
SUMMARY
It is possible to manufacture good beverage cans in a three-piece line designed specifically for it. In this work the same and its main characteristics are described.
INTRODUCTION
It seems counterintuitive to talk about “three-piece” cans for beverages, when the market has long adopted the technique of “two-piece DWI” packaging for soft drinks and beers, but there is no such contradiction. We explain: it is clear that for markets of large volumes, such as beer and cola, the appropriate packaging is the “two pieces” type, but there are certain products that in the form of soft drinks – “sangrias” of wine, horchatas … – non-cold drinks – like coffee – can demand a differentiated format to the classic one for beers and tails, either for capacity or for image. These markets do not justify the tremendous investments implicit in the construction of a line with the DWI technique. In these cases is perfectly indicated the use of a line type “three pieces” specialized in the quality drinks. This is possible, but it requires a series of precautions in relation to a conventional line, some of which we will try to define in this work.
In the same we will spend almost in terms of the specifications of the boat to be manufactured as varnishes in plane, boards, format, stockings, closing, etc., because they will be the subject of another article at the time. Now we will focus on the necessary equipment that forms the line, its characteristics and certain actions to be taken on the line.
BASIC TEAM
The purpose of this work is not to describe the function of each one of the machines that make up a line for three-piece cans destined to the manufacture of beverage cans. It is understood that readers know this technique enough to allow us to dispense with its description.
A facility of this type to manufacture at a moderate rate, such as 600 cans / mi, can be formed by the machines listed below. For each one of them we will indicate the basic property that must be fulfilled in this case and we will put some concrete example, although there are always other equally valid solutions offered by the market of commercial equipment.
-1º.- Robust automatic double shear , with carbide blades. Equipped with feeder of packages at the entrance, and of with automatic union to the exit towards the welder. Must be a cutter with high precision and cutting quality.
-2º.- Welder of bodies: The suitable equipment will be the one that works with a minimum of superposition in the seam and a good quality welding, exempt of expulsions and metallic projections
-3.- Internal rebarning equipment of the welding. Liquid or powder varnish can be used, in any case for aesthetics it is advisable to use a golden color, so that it will fade when applying the entire interior varnish. The cover must be excellent, not allowing exposure of metal in the rebarnizada area.
-4.- External rebarn welding equipment . With application of colorless liquid varnish preferably by roller. It can also be applied by brush
-5.- Furnace for drying seam coating varnish . With a generous length and heat application in a way that allows a comfortable temperature / time graph for the curing of varnishes.
-6.- Flange or reducer of diameter of both ends. Working system by buffer, reliable, and of good quality of tooling. Preferably with vertical work design to allow the displacement of the can body in this position. Due to the strong reduction in diameter at the ends, it is necessary to make this reduction in two or more stages, thus requiring two notches working in series.
-8.- Seamer : Very reliable and high quality closure
-9.- Necking group, flanger, seamer. Nowadays it is more practical to replace the three previous machines (6, 7 and 8) by a modular group that encompasses all three, which greatly simplifies the installation, since it saves space, packaging transport equipment between machines and cost of the installation.
-10.- Sealing tester. It is very convenient to equip the line with a tester for leak detection. They are based on different principles: light, pressure, vacuum …
-11.- Total interior rebarnized bank . By static or mobile spray nozzles.
-12.- Oven for curing the varnish of interior full rebarnized . Mesh oven with good packaging stability and reliable temperature / time plot.
-13.- Palletizer. Automatic operation, high pallet height (tall pack) and strapping with “compression pack”.
-14.- Transport system: magnetic transporters and elevators. They must move the cans carefully, not causing damage due to bumps, falls, accelerations …
RECOMMENDATIONS
In a somewhat generic and without a preconceived order we will give some basic recommendations so that the imaginary line of our study works properly.
Tinplate: the tinplate suitable for the manufacture of bodies can be of the double reduced type and of low caliber. Being packaging for beverages, they will not withstand high sterilization processes. Neither will be subjected to internal vacuum, since the general practice is that in the filling is supplied with a gas inside (carbon, nitrogen, etc.), therefore always have a certain internal pressure.
