
PREAMBLE
The blade or shear is a fundamental piece in any die of manufacture of caps, bottoms or sausage containers. It is housed in the fixed part of the die, mounted on the press table. This fixed part is usually designated with the name of matrix. It is attached to the “base plate of the matrix” and its function is to cut, with the help of the “punch”, the metal disk. Also on the internal part of the top, in the upward stroke of the “ironing ring” of steel.
Usually used two types of blades or cutting:
A.- Steel cutters. Employees for dies of funds, or embossed containers of round shape of low utilization, or in dies of funds or embossed containers of rectangular, oval or any other non-round configuration.
B.- Cutters with carbide insert: Used on high production tools for funds and round sausage packaging. Their life is much longer than the first ones, they have a reduced maintenance although their cost is higher.
It is advisable to use cutting blades with tungsten carbide inserts whenever possible. However cutting made from a good quality steel, can give a good result.
We will go into some considerations about the construction, use and maintenance of both types.
BASIC CONSIDERATIONS
There are a series of precautions, which must be taken in the construction and maintenance of the cutting. Thus, special attention must be paid in terms of accuracy of measurements, and surface finish in the following parts:
a.- Cutting edge. It is essential to achieve a burr-free and precise cut.
b.- Outside diameter of housing in the “base plate of the matrix”. Check the concentricity between the cutting edge and this diameter, as well as the perpendicularity to its base. This allows a good alignment and adjustment of the die. This also demands an excellent finish of the affected surfaces
c.- Cutting base: It must be perfectly flat, parallel to the cutting edge and square with the outer diameter. Ensures the proper assembly of the blade.
Depending on the type of blades used, repair the cutting edge of them from time to time. This is achieved by means of grinding on a flat grinding machine. It is advisable to use a certain grinding system, which allows to obtain four low areas on this edge, and four high points. These four high points are very important. It is essential that these four points are totally parallel to the base of the blade with a tolerance of + 0.05 mm. The four lower areas of the cutting edge do not require as much precision in their execution, and their height can vary by + 0.25 mm from one point to another. An example of these four cut points can be seen below, in figure # 1.
The object of making these high points is that the cutting of the material – tinplate or others – is done by a scissor action, instead of a simultaneous shearing of the entire cutting line. This is achieved:
– Reduce the force needed to cut the material
– Make the cut progressively
– Reduce the noise level of the impact
– Improve tooling behavior and life of the tooling
STEEL CUTTING
They are made of non-deformable steel for high chromium content tools. In this type of shears, the final hardness of the piece must be checked. It must always be greater than that of the punch, with which it forms an equal work. Typically, it is of the order of 62 – 64 HRc. The measurement of this hardness should be marked, the first time it is verified, on the side of each shear. The measurement of the cutting diameter and the outside should be checked with a suitable micrometer. It should also be controlled on a lathe, if both diameters are well concentric.
When it is necessary to rectify the shear – the upper surface thereof -, it is essential to make sure that all the worn area has been removed. In this operation the piece loses height, and it may be necessary to supplement it. The supplements used must be free of burrs, be of uniform thickness, and have the holes milled. The number of supplements must be reduced to a minimum. After each grinding, all burrs must be carefully removed with a fine-grained, properly lubricated hand stone.
In the case of a double die, both shears have to be rectified at the same height. The sharpening will not exceed 0.4 mm. This grinding must be done by redoing the four cutting points discussed above, so it is necessary to use, on the flat grinder, a special tool previously prepared for this operation or a suitable auxiliary magnetic plate. You have to be careful, of not burning the upper part of the cutting with the emery wheel.
The seating stone should only be used to remove the grinding burrs from the interior and top wall surfaces, with very smooth passes. It can not be used to correct the conditions of runaway shear and scratched surfaces. These problems must be corrected by rectifying this wall of the blade, performing the same with a tilt of ½º, so that said wall presents this inclination, with exit downwards.
The lower surfaces – of seat – of the cutters should be checked for burrs, stitches or deformations and, if necessary, polished to obtain a total contact surface.
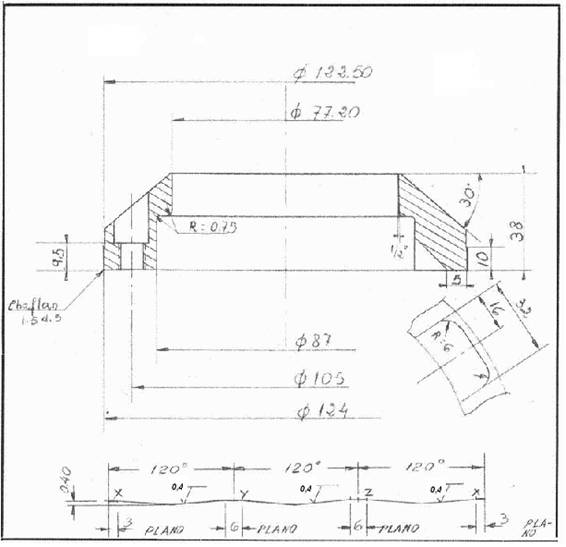
Figure nº 1: Cutting blade for day funds. 62, in steel
Figure 1 shows the section of a steel shear, sized for funds diameter 62 mm – 208.5 American -. It shows, in the lower detail, the development of the cutting edge with the four high points that we have described above. The comments made above regarding the parts of high precision and excellent finish are identified in this case with diameters 77.20 and 124 and the base of the piece. The tolerances to apply on these measures are indicated in figure 2.
