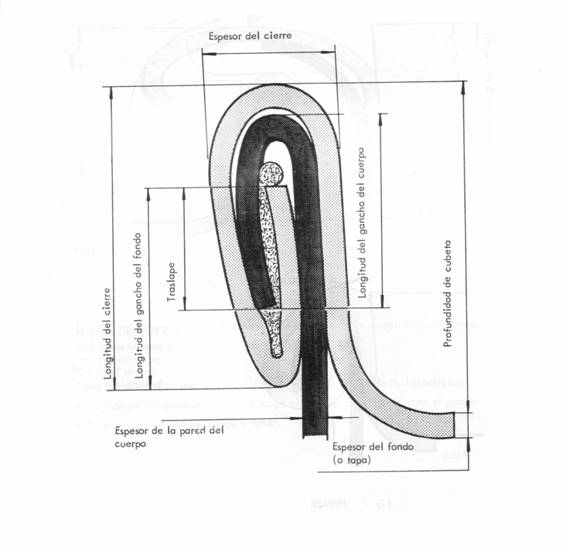
Figure nº 1.- Basic dimensions of the closure
Critical parameters of the closure.
The measurements alone of the length of the body or lid hook, although important, do not provide us with conclusive data to decide the suitability of a closure. The above dimensions serve as a basis for determining the critical parameters that define whether a closure is correct or not. The following parameters must be calculated for your evaluation:
– 2nd operation pressure P2ªo
– Actual overlap Tr
– Hook penetration body Pgc.
In addition, visual defects will be observed
As a complement, the following aspects of the closing should be evaluated to give us added information:
– Marks on the inner wall of the fastener
– Free space
2nd operation pressure. (P2ªo)
The fastener must be sufficiently tight to ensure that the compound conforms perfectly under the effects of pressure. Due to the nature of the process, the formation of seal wrinkles at the bottom during the first closing operation is unavoidable. These wrinkles are “ironed out” during the 2nd operation of the closing process.
Therefore, the closure pressure can be expressed as: the length of the visually unwrinkled bottom hook. It is evaluated as a percentage of the total length of the bottom hook. Since wrinkles cannot be measured, it is a very subjective judgment, and therefore, deep experience is required to be able to judge it correctly. See figure nº 2
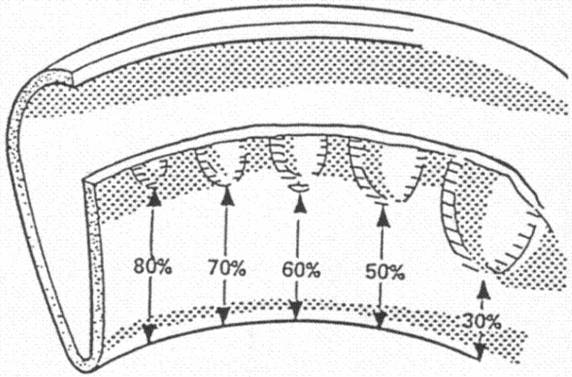
Figure nº 2.- Evolution of wrinkles
As the thickness of the backing material is inevitably being decreased for cost reduction imperatives, the ability to achieve wrinkle-free is becoming much more difficult and therefore much more complex to assess correctly.
Actual overlap
The body and bottom hooks must overlap sufficiently to ensure that the compound is perfectly adhered inside what is the double seal. This overlapping is called overlapping and corresponds to the letter “a” in figure 3.
The overlap of the body and bottom should be as large as possible, within what would be acceptable in relation to the absence of wrinkles.
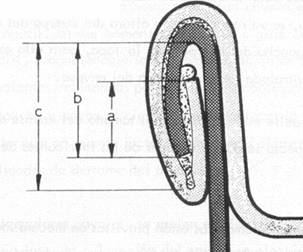
Figure 3
The overlap varies according to the fastener specification but in each case a minimum standard to be achieved is set. Its value is determined by applying the formula:
Tr = (Lgf + Lgc + 1.1Ehf) – Ac
Body Hook Penetration
Compare the net height of the body hook in relation to the net height of the fastener, i.e. discounting the thicknesses in both cases. In other words, it relates measure “b” to measure “c” in figure 3. The purpose of this is to know how much the hook of the body penetrates into the seal, with the idea of knowing the degree of sinking of the edge of the hook of the body in the cover compound, to ensure its tightness.
In order to ensure that the body hook is nailed into the composite, acceptability grades have been set, which express the inside length of the body hook as a percentage of the inside length of the fastener. Its value is determined by applying the formula:
Pgc = (Lgc – 1.1Ehc) x 100 / Ac – 1.1(2Ehf + Ehc)
A minimum acceptable standard is 70%.
Visual defects.
No local distortion should appear in the closure. Examples of visual defects are: excess of inclination, cut closure, breakage of the flange, false closure, slippage, etc. Such faults are readily apparent and have the potential to damage the integrity of the seal.
Marks on the inner wall of the fastener
The vertical wall of the cuvette must be free of marks. The presence of the same, implies defects in the closure. They can be due to several reasons such as: Broken mandrel lip, wear on the mandrels, excessive pressure on the second operation, etc.
Free space
This value gives us an idea of how tight the fastener is, as it reflects the difference between the actual thickness of the fastener and the sum of the metal thicknesses inside the fastener. It is determined by the formula:
Free space = Eq – (3Ehf + 2 Ehc).
The maximum clearance limit on round and irregular container closures is 0.19 mm (0.0095″). If it exceeds this amount, it is a sign that the seal is loose and therefore at risk of leakage.
 Theoretical calculation of the volume of rubber required for the closure of a metal container.
Theoretical calculation of the volume of rubber required for the closure of a metal container.
 CLOSURE THEORY – Part 4
CLOSURE THEORY – Part 4
 CLOSURE THEORY – Part 3
CLOSURE THEORY – Part 3
 CLOSURE THEORY – Part 2
CLOSURE THEORY – Part 2
 CLOSURE THEORY – Part 1
CLOSURE THEORY – Part 1
 DOUBLE SEALING OF RECTANGULAR CONTAINERS
DOUBLE SEALING OF RECTANGULAR CONTAINERS
 ELEMENTS OF THE DOUBLE SEAL
ELEMENTS OF THE DOUBLE SEAL
 PRODUCT TECHNICAL SHEET: CANS “THREE PIECES”
PRODUCT TECHNICAL SHEET: CANS “THREE PIECES”
 INFLUENCE OF THE BOTTOM FLANGE OR THE LID ON THE DOUBLE SEAL
INFLUENCE OF THE BOTTOM FLANGE OR THE LID ON THE DOUBLE SEAL
 DIMENSIONS FOR CUPPAGES OF ENERALED AEROSOLS
DIMENSIONS FOR CUPPAGES OF ENERALED AEROSOLS




0 Comments