A good specification can be tinplate thickness 0.15 or 0.16, tin coating 2.8 / 2.8, double reduced DR550. The direction of grain (direction of rolling) must be C, that is, parallel to the base of the can, – see figure # 1 – this will eliminate problems of flat facets, irregularity in the overlap for welding, cracked tabs, etc.
Cutting: As already indicated, the cutter must be a machine with excellent cutting quality. The burrs must be minimal, and positioned towards the interior of the lateral weld. See figure No. 1. In this way, the risk of them emerging on the overcoating varnish will be avoided. The maximum cutting tolerances will be:
– Maximum burrs: 0.02 mm
– Maximum unbalance (height and development): 0.06 mm. in 100 mm.
– Development (tolerance): + 0.05 / -0.00 mm
– Height (tolerance): + 0.05 / -0.05 mm
Figure nº 1: Cutting of a body
Welding of the body: It must be done in a high quality machine, with a minimum overlap loss, to ensure that the projection of the same is very small. This will minimize the risk of metal exposure, which is the maximum danger that this type of packaging can present.
On a dimensional level, the soldiers must meet these requirements:
– Loss of overlap. Less or equal to 0.4 mm +/- 0.1
– Side seam thickness (E): 1.4 e <E <1.6 e
– Internal diameter of the body (tolerances): +/- 0.05 mm
– Maximum disparity: 0.20 mm
Disparity means the projection of the edge, at the end of the weld, caused by not being perfectly flush with the sides of the body once it has been rolled up.
Figure 2 shows the disposition of the bodies in the welder’s warehouse. The text reading direction of the lithograph indicated is valid for closing the bottom on the back of the body (according to its direction of advance in the welder)
Figure 2: Positioning the body in the welding machine
To obtain adequate welding, the machine must have a double cooled pulley. In the works published on this website about electric welding, in particular “Improvements in the circuit of copper wire in welding machines” and “Commas in welding and its micrographic control”, a series of very valid criteria are given to improve the quality of welding, an issue that is especially important for this type of packaging.
Once again we will insist that the presence of metal ejections and projections inside the body, outside of the welding, suppose an exposed metal and therefore a very serious defect for the beverage cans. It is true that with the rebarnized later in the seam and in the totality of the interior of the body, this defect can be ignored, but if the particles are of a certain size, its covering is not safe.
Rebarnized of the seam : The first precaution to take to ensure a correct rebarnized, is the application of nitrogen gas during welding. Its presence eliminates the oxygen on the point of welding, at the time of the same. Therefore oxidation of iron is excluded. The absence of iron oxide on the seam is essential to ensure a good adhesion of the welding protection varnish, both inside and outside.
It is possible to opt for an internal powder or liquid coating, for consistency with the subsequent total coating which is liquid, perhaps in this case it is preferable to use a liquid varnish in the inner refinishing of the seam. In this way you can use more compatible varnishes in your application and baking.
The following table summarizes the most used liquid varnishes and their main application data.
| VARNISHED LIQUID SIDE SEWING | ||||||||
| Varnishing | Oven | |||||||
| Use in sewing |
Kind varnish |
Content solids |
Pressure pumping Kg / cm2 |
Temperat. application |
Viscosity (Ford 4) |
Useful load mgr / m linear * |
Temperat. baked |
Weather min. baked |
| Inside | Organosol | 47% | 25 – 30 | 30º C | 16 – 22 “ | 100-110 | 370º C | 15 seg |
| Exterior | Vinyl | 12% | 25 – 30 | 40º C | 14 – 18″ | 30 – 40 | 380º C | 15 seg |
| * Measurement in a width of 5 mm | ||||||||
The liquid varnish is applied by spray gun, mounted on an arm that is an extension of the welding. Figure 3 shows the adjustment dimensions. The varnish trace should have a width of about 12 mm, which is achieved by positioning the nozzle about 25 mm below the seam. The nozzle is driven by a can presence detector located at least 100 mm ahead of it.
