
Es gehtnicht darum, alle möglichen Fehler beim Stanzen von Verschlüssen aufzuzählen, was unbegrenzt wäre, sondern die typischsten, durch Beobachtung feststellbaren Fehler zunennen, die einen schwerwiegenden Fehler vermuten lassen, der sich auf die Verwendung dieser Verschlüsse auswirken kann, und die grundsätzlich mit dem Stanzvorgang zusammenhängen.
Um klar zu machen, worauf wir uns beziehen, bezeichnen wir in der Zeichnung Nr. 1 die Namen, die wir für die betroffenen Punkte des Deckels verwenden werden.
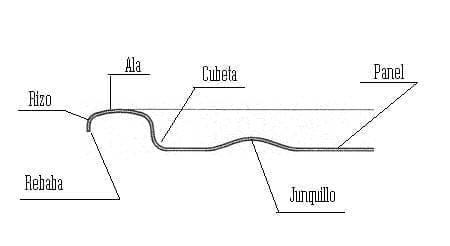
Zeichnung Nr. 1: Kennzeichnung von Schlüsselpunkten auf einem Deckel.
Wir führen auch die verschiedenen Teile eines Stempels mit ihren entsprechenden Namen auf, um Verwechslungen bei den Bezeichnungen dieser Teile in den folgenden Kommentaren zu vermeiden. In der Zeichnung Nr. 2 zeigen wir in sehr schematischer Weise den Schnitt einer Matrize und die Nummerierung ihrer Teile.
Zeichnung Nr. 2: Schematischer Schnitt einer Matrize mit den Teilen, die sie bilden.
1.- Stempelhalter 6.- Klinge
2.- Locher 7.- Bügelring
3.- Unterlegscheibe 8.- Mitte der Matrize
4.- Auswerfer oder Auswerferring 9.- Innere Matrixmitte
5.- Stanzzentrum 10.- Stanz- oder Beschneidezentrum
11.- Spinne
1º.- REBABAS
An der Außenkante der Locke können Grate auftreten. Dieser Defekt behindert ein gutes Schließen des Deckels und reduziert die Lebensdauer der 1. Schließvorgang-Routinen.
Herkunft:
Der Grat wird durch fehlerhaftes Schneiden des Materials verursacht. Es handelt sich um den Stempel und das Messer der Fertigungsmatrize.
Ursachen und Lösungen:
– A: Wenn die Matrize vom Typ „Luftmontage“ ist – d.h. ohne Führungssäulen – kann das Problem von einer schlechten Montage der Stempel- und Matrizenbaugruppe kommen. Sie wurden nicht richtig ausgerichtet und zentriert auf die Presse montiert. Es ist notwendig, die Montage zu wiederholen und dabei sorgfältig die Zentrierung zu überprüfen. Wenn das Werkzeug geführt wird, wird es kaum an diesem Problem liegen, wenn die Matrize in der Werkstatt richtig eingestellt wurde.
– B: Schlechter Zustand der Stanzlippe. Ihre Schneide kann abgenutzt sein. Eine Wartung ist erforderlich. Siehe Arbeit:
– Stanzen: Konstruktion und Wartung
– C: Die Schneide der Klinge hat sich durch übermäßigen Verschleiß nach langer Betriebszeit verrundet. Sie müssen gewartet oder ausgetauscht werden. Siehe Arbeit:
– D: Falsches Einspannen des Weißblechs – oder anderen Materials – durch den Banderolierfuß – auch Trimmer genannt. Überprüfen Sie den Zustand der Federn – oder der O-Ringe, wenn es sich um ein pneumatisches Gerät handelt – und stellen Sie sicher, dass der Druck im Moment des Schneidens gleichmäßig und ausreichend ist.
2º.- DEHNUNG AN DER KRÄUSELUNG ODER AM RAND DES FLÜGELS.
Ungleichmäßige Verlängerung der Lockenhöhe. Dieser Fehler tritt am häufigsten bei rechteckigen Ober-/Unterteilen auf. Verursacht Unterschiede in der Höhe des unteren Hakens am Verschluss.
Herkunft:
Beim Stanzen von Deckeln und Böden wird das Frottee durch ungleichmäßige Dehnungsspannungen belastet.
Ursachen und Lösungen:
– A: Übermäßiger Kraftaufwand des Bügelrings. Prüfen Sie die Einstellung und den Zustand des unteren Drucksystems – „Zahnkranz“ -. Der Druck kann durch Federn, Gummibänder oder rheumatisch ausgeübt werden.
– B: Schlechter Zustand der Innenseite der Stanzlippe. Prüfen Sie, ob der Innenradius desselben rundum ausreichend ist und ob er ausreichend poliert ist.
– C: Falsches Wachsen oder Schmieren des Materials. Prüfen Sie Ihre Verteilung.
3º.- FALTEN IN DEN LOCKEN
Kräuselungen und/oder Falten in der Außenkräuselung des Ober-/Unterteils. Diese Falten können beim Schließen auftreten
Herkunft:
Während des Stanzens von Deckeln und Böden wird das Material in diesem Bereich nicht richtig kontrolliert.
