
INTRODUCTION. ELECTROSTATIC POWDER.
With the appearance of electric welding as a new technology to weld the lateral seam of the bodies of the containers “three pieces”, it became evident the convenience of protecting this welding from the attacks both by its interior – of the action of the product content – as externally – humidity and environment.
For internal protection, initially a technique was developed that was based on the application of a liquid varnish immediately after welding. Subsequently, it was cured by passing the container through a linear configuration oven. This application could be done in two different ways: a) by means of a felt roller impregnated with varnish; b) by atomizing it using a small gun. In both cases it was required to dilute the varnish with a solvent so that it had the proper viscosity.
This technique was not easy to use and needed auxiliary equipment – hoods, extractors, ducts, filters … – to reduce environmental pollution, which was not always achieved. Little by little, it was replaced by a new form of protection: electrostatic dust. This was not new in the industry, but never before had it been applied in the metal sector, so specialized equipment and procedures had to be developed for the new use.
The success was complete. In the “eighties” of the last century his employment in this industrial sector was settled in a solid way, reaching a ban in a little more than a decade to the techniques based on liquid varnish.
CHARACTERISTICS OF THERMOPLASTIC POWDER
Under this name, different manufacturers supply a type of varnish, which is characterized by being in the form of powder, with a very fine particle size. So fine that it can be manipulated as if it were a fluid, through small diameter pipes. The base resin of the same formulation can be of different types – polyester, epoxy … – but always modified so that it has the quality of being thermoplastic, ie it melts under the action of heat.
The main characteristics of this type of varnish are:
– The entire product is a useful dry extract of varnish, therefore it does not need any solvent or diluent.
– Low density (between 1.3 to 1.5).
– Very fine granulometry (Passes through a sieve of 90 microns).
– Melting and curing conditions: 250º C for 12 to 15 seconds approx. (It depends a lot on the type of base resin)
– Good adhesion on metal (tinplate, TFS, aluminum …) once melted.
– Good resistance to bending.
– Excellent chemical resistance
– High storage life period.
– It is offered to the market usually in white, although it can also be in shades of gold, ivory and others. The color white has predominated due to its sanitary aspect.
APPLICATION ELECTROSTATIC POWDER
This family of powder coatings is applied electrostatically on the area to be protected. This is carried out by projecting on it a cloud of fluidized powder with the help of air – totally free of moisture and traces of oil – and generating at the same time an electromagnetic field, which allows the particles to remain attached to the surface of the metal when they are loaded with static electricity. The applicator tool is designed as an extension of the welding arm, so that the body of the container passes from the welding position, to the powder application immediately and in the same position. This ensures that the contribution of varnish is made on the weld, before it can oxidize. This phenomenon is favored by its high temperature and the presence of steel seen, since the protective tin of tinplate – when melted during the welding – has remained attached to the electrodes. As a consequence of this positioning of the applicator tool, the overflow and return varnish conduits are located inside the welding arm. For an adequate application of the powder, it is very convenient to refrigerate it before use. The peripheral equipment: tank, refrigerator, filters, air treatment, regulators, etc. … are located in an annex closet.
To eliminate the contamination of dust to the rest of the container and the surrounding area, it is necessary to delimit the area of its application, using systems that vary from some manufacturers to others of equipment, but that are based on creating an enclosure as airtight as possible, on the surface to be protected from the can. The remaining dust returns through auxiliary circuits to the starting tank.
The adhesion of the already cured powder on an oxidized weld is bad, being able to be the origin of its detachment. For this reason, it is very frequent and highly advisable to carry out welding in an inert atmosphere, injecting nitrogen into the zone. In this way, a total oxidation elimination is guaranteed, provided that the dust protection is carried out immediately. In the case of bodies of containers with total interior varnish, the applied dust band must be wide enough to cover, with a certain overlap, the previously reserved zone of flat varnish, necessary to make the weld.
