
The means and the way to perform a dimensional control of ends, applying simple and reliable procedures, are treated in this technical article.
INTRODUCTION
In the metal industry, the purchase or exchange of already manufactured components is common (ends, easy-open ends, aerosol domes, etc.). This can happen between container manufacturers, specializing some of them in components, or between metallographic and packaging. For these cases, and also simply in the normal supply of cans with their loose lids to the filling industries, it is sometimes good to assemble a quality control system for these already manufactured components.
This matter was already discussed at work,
“Reception of containers in a filling plant”
, published in the section “Technical Information” section “Control” of this Web. Now, we intend to delve a little deeper into the specific issue of surveillance of the dimensional quality of the covers / ends. What is described here, is even valid to directly mount a control in the workshop of a metal fabrication.
We will not enter into the definition of defects, sampling plan, quality levels, etc., since these matters were already discussed in the aforementioned work. Nor will we deal with the visual defects that the ends may present, for the same reason. We will focus on the parameters that can be controlled through concrete measures, providing the means to make these measurements as simple as possible.
At present there are very sophisticated means of control, which allow to measure the main dimensions of a end in an almost automatic way. Due to the high cost of these equipment, they are justified only when the volume of work is large. This means that for small companies, their acquisition does not make much sense. The procedures explained here use simple and inexpensive instruments and are designed for this last type of company.
PARAMETERS TO BE CONTROLLED
We will break down the basic measures of a end that must be controlled. For this we will rely on the figure # 1
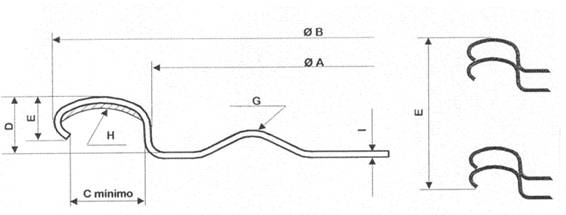
Figure nº 1
The following table summarizes: a) the dimensions to be taken – marked with the same letter as in the figure -, b) and tempering of the tinplate, we refer to the international standards in force. The channel width has no tolerances, the control gauge marks its minimum value. The profile of the end panel will be that agreed between the parties.
|
COTA |
CONCEPT |
TOLERANCES |
|
– – A B C D E G –
|
Tin plate thickness Tinplate hardness Diameter of bucket External diameter Minimum channel width Depth of bucket No. of covers in 2 “(50.8 mm) Panel profile Composite weight
|
According to norms “ “ +0.05 mm. +0.20 mm. – +0.15 mm. + 2 units – +18.5%
|
There are other parameters that can be measured, but not included in this work because they are more complicated or can be followed in articles already published on the Web, such as:
– a.- tinplate tin. Watch:
“Determination of tin coating in tinplate”
– b.- Load of interior and exterior varnish. Watch:
“Determination of the dry film weight of varnish”
– c.- Radius of the wall of the bucket. Although it is important that it be in correct measures, its exact verification requires complex means. If the die of manufacture of the ends is well maintained, it should not present variations.
Consider then that we already have a complete table with the values of the parameters to be controlled. It can be made as indicated above, adding the amounts of each dimension in the column of tolerances. With it in front we can start the control.
THICKNESS
Purpose : To ensure that the bottom has adequate mechanical strength.
Measurement instrument : Micrometer with thin or semi-spherical tips, preferably digital.
Method : Direct reading
HARDNESS
Purpose : To ensure that the bottom has adequate mechanical strength
Measuring equipment : Hardness tester equipped with Rockwell HR 15T and HR 30T scales.
Method : See the equipment manual in each case.
BUCKET DIAMETER “A”
Purpose: Check that the mandrel will fit correctly on the bottom during closing.
Measuring instrument : Calibrate “passes / does not pass” of cuvette diameter (mandrel adjustment) according to drawing figure no. 2:
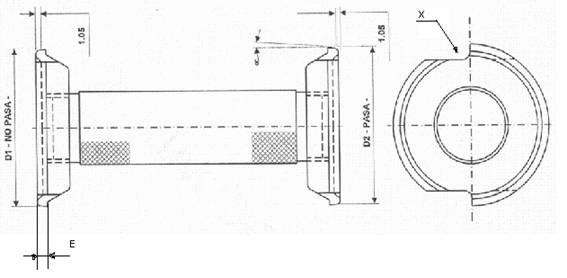
Figure nº 2
This caliber consists of two plates similar to two mandrels, of different diameter. Each of them has two opposing “X” recesses, which allow to check if it is well positioned on the base of the lid tray. To calculate its measurements, it is necessary to start from the values of the corresponding closing mandrel – see figure # 3 – and apply the following formulas
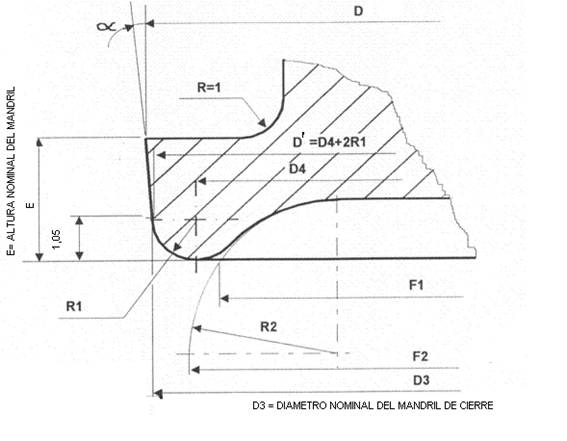
Figure nº 3
D1 (diameter “does not pass”) = D3 (nominal diameter of the mandrel) + 0.03 mm.
