

SUMMARY
The way to prepare a “product file” is developed that allows to have, at the foot of the line, the adequate information for the correct manufacture of a lid or bottom.
INTRODUCTION
Prior to this work we already published another that had by title:
– Product technical sheet: Three pieces packaging
It dealt with the same subject as in this one, but applied to the case of three pieces packaging. It is convenient to know the same before going ahead, because we are not going to repeat the reasoning that evidenced the convenience of having a product file, for each of the elements to be produced in a factory.
We will summarize that this sheet simplifies the handling of the technical information necessary for the preparation of equipment and subsequent manufacture of parts. In a simple sheet the basic documentation is condensed.
PRODUCT TECHNICAL SHEET: COVER
As in the case of three-piece containers, to follow the comments on the preparation of a tab for conventional standard caps, we will use a real example. We have taken the round cover with a nominal diameter of 73 mm to develop this example. What we will say here is valid for any kind of lid, whether round or otherwise, as long as it is the classic type used in preserving, special case are other covers such as easy opening, aerosol domes, etc.
Figure 1 shows a product data sheet model for tapas. Let’s look at its general configuration, without going into details of each section, because we will return to them below.
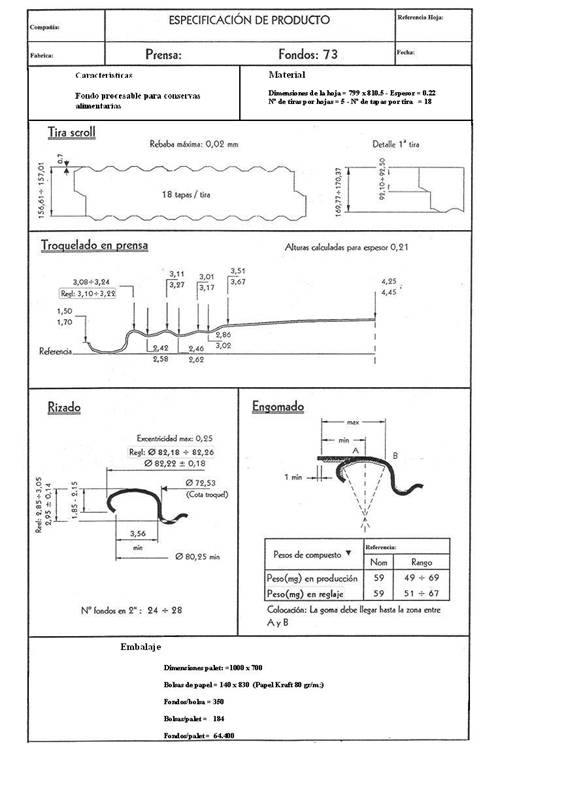
Figure nº 1: Example of “Product Data Sheet” for caps
Critical measures are repeated twice, but with a different range of values, depending on whether they are necessary values to respect during the adjustment of the machines that make the lid, or throughout the production.
HEADER
In the upper part there are six boxes to be filled with simple information, such as:
– Name of the company or society.
– Fabrica where the lid is produced, in the case of several
– Reference of the identification sheet or internal code.
– Date
– Reference of the press or manufacturing facility.
– Designation of the lid. In our case: 73 mm
Two boxes are included below:
– Characteristics of the cover : Its features are succinctly described. In this example: “Processible fund for food preserves”
– Material : Indicates the dimensions of the sheet, normally obtained from a coil cut in primary scroll, its thickness, the number of strips that come out of it when cutting it in a shear in secondary scroll, and finally the number of caps to Die by strip. Following with our example, for a bottom of diameter 73 the values would be:
CUT ON SECONDARY SCROLL
A facility for the manufacture of covers / bottoms today usually incorporates a shear scroll to cut the sheet into strips. Said machine is directly linked to the magazine of the press bands. During manufacturing, a simple pair of maximum and minimum sensors, placed in said warehouse, regulates the demand for strips from the shear to the press.
For the proper adjustment of the positioning of the blade during cutting and subsequent verification thereof, it is necessary to know a series of measures, with their corresponding tolerances, such as:
– Length of the base of the battlement in the first strip, to make sure that the blade has been cut correctly in the primary scroll. In our case it would be: (92.10 – 92.50).
– Total width of the first strip, to adjust the advance of the blade in relation to the cutting edge in the shear. (169.77 – 170.37)
– Net width of the rest of the strips. It allows to check the accuracy in the progressive advances in the feeding. Obviously all these checks are aimed at avoiding the presence of problems in the operation of punching. Value in our example (156.61 – 157.01)
– Maximum cutting cut. It is necessary not to exceed a certain limit to prevent the presence of scratches on the varnish. (max 0.02 mm).