APPLICATION ELECTROSTATIC POWDER SPECIFICATIONS
The approximate specifications for a container with electric welding type “super-wima” – lost 0.3 / 0.4 mm – are the following:
– Rebarnizado width:
– Interior of the naked container: 6 to 7 mm
– Interior of varnished container: 10 to 12 mm
– Film thickness: approximately 35/50 microns
– Film weight:
– Interior naked: 60/70 gr / m2
– Interior varnished: 85/120 gr / m2
Both the film thickness and the weight are purely indicative. The real objective is to work with the minimum dust weight without metal exposure after the packaging is sealed. The definitive quality test is to verify the metal exposure according to the porosity test that is explained later.
For a correct application of the powder and subsequent polymerization it is necessary:
– Cool the powder. This improves the fluidity of the same along the pipes. Supply air temperature: less than 20ºC
– Refrigerate the solder before application. Improves the application and increases the life of the tools (plates, brushes …)
– Refrigerate the solder at the oven outlet. Increases the flexibility of the varnish, necessary for the operations of flanging and lacing.
EXTERNAL REBOUND
To protect the weld externally and thus preserve it in an integral way, it is usually resorted to the application of a colorless liquid varnish, which can be applied either by brush or by roller – also automatically – located after the inner rebarnizado .
The most commonly used varnish is a modified epoxy type.
Dry load: From 5 to 8 grs / m2.
Varnish footprint width: From 6 to 8 mm.
Baking: Same temperature and time as for the interior powder varnish
BAKED ELECTROSTATIC POWDER
It is carried out in a longitudinal oven, which is then coupled to the application zone of the varnish and at the same height. The transfer to the furnace should be made as smooth as possible so that the position of the container is not altered during the same and along its route. To do this, a magnetic fixation is used. This is necessary to:
1º.- Avoid the partial detachment of dust by vibrations.
2º.- Avoid turning the container, separating the seam from the heat source.
During the journey through the oven the containers approach – lowering the speed of march – to try to increase the time of stay in the same. The length of the oven is calculated to achieve the proper polymerization of the varnish. During the advance of the container inside it, a rapid increase of the temperature on the metal of the can begins, until arriving at the suitable value and it remains after approximately constant seconds. The values of time and temperature are a function of the type of varnish used. For a polyester varnish, the value of the time at constant temperature would be at least 5 seconds and the temperature approximately 235 ° C. The total travel time inside the oven would be around 12 seconds. The transport of the container – lying on the generatrix opposite to the welding – is usually by belts of special material that withstand the high temperatures or metallic and the contribution of heat is by air heated by gas burners or electrically.
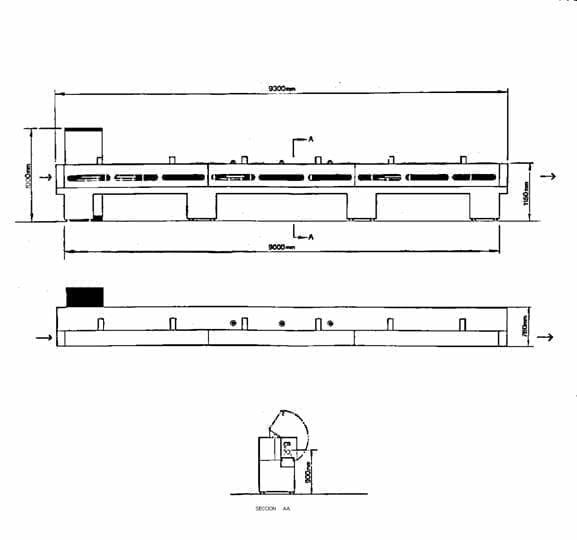
Drawing of induction heating furnace
There are also ovens that work by induction. The heat source is only applied to the varnish area by means of suitably oriented nozzles. At the stove outlet, the containers undergo a cooling – also by air – and an acceleration to separate them and thus facilitate their subsequent handling.
BASIC PARAMETERS TO BE CONTROLLED
To verify a good application of powder coating, the following parameters are usually controlled
– Loading of varnish. Check that the proper amount of varnish has been applied to ensure the correct protection of the weld.
– Polymerization. Check that the components of it, have completed their chemical process with the help of heat, reaching a stable situation.