D2 (diameter “passes”) = D3 (nominal diameter of the mandrel) – 0.12 mm.
+0.02
The tolerance of diameters D1 and D2 is -0
The other measures of the two plates of the caliber are the same as those of the mandrel. You could even recover some worn mandrel to prepare the “pass” plate.
Method :
– Caliber “does not pass“: Check if the lid is too large. On a flat, horizontal surface, present the gauge inclined by the 90º zone of the recesses on the lid tray. Seat, with a slight pressure, completely the same on the bucket, checking then – by the recess – that the radius of the gauge is correctly supported on that of the bucket of the lid. Lift it upright, if the lid falls is very large.
– Caliber “pasa”: Determines if the lid is too small. Position the gauge in the same way as the previous case. Lifting it upright, if the lid falls is acceptable, if it rises with the gauge it is too small.
OUTER DIAMETER “B”
Purpose: Prevent possible problems in the feeding of ends. If they have the outside diameter outside of measurements can lead to jamming in the feeder, guides, stars, etc.
Measurement instrument : Caliber “passes / does not pass” with outer diameter of the bottom. See figure nº 4:
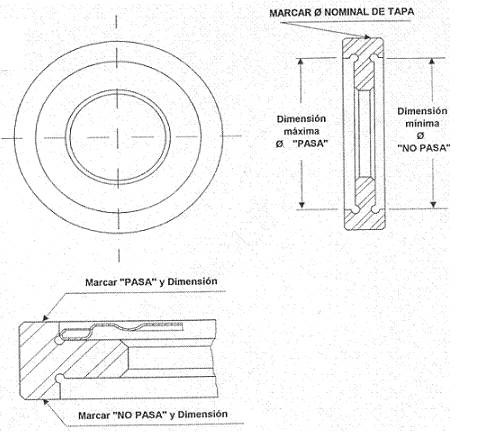
Figure nº 4
The same presents two lodgings of diameters slightly greater and fear than the one of the outside of the cover. The formulas to determine its value are:
+0.02
Maximum diameter “pass” = Outside diameter of cover “B” + 0.21 / Tolerance -0
+0
Minimum diameter “does not pass” = Outside diameter cover “B” -0.21 / Tolerance -0.02
Method: Present the ends invested in each of the two faces “passes”, “does not pass” the caliber. Ends must not enter the accommodation on the “not pass” side, but on the “pass” side.
Alternative method : Direct measurement by means of the vernier caliper.
MINIMUM CHANNEL WIDTH “C”
Purpose : To ensure that, during the operation of the closure, the flange of the body is well housed inside the wing of the lid, without interfering with the curl of the same
Measuring instrument: Caliber of minimum channel width according to figure 5
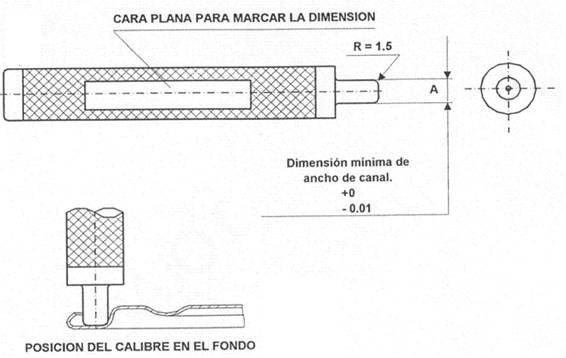
Figure nº 5
Method:
– Insert the gauge vertically between the curl and the wall of the lid tray, as indicated in figure 5.
– The channel width must be large enough to allow the gauge to move freely around the perimeter of the bottom.
Alternative method: Direct measurement by means of a caliper.