Ursachen und Lösungen:
– A: Der vom Bügelring übertragene Druck ist nicht ausreichend. Prüfen Sie die Einstellung und den Zustand des unteren Drucksystems – „Zahnkranz“ -. Der Druck kann durch Federn, Gummibänder oder rheumatisch ausgeübt werden.
– B: Der Winkel der Arbeitsfläche des Bügelrings ist nicht korrekt und stimmt nicht mit den Graden der Stanzlippe überein. Prüfen Sie, ob beide Teile den gleichen Winkel haben und innerhalb der Spezifikationen liegen.
– C: Übermäßiges Wachsen oder Schmieren des Materials. Überprüfen Sie Ihre Anwendung
4º- BRÜCHE IN DER LOCKE
Risse an der Kante des Flansches des Deckels. Gefahr der Leckage an der Behälterdichtung
Herkunft:
Es kann mehrere Ursachen haben, die mit der falschen Art des verwendeten Materials oder einer unsachgemäßen Regulierung desselben in seinem Gleiten während des Stanzens der Kappen zusammenhängen.
Ursachen und Lösungen:
– A: Übermäßige Kraft aus dem unteren Drucksystem – „Zahnkranz“ – durch zu hohe Steifigkeit oder Einstellung der verwendeten elastischen Medien: Federn, Gummis, Druckluft. Dieser Druck muss reduziert werden.
– B: Die Arbeitsfläche des Bügelrings ist nicht sehr glatt. Polieren Sie es.
C: Innenseite der Stanzlippe in schlechtem Zustand. Ihr Radius kann klein sein. Überholen, in die Spezifikation bringen und polieren
– D: Äußerer Radius des Zentrums der Sparse-Matrix. Überarbeiten und polieren.
– E: Überschüssige Dicke des Weißblechs. Material wechseln
– F: Überschuss an Temperierung im Weißblech. Material wechseln
– G: Vorhandensein von Graten im Schnitt. Siehe Punkt Nr. 1
– H: Vorhandensein von kleinen Falten in der Locke. Siehe Punkt Nr. 3
5º.-UNTERBRECHUNGEN IM SCHALENBEREICH
Risse oder Abrisse in der Trogwand, im Radius oder im angrenzenden Bereich. Erzeugt Schwierigkeiten im Verschließer und Undichtigkeiten im Verschluss
Herkunft
Auch bei diesem Problem kann es mehrere Ursachen geben, die mit der Qualität des Weißblechs und der Konstruktion der Matrize zusammenhängen.
Ursachen und Lösungen:
– A: Zu viel Temperament im Weißblech für die vorgesehene Zeichnung. Material wechseln
– B: Übermäßige Dicke des Weißblechs, so dass es nicht zwischen den Teilen der Matrize gleiten kann. Ändern Sie das Material.
– C: Spaltfehler zwischen Stempel-Mitteldurchmesser und Matrizen-Mittelbohrungsdurchmesser. Es kann an einer zu großen Dicke des Weißblechs oder an einem schlechten Design der Matrize liegen.
– D: Innenradius der Matrizenmitte klein, schlecht poliert oder beschädigt – Flecken, kleine Kerben, etc. -. Überholen Sie diesen Radius oder tauschen Sie das Teil aus.
– E: Mangel an ausreichendem Spiel zwischen den Teilen, die die Sicken und Gradienten bilden – innerhalb der Stempel- und Matrizenzentren -, was das reibungslose Gleiten des Materials verhindert. Überprüfen Sie die Konstruktion, die Abmessungen und den Poliergrad dieser Teile.
– F: Kleine Radien in den Teilen, die die Sicken und Steigungen bilden, aufgrund von unzureichender Konstruktion oder Bearbeitung. Prüfen und korrigieren.
6º.- KANTE DER ANGEHOBENEN LOCKE
Die Wölbung des Deckels ist nicht senkrecht, sondern weist einen gewissen Neigungswinkel nach außen auf. Verursacht Probleme im Deckelhaken am Verschluss.
Herkunft:
Aus verschiedenen Gründen ist das Spiel zwischen der Innenseite der Stempellippe und der Außenseite der Matrizenmitte zu groß.
Ursachen und Lösungen:
– A: Geringe Dicke des Weißblechs. Material wechseln
– B: Außendurchmesser der Matrizenmitte ist aufgrund von Verschleiß, Bearbeitungs- oder Konstruktionsfehler unterdimensioniert. Ersetzen Sie das Teil.
– C: Innendurchmesser der Stempellippe aufgrund von Verschleiß, Bearbeitungs- oder Konstruktionsfehlern größer als gemessen. Fahren Sie mit der Wartung fort.
– D: Seltene Pressekarriere. Es würde auch an Troghöhe und Steigungen mangeln. Stellen Sie den Hub des Pressenschlittens ein.
7º.- HÖHENUNTERSCHIED
Vorhandensein von Bereichen in der Locke und Schale, die eine andere Höhe haben als der Rest im gleichen Deckel. Beeinflusst das Schließen
Herkunft:
Verschiedenes, bezogen auf Pressenzustand, Werkzeugeinstellung und Werkzeugzustand.
Ursachen und Lösungen:
– A: Mangelnde Parallelität zwischen der Schlittenfläche und dem Pressentisch. Wartungsprogramm auf die Presse anwenden.
– B: Ungleiche Belastung durch den Druckring. Sie kann durch