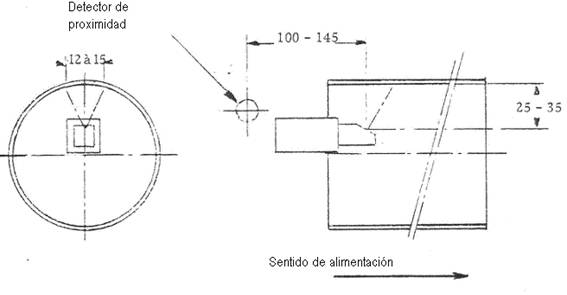
Figure No. 3: Adjustment of the liquid interior splash nozzle
Filed: On this point we refer you to the work “ENVASES ENTALLADOS”, published on this website. What is indicated in it for cans tin cans, is applicable to this case. A strong reduction in diameter is used in beverage cans, a technique that in 2-piece packages reaches from bodies of diameter 65 to caps 52. In the three-piece technique, this reduction can not be reached, but progressively making it in several operations is possible reach significant reductions, at an average of about 3 to 4 millimeters per reduction.
To exemplify a specific case, figure 4 shows the simple reduction of one end of a body with a diameter of 65 to 63 mm, using a tampon tooling. It is a simple sample, but it marks how to act.
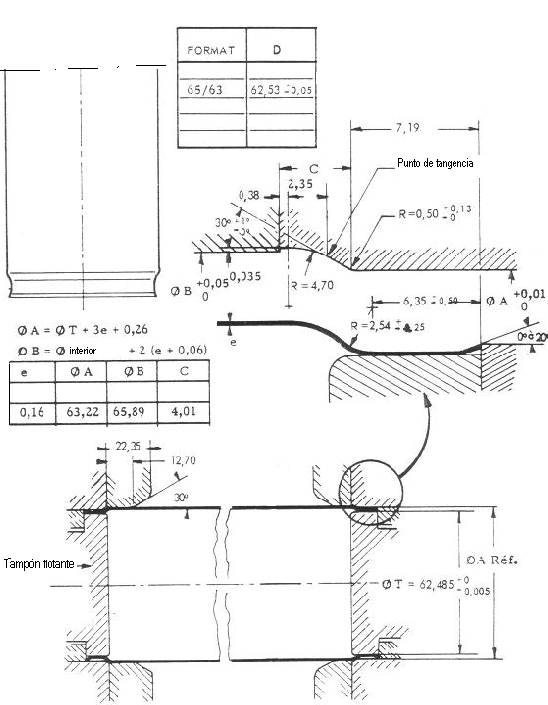
Figure nº 4: Filling by a body buffer
Defacing: This operation must be carried out with a device that works with “needle” tooling – spin flanger -. It is the only way to work with reduced double thin tinplate without the problem of cracked eyelashes.
In drawing no. 5 the shape of a needle is shown, of the several that form part of each flange head. The number of them depends on the diameter of the can. They can work with motorized or simply crazy movement. The results are more effective in the first case.
Figure nº 5: Detail of a “spin” and measurements for day. 65
The values of the box are for a 65 mm diameter box without notches and are given by way of example, since this technique of flanging can be used for both straight and notched cans.
Closure: The easy-open caps used in “three-piece” cans can be of the same type as those used for DWI cans – 2 pieces – although it is not easy to use the same diameter if it starts from the same body size, therefore the notching is more limited, so the normal is to use covers for 3 pieces larger than for 2 pieces.
The bottoms can be of an intermediate diameter between the lid and the body, thus allowing the stackability. For them they use a special profile suitable to work always under internal pressure. An example of them is shown in figure 6. It is a diameter 62 bottom valid for can 65 notched to 62 on its bottom side and 57 on its lid side. Its profile is slightly concave, with an expansion jonquil. This shape gives it elasticity to compensate well for the internal pressure. The dimensions of this background appear in millimeters and in parentheses in inches.