CARBIDE CUTTING
It is the most frequent case. Its handling to be careful, as any hit, fall, etc. it may involve the breakage of the carbide insert.
Its design consists of two parts: a base or support, tool steel, and a carbide ring, which is hot-stamped into the seat of the support or base before completing the machining.
The hardness of a carbide cutter is rarely checked, as it is an essential characteristic of this material and as a rule correct. The deformation by ovalization of the cutting edge of the shear – carbide insert – can be checked either with a micrometer or with a stylus on the lathe.
If the inner wall – of cut – of the carbide insert is deformed in its roundness, scratched or runaway, it must be rectified with an angle of ¼ degree of inclination. However, scratching and ovalization should not occur in view of the high hardness of the carbide. The total rectified part, eliminated by successive wear, must never exceed 0.05 mm above the nominal diameter of the shear.
The play or light between the punch and the blade in its cutting diameter should be checked after grinding, to make sure it is adequate. This set or cutting clearance, between the punch and the blade, will be maintained at 10% of the thickness of the metal for steel and 15% for aluminum
After a certain time of activity, usually very long, the affiliate of the cutting edge in the cutting is necessary. To obtain an adequate finish on the cutting surface of the insert during grinding, a diamond stone with suitable carbide characteristics must be used. In most cases the sharpening does not require removing more than 0.10 mm in height. For a greater rectification, possibly demanded by a breaking of the cutting edge, it may be preferable to first use a green carbide wheel for roughing and then a diamond for finishing.
If the distance between the cutting edge and the lip of the “matrix center” has been lost with successive grinding, it can be reworked with the use of shims on the blade. As in the case of a steel blade, if these height inserts are used , they must be free of burrs, be uniform in thickness and have their holes milled. The number of supplements has to be reduced to a minimum.
In figure 2 a cutter blade of this type is indicated. It is the same blade that appears in figure 1, that is to say for a bottom of diameter 62, but with the addition of a carbide insert. The general dimensions are in both cases equal, but there are small differences between both, apart from the insert proper, such as:
– The angle of exit of the diameter of cut is smaller in this case, 1 / 4º for carbide – 0º 15′- and ½º for steel.
– There are more complete annotations of tolerances, signs of surface finish, parallelism, concentricity, …
The material that the shear is made of is:
– Blade body or support: Tool steel treated at a hardness between 50-55 HRc.
– Insert: Grade C tungsten carbide 11
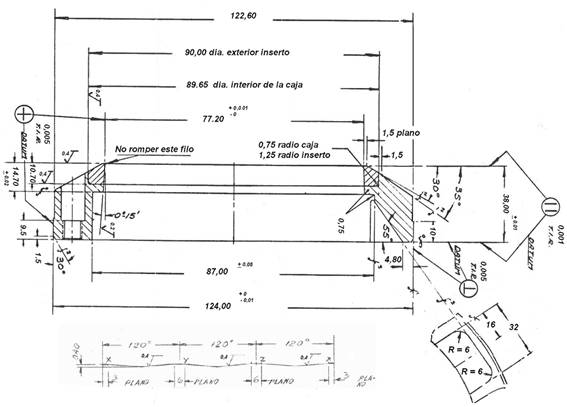
Figure nº 2: Cutting blade for day funds. 62, with carbide insert
The box to house the insert must be machined to a diameter smaller than the outside of the insert. The difference between both can be 0.35 mm. The support must be heated and then insert the insert. Finally, the whole will be rectified. See details of stockings in figure No. 2. To firmly secure the insert inside the support box, a slight inclination can be given to the wall of said box of 0º 20 ‘, so that the mouth of the box is smaller that its base, thus the insert once lodged, will continuously receive an action downwards.
The values of tolerance, sign of surface finish, and of perpendicularity and concentricity, which are indicated for this piece, are also valid for the steel blade reflected in drawing no. 1
As for steel blades, the lower – seating – surfaces of the carbide-tipped cutters should be checked for burrs, stitches or deformations and, if necessary, polished to obtain a total surface area. Contact.
 DIE FOR ENDS
DIE FOR ENDS
 CALCULATION OF THE TABS OF MADE A FLANGE
CALCULATION OF THE TABS OF MADE A FLANGE
 CURLING TOOLS
CURLING TOOLS
 DEFECTS AND SOLUTIONS: TAPPING OF COVERS
DEFECTS AND SOLUTIONS: TAPPING OF COVERS
 TYPES OF PUNCHES: DESIGN AND MAINTENANCE
TYPES OF PUNCHES: DESIGN AND MAINTENANCE
 MANUFACTURING PROCESS OF AN EASY-OPEN LID
MANUFACTURING PROCESS OF AN EASY-OPEN LID
 CALCULATING THE PROFILE OF A CUT IN ZIGZAG
CALCULATING THE PROFILE OF A CUT IN ZIGZAG




0 Comments