– Porosity. Confirm if the varnish layer is waterproof.
– Autoclave. Verify if your behavior will be correct in the process of sterilization of the food that will contain the container.
CONTROL TESTS
Loading of varnish.- It is carried out by extracting a pot at the exit of the powder application zone and before polymerizing – before entering the furnace -. The width of the dust footprint is measured with a millimeter ruler, taking care that particles do not fall off. It is weighed on a precision scale and the dust is removed by simple rubbing; it becomes regrettable. The load is obtained by weighing difference.
By simple mathematical calculations the amount of dust per unit area is determined.
Polymerization.- Trim the seam area of a pot after leaving the oven and once cooled. With scissors, cut two triangular pieces of sheet metal on both sides of the area protected by dust. (Figure 1). Fold the upper part of the specimen several times inward until the metal breaks on the outside, taking care not to break the varnish sheet.
Therefore both parts will be joined by the polymerized powder. (Figure 2) Support the larger part on a flat surface by firmly fixing it with one hand. The rebarnizada area should be up. With the other hand, pull sharply the other piece backwards, with an approximate angle of 60º and in the direction of the seam. (Figure 3). In the lower part, the length of the varnish protection torn off is measured. It must not exceed 2 or 3 mm. (Figure 4) If the body of the container has a full inner varnish applied, this value may increase slightly, due to the lower adhesion between both.
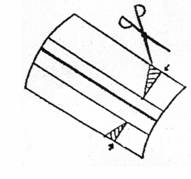
Figure 1 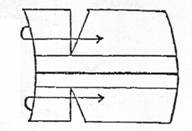
Figure 2 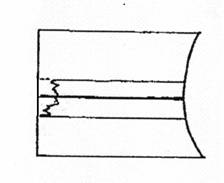
Figure 3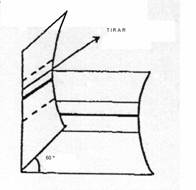
Figure 4
Porosity.- Any of the usual tests used to control the porosity of a varnish can be used, such as:
– Immersion of the area protected by the powder in a bath of a solution of copper sulphate in dilute hydrochloric acid.
– Use of any industrial porosity test equipment. (Passage of a milliamp current to 6 V in a copper sulphate solution). In other works on this website, this type of evidence is dealt with in greater detail.
No attack points should appear. This test will be done after cordoning off the body in case of containers of this type, as it is when there is a greater risk of varnish fracture and therefore of porosity.
Autoclave. – Submit the bodies to an autoclave process for 90 minutes at 121º C. Then, the test described for the polymerization control is carried out again. In this case the maximum allowance tear is about 20 mm.
The frequency of these tests can be once per work shift, or each time a change is made in the production (format, order, material …) or a new adjustment of the application equipment.
For the outer protective varnish of the side seam, the same control tests are applied, with the exception of polymerization, which is replaced by water absorption.
 CHARACTERISTICS OF THE ELECTROSTATIC SEWING POWDER
CHARACTERISTICS OF THE ELECTROSTATIC SEWING POWDER
 quality control in the manufacture of metallic containers
quality control in the manufacture of metallic containers
 Tin cans for milk powder
Tin cans for milk powder
 INTERIOR VARNISH LOAD IN ELECTRIC WELDING
INTERIOR VARNISH LOAD IN ELECTRIC WELDING
 WELDING IMPROVEMENTS
WELDING IMPROVEMENTS
 LINE FOR BEVERAGE CANS “THREE PIECES”
LINE FOR BEVERAGE CANS “THREE PIECES”
 PACKAGING TWO PIECES DWI
PACKAGING TWO PIECES DWI
 DESIGN AND DIMENSIONED OF LITHOGRAPHY AND VARNISHES
DESIGN AND DIMENSIONED OF LITHOGRAPHY AND VARNISHES
 CEMENTS FOR SIDE SEAMS
CEMENTS FOR SIDE SEAMS
 VARNISHES – (2nd part)
VARNISHES – (2nd part)




0 Comments