
We list some of the typical defects that occur in the tapping of covers and backgrounds, some of their possible origins, and ways of solving them. We will refer exclusively to the operation carried out on the press, without going into those that may appear on the curling iron, gumming, oven and packaging.
It is not a matter of detailing all the possible failures, which would be unlimited, but of stating the most typical ones, detectable by observation, which suppose a serious defect that may have transcendence in the use of said covers, and th at are basically related to the operation of tapping of covers.
To be clear to what we are referring to we designate in the drawing # 1 the names that we will use of the affected points of the cover
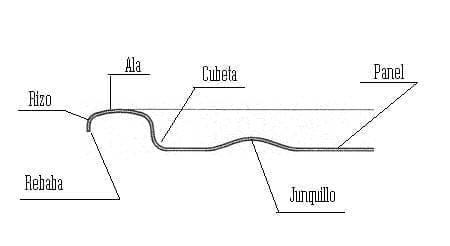
Drawing nº 1: Designation of key points in a cover.
We also list the different pieces of a die with its corresponding name, to avoid confusion in the designations of these pieces in the comments that follow. In drawing no. 2, the section of a die and its parts are listed very schematically
Drawing nº 2: Schematic section of a die with the pieces that form it
- Punch holder
- Punch
- Punch shoe
- Stripper or ejector ring
- Center of punch
- Blade
- Presser ring
- Matrix center
- Interior matrix center
- Footprints or clipping punch
- Spider
1º.- REBABAS
Burrs may appear on the outer edge of the curl. This defect hinders a good closing of the lid and reduces the useful life of the 1st closing operation routines.
Origin :
The burr is produced by a defective cut of the material. In it are involved the punch and the blade of the manufacturing matrix.
Causes and solutions:
– A: If the die is of the “air mounting” type – that is, without guide columns – the problem may come from a poor assembly of the punch and die assembly. They have not been mounted in the press properly aligned and centered. It is necessary to repeat the assembly, carefully reviewing its centering. If the tool is guided, it will hardly be because of this problem, if the die has been adjusted correctly in the workshop.
– B: Bad condition of the punch lip. Your cutting edge may be worn. Maintenance is required. See work:
– Punches: construction and maintenance
– C: The cutting edge of the blade has been rounded by excessive wear after a prolonged period of work. You have to proceed with its maintenance, or replacement. See work:
– D: Incorrect fastening of the tinplate – or other material – by the stepper – also called a trimmer. Check the condition of your springs – or o-rings if it is pneumatic – checking that your pressure at the time of cutting is uniform and sufficient.
2º.- STRETCHING ON THE CURL OR EDGE OF THE WING
Uneven elongations appear at the height of the curl. This defect occurs more frequently in rectangular tapping of covers / bottoms. Causes differences in the height of the bottom hook on the closure.
Origin :
During the die-cutting, the curl is subjected to non-uniform stretching efforts.
Causes and solutions:
– A: Excessive effort made by the ironing ring. Check the setting and condition of the lower pressure system – “spider” -. The pressure can be exerted by springs, rubber or rheumatism.
– B: Bad condition of the inner part of the punch lip. Check if the inner radius of the same is appropriate in its entire environment and if it is i
n turn sufficiently polished.
– C: Incorrect paraffining or lubrication of the material. Verify your distribution.
3º.- WRINKLES IN THE RIZO
Ripples and / or creases in the outer curl of the lid / bottom. These wrinkles may appear at the close
Origin:
The material is not adequately controlled in this area during the die cutting.
Causes and solutions:
– A: The pressure transmitted by the ironing ring is insufficient. Check the setting and condition of the lower pressure system – “spider” -. The pressure can be exerted by springs, rubber or rheumatism.
– B: The angle of the working surface of the presser ring is not correct, and does not correspond to the degrees of the punch lip. Check that both parts have the same angle and within the expected specifications.
– C: Excess of paraffining or lubrication of the material. Verify your application
4º- BREAKS IN THE RIZO
Fissures in the edge of the wing of the lid. Leakage hazard in container closure
Origin:
There may be several origins, related by the incorrect type of material used or improper regulation of the same in its sliding during the die-cutting.
Causes and solutions:
– A: Excessive force from the lower pressure system – “spider” – due to too much hardness or regulation of the elastic means used: springs, rubber bands, compressed air. We must decrease this pressure.
– B: Working surface of the little soft ironing ring. Polish the same.
-C: Interior of the punch lip in poor condition. Your radio may be small. Review, put in specifications and polish the same
– D: Outside radius of the sparse matrix center. Redo and polish.