DEPTH OF CUBE “D”
Purpose : Check
a.- that the closing mandrel will penetrate properly in the lid
b.- that the capacity of the container will be as expected
Measurement instrument : Obtain in the market or prepare a caliber as shown in figure 6
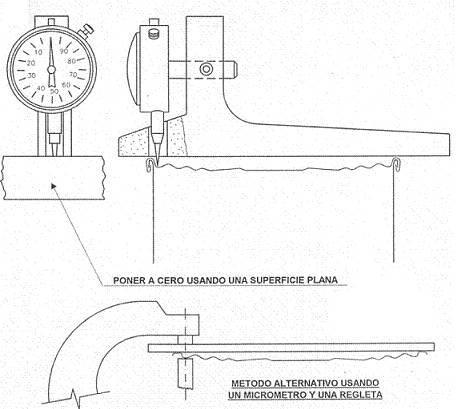
Figure 6
Method :
– Set the dial indicator to zero on a flat surface
– Check that when the gauge is removed from the flat surface, the probe has a path that allows it to reach a value greater than the depth of the cuvette to be measured.
– Place the base or rule of support of the gauge, on the wing of the bottom, trying to position it diametrically and with the feeler in contact with the base of the area of the bucket.
– Move the gauge slightly, until you find the point of maximum reading on the dial. At this point we will have the measure sought.
The stylus must be thin-tipped and long enough. So that the bottom to be measured presents a stable and firm position, it is advisable to support it on a flanged body of the same diameter.
Alternative method: Measurement with micrometer and the help of a strip, as indicated in figure No. 6. The reading should be deducted the thickness of the strip and the thickness of the tinplate.
NUMBER OF CAPS IN 2 INCHES (50.8 mm) “E”
Purpose: Determine indirectly that the height of curl of the covers is as specified. This ensures a displacement without incident of the ends through the seamer and a correct closing.
Measurement instrument : Caliber of control of nº of covers in 50.8 mm, according to figure nº 7.
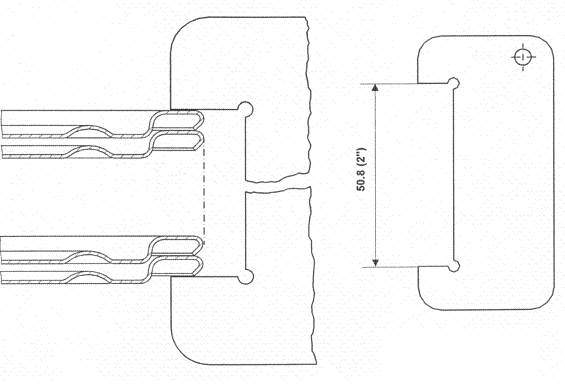
Figure nº 7
Method :
– Introduce a sufficient number of covers to fill, without pressure or slack, the gauge slot.
– Count the number of ends that have been included
Alternative method: Fix the 50.8 mm measurement on a caliper and use it as caliber.
PANEL PROFILE OF THE “G” END
Purpose: To ensure the proper behavior of the end during the use of the container.
Measuring instrument : Visual
Method : Direct observation
COMPOUND WEIGHT
Purpose: Verify that the weight of the compound contained in the bottom wing is as specified. The compound plays an important role in ensuring the tightness of the closure, therefore its presence in the right amount is essential.
Measuring equipment : Laboratory balance with accuracy of mgrs.
Heat-resistant container
Heat source
Thermometer (from 0 to 100 ºC)
Method :
– Principle: Difference of weighing a bottom with and without compound.
– Sample: Four backgrounds taken at random.
– Reagent: 50% alcohol solution of 96º in water.
– Sequence:
– Number the ends and weigh them one by one.
– Immerse them in the reagent for about 2 or 3 minutes, keeping the bath warm, approx. 90º C
– Rub the compound until its release, taking care not to damage the interior varnish.
– For the total elimination of the compound, it may be necessary to put the flat wing, with the help of pliers and repeat the operation.
– Reweigh the ends, one by one.
– Determine the weight of compound that each one had by difference
– Calculate the arithmetic mean of the four readings
COMMENTS
Although some tests indicate an alternative method, by direct measurement, it is better to use the calibers, for the following advantages:
– Have a constant criterion and eliminate the possibility of error in the measure.
– Ease of execution Very simple training of the staff.
 Buy tin ends
Buy tin ends
 DIE FOR ENDS
DIE FOR ENDS
 DIMENSIONAL CONTROL OF THREE PIECES TYPE PACKAGING
DIMENSIONAL CONTROL OF THREE PIECES TYPE PACKAGING
 QUALITY CONTROL VALVE ROLL AEROSOL COVES
QUALITY CONTROL VALVE ROLL AEROSOL COVES
 EVALUATION OF EXPULSION OF THE PLUG IN PAINT CONTAINERS
EVALUATION OF EXPULSION OF THE PLUG IN PAINT CONTAINERS
 PACKAGING OF COVERS AND ENDS
PACKAGING OF COVERS AND ENDS
 PRODUCT TECHNICAL DATA SHEET: ENDS
PRODUCT TECHNICAL DATA SHEET: ENDS
 DETERMINATION OF THE COURT FROM A ENDS
DETERMINATION OF THE COURT FROM A ENDS
 PROFILES OF CAPS / ENDS FOR ROUND CANS
PROFILES OF CAPS / ENDS FOR ROUND CANS




0 Comments