Figure 2 shows these measurements.
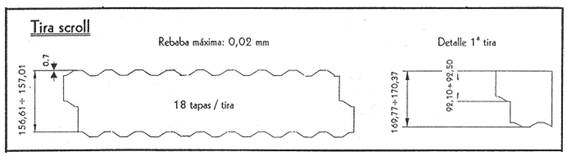
Figure No. 2: Product data sheet, data for the cutting operation.
DROPPING
Basic operation for lid formation; The correct die-cutting depends on two factors:
– A.-Design, quality and maintenance status of the die. In this aspect there is little to do during the adjustment and operation of the press, it is a previous task.
– B.- Adjustment of the press. An important point is the adjustment of the deep drawing, it depends on the conformation of the expansion rings and tiers of the profile of the lid. Within them, the depth of the tray is key, due to its incidence in closing the lid.
To verify section “B”, a reference plane must be taken, which is the one defined when the cap is supported in an inverted position on its wing. See figure no. 3. In the same, the values of the distance from the summits and valleys of the expansion rings – or junquillos – are given to said plane, starting with the bucket. In the case of the latter, the adjustment value is also included. All these values refer to a lid diameter 73, with a type of elastic profile or deformable for preserves, which has multiple applications for processed foods. These distances vary with the thickness of the tinplate or TFS used in the manufacture of the bottom.
In addition to these measures should also include checking the total height of the lid and the curl of the wing.
It is unnecessary to check the diameters of the piece, because if the die is good and the tinplate is adequate, they will be correct.
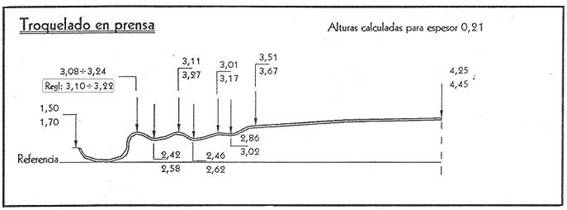
Figure nº 3: Product sheet, punching operation
CURLY
A curling operation is sometimes given little importance, but it has a lot. A well-designed curl and performed correctly, cooperates very positively to the closure. The measures to be monitored at this stage are the following:
– Outside diameter: Important for a good behavior of the lid in the feeders (gumming and closing), not only in its diameter value but also in its eccentricity with respect to the one of the bucket. See figure nº 4.
– Diameter of the curl edge: It is necessary to check its minimum value, to ensure that there is no interference with the outer diameter of the body flange in the seamer.
– Channel width: Linked to the previous data. It must have a minimum size so that the body flange does not trip over the curl and generates a false closure.
– Curl height: Its proper control ensures a good stacking and unstacking of the lid.
– Depth of bucket: Among other things it allows a good positioning of the mandrel or closing plate of the seamer.
– Nº of funds in 2 “: It is a complementary verification to the height of curl, since the amount of funds that fit in this length, is a function of the height of it. In fact, one of the two verifications would suffice.
Figure 4 shows all these data corresponding to our example. Although the cuvette diameter is also indicated, it can really be ignored since it is imposed by the die, provided that there is no deformation of the crimp in the crimper due to excess pressure.
As in the previous steps, it also indicates the adjustment measures of the two critical measures, which are the outer diameter of the lid and its bowl depth.
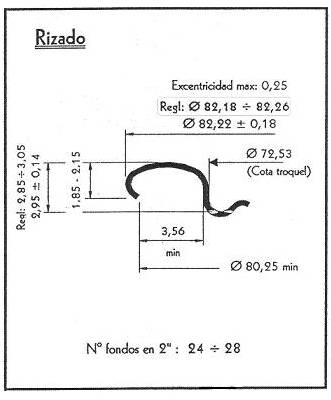
Figure nº 4: Product sheet, curling operation
STICKED
The operation of gumming may differ from one case to another depending on the compound used (water base or solvent base), its characteristics (high or low solids content), the destination of the lid (drinks, preserves or others), etc. .
We will not go into detail each of these cases, we will just continue with our example of a lid for preserves in diameter 73.
There are two factors that must be monitored:
– Position of the rubber: It is evaluated visually. It should start very close to the edge of the wing, without overflowing – to prevent contamination in the other covers – and cover at least half of it. In figure 5 this position is limited.
– Rubber weight: The weight of dry compound to be applied is a function of its density. The values given in setting and production in Figure 5 refer to a water-based compound with a high solids content. In fact, the weight is controlled because it is the easiest operation to verify, really the important thing is to deposit an adequate volume of compound to fill the closure of the container. This volume is in relation to the size of the closure, and therefore the dimensions of the lid. For the bottom 73, the ideal volume to apply is between 205 to 210 mm3 per linear meter of wing. Just calculate the development of the wing and proportionally determine the volume that would correspond to dry compound. Then, depending on its density, its dry weight is calculated, and then the wet weight taking into account the% solids of the gum in its liquid state. The normal range or tolerance of the amount of compound applied in production is usually + 20%.
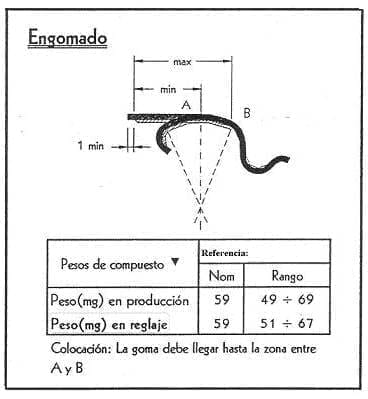
Figure nº 5: Product sheet, gumming operation
PACKAGING
There are many possibilities for packing funds or covers:
– Paper bags
– Plastic bags
– Paper rolls
– Cardboard boxes
– Etc.
The counted and packing can be done by means of automatic, semiautomatic machines or by hand
Also for handling different pallets can be used, and the preparation of them differs depending on the distance and type of transport. Therefore we will not go into detail. You can see for this the work published on this website:
– “Packaging of caps and funds”
As data to control and that should appear in the product file will be set:
– Size of the pallet to be used
– Dimensions and characteristics of the envelope element. (Bag, box …)
– Units to be contained per package.
– Packages per pallet
– Units of tapas per pallet.
The following table shows an example for our case of tapas 73.
COMMENTS
Because of its importance, we repeat what has already been indicated in the paper “Technical data sheet: three-piece container” and that is not to confuse the operations indicated in the product sheet with the parameters to be controlled by the Quality Control Department . The product file is addressed to the Production staff and summarizing what has already been indicated is intended to:
– 1º. – Facilitate the mechanics the information about the product, necessary to make the adjustment of the equipment.
– 2º.- Always have the line operators at hand, the values that the product must meet in production.
The frequency with which these values of point 2 must be verified will depend on what was previously established, but in any case it will be a function of the available time of the operators. This task fits into what we can call “self-control”. It does not completely eliminate the function of the Quality control department, but they complement each other. With the “self-control”, in the manufacture of containers can substantially reduce the tasks to be performed by Quality Control and therefore reduce the labor dedicated to it.
It is demonstrated that the “self-control” stimulates the Production staff, because it allows them to assume the responsibility of the quality of the product that they manufacture, achieving with it more demanding levels of quality. To completely separate the quality control of production, usually means that the production personnel dissociates from the quality of what they manufacture, worrying only about the quantity, reaching the extreme of trying to hide defects and failures so that the Quality Control Department do not expose them. Do not forget that quality is “manufactured” at the same time as the packaging, is not an added factor later.
In the packaging factories where “self-control” is practiced, the work of the Quality Control Department will focus exclusively on checking the parameters that require a certain dedication in time, such as determining the weight of the compound, or the use of a complex equipment that due to its handling or value is not advisable to have one in each line such as a durometer or the equipment for determining the porosity of a varnish.
As a conclusion, the ideal is to make an exact definition of the controls to be carried out and classify them into two groups: 1º those that can be assumed, totally or partially, by “self-control” by the production staff and 2º those that must be carried out by Specialized staff is to say by Quality Control.
 PRODUCT TECHNICAL SHEET: CANS “THREE PIECES”
PRODUCT TECHNICAL SHEET: CANS “THREE PIECES”
 SPECIFICATION OF TIN FOR CONTAINER BODIES “3 PIECES “
SPECIFICATION OF TIN FOR CONTAINER BODIES “3 PIECES “
 PRODUCT DATASHEET: SAUSED PACKAGING
PRODUCT DATASHEET: SAUSED PACKAGING
 CALCULATION OF STANDARD COST FROM A COVER
CALCULATION OF STANDARD COST FROM A COVER
 DETERMINATION OF THE COURT FROM A ENDS
DETERMINATION OF THE COURT FROM A ENDS
 DIMENSIONS FOR CUPPAGES OF ENERALED AEROSOLS
DIMENSIONS FOR CUPPAGES OF ENERALED AEROSOLS
 AEROSOL CUPS
AEROSOL CUPS
 PROFILES OF CAPS / ENDS FOR ROUND CANS
PROFILES OF CAPS / ENDS FOR ROUND CANS
 SPECIFICATION OF TIN FOR ENDS
SPECIFICATION OF TIN FOR ENDS




0 Comments