– E: Excess thickness of the tinplate. Change the material
– F: Excess of temper in tinplate. Change the material
– G: Presence of burrs in the cut. See point # 1
– H: Presence of small wrinkles in the curl. See point 3
5º.-BREAKS IN THE AREA OF THE CUBETA
Rajas or tears in the wall of the bucket, its radius or adjacent area. Generates difficulties in the seamer and leaks in the closure
Origin
Also in this problem can originate several, linked to the quality of the tin plate and the construction of the die.
Causes and solutions:
– A: Excess temper in the tinplate for the planned drawing. Change the material
– B: Excess thickness of the tinplate, not allowing its sliding between the pieces of the die. Change the material
– C: Defect of play between the diameter of the punch center and the inner diameter of the center of the die. It can be due to excessive thickness of the tin plate or poor design of the die
– D: Inside radius of the center of small matrix, badly polished or damaged – marks, small nicks, etc. -. Review or redo this radio or change the piece.
– E: Lack of sufficient play between the pieces that form the reeds and gradients – inside of the centers of punch and matrix – preventing the smooth sliding of the material. Check design, measurements and degree of polishing of these parts.
– F: Small radii in the pieces that form the reeds and gradients, by design or inadequate machining. Verify and correct.
6º.- BORDE DEL RIZO LEVANTADO
The curl of the lid is not vertical, presenting a certain angle of inclination towards the outside. Induces problems in the lid hook in the closure.
Origin :
For various reasons, the play between the inner face of the lip of the punch and the external face of the matrix center is excessive.
Causes and solutions:
– A: Low thickness of the tinplate. Change material
– B: Outside diameter of the matrix center with few measures due to wear, or failure of machining or design. Change the piece.
– C: Inside diameter of the lip of the large punch measures by wear, or failure of machining or design. Proceed to its maintenance.
– D: Scarce career of the press. There would also be a shortage in the height of bucket and gradients. Adjust travel of the press carriage.
7º.- DIFFERENCE OF HEIGHT
Presence of zones in the curl and bucket with different height than the rest in the same lid. It affects the closure
Origin:
Several, related to the state of the press, adjustment of the die and its state.
Causes and solutions:
– A: Lack of parallelism between the car’s face and the press table. Apply maintenance program in the press.
– B: Unequal stress exerted by the pressure ring. It can be caused by different reasons:
o Differences of equidistance between the base of the presser ring and its work surface, ie the diameter of the base of the truncated cone of the working surface of this piece is not parallel to that of the base of the same. Check and redo parallelism
o The working surface of the ironing ring is irregular, partially dirty, scratched or worn … Polish again.
o or “Spider” pressure rods with slight difference in height, bent, beaten, etc. Also because some of them have loosened in their accommodation. Eliminate defective and rectify all to the same dimension with precision.
– C: Deficiency in the punch as:
o The punch is not square with its base plate, or its seat on it is not correct for burrs, dirt, etc. Check and correct
o The radius of the lip of the punch is not uniform throughout its perimeter. Redo radio
– D: Assembly or machining errors in parts, such as:
o Lack of concentricity between the inside diameter of the punch lip and the outside diameter of the center of the die. Determine the origin of the defect – which may come from these same pieces or their accommodations -, and correct.
o Variation in the clearance between the outer wall of the center of the punch and the inner face of the punch lip. That is, the center of the punch is not concentric with the inside face of the punch lip. Determine the origin of the defect and correct.
– E: Various factors such as:
o Non-uniform lubrication
o Variation in the thickness of the material: Tinplate or others.
 DIE FOR ENDS
DIE FOR ENDS
 TAPAS TWIST-OFF.- FORMATION OF CURL AND NAILS
TAPAS TWIST-OFF.- FORMATION OF CURL AND NAILS
 DIE FOR EMBUTITION PACKAGING
DIE FOR EMBUTITION PACKAGING
 TYPES OF PUNCHES: DESIGN AND MAINTENANCE
TYPES OF PUNCHES: DESIGN AND MAINTENANCE
 TOOLS FOR PLUGS Paint containers
TOOLS FOR PLUGS Paint containers
 TOOLS FOR RING LID Paint containers
TOOLS FOR RING LID Paint containers
 SPECIAL DIE FOR ENDS WITH INCORPORATED CURL
SPECIAL DIE FOR ENDS WITH INCORPORATED CURL
 CONTROL OF ENDS IN DIE
CONTROL OF ENDS IN DIE
 DETERMINATION OF THE COURT FROM A ENDS
DETERMINATION OF THE COURT FROM A ENDS



0 Comments