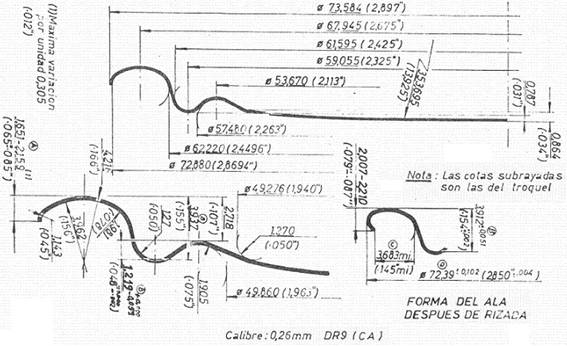
Figure nº 6: Bottom profile for three-piece beverage packaging
An important detail for this type of ends, also usable in the easy opening cover, is the way to apply the rubber seal on its wing. The same can be seen in figure 7. The difference, in relation to a bottom for conventional preservation, is in the height at which the rubber should reach in the wall of the tray. The compound rises more than in the classic bottoms, until reaching the radius of the base of the tank.
The purpose of this way of gumming is to protect the varnish from the internal wall of the bowl. This area is the one that suffers most during the formation of the bottom, often producing light varnish fractures, caused by the stretching that suffers during the drawing. By their form they receive the qualification of “lines of music”, to resemble a pentagram. If the rubber gasket is covered over this area, we will avoid exposed metal, a fundamental objective in any can intended for beverages.
The values that define the position of the compound are the following:
For easy opening lids (deep bucket)
A = 5.6 mm
B = 4.0 mm
For ends with conventional bucket
A = 2.4 mm
B = 1.6 mm
Figure nº 7: Gumming area in a beverage bottom
For the characteristics of the closure of the cover or background we refer to the works on closures already published.
Rebarnized interior total : This operation, which is specific for beverage cans, requires particular attention. With it, the entire can is covered internally, including the bottom, with a new varnish. Thus, a second layer of varnish is obtained, on the one applied in the plane and on that of the welding, covering any small scratch or damage produced during the manufacture of the can. The application is made on a battery of rebarnizedras machines mounted on a common bank. Several are required, because their individual cadence is lower than the other machines of the line, and also, because it is necessary to stop with some frequency each one of them for a deep cleaning, and thus eliminate varnish contaminations to the outside of the can. For this reason and in order not to stop the line while the cleaning is being carried out, there must be at least one overcutting agent in excess, and thus, proceed with a cleaning of each of them.
The rebarnized is completed with a baking of the varnish in a furnace that receives the packages in mass.
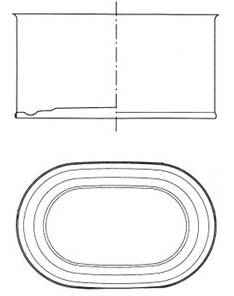
Palletizing: The packers usually demand a palletization to double height, to simplify the maintenance and transport. To give it solidity, a vertical compression is applied to the load, maintaining it by means of straps that rest on top of a frame usually made of wood. See figure # 8.
Figure nº 8: Palletized beverage cans
 internal coating on aluminium beverage cans
internal coating on aluminium beverage cans
 FORMING PROCESSES IN AN ALUMINIUM BEVERAGE CAN PRODUCTION LINE
FORMING PROCESSES IN AN ALUMINIUM BEVERAGE CAN PRODUCTION LINE
 Food and Beverage Metal Cans Market by Internal Pressure Grade
Food & Beverage Metal Cans Market By Type
Food and Beverage Metal Cans Market by Internal Pressure Grade
Food & Beverage Metal Cans Market By Type
 Seaming tooling for beverage cans
Seaming tooling for beverage cans
 INCIDENCE OF A LINE DESIGN IN YOUR PRODUCTIVITY
INCIDENCE OF A LINE DESIGN IN YOUR PRODUCTIVITY
 CAN LINE “TWO PIECES DRD”
CAN LINE “TWO PIECES DRD”
 PRODUCT TECHNICAL SHEET: CANS “THREE PIECES”
PRODUCT TECHNICAL SHEET: CANS “THREE PIECES”
 PACKAGING TWO PIECES DRD
PACKAGING TWO PIECES DRD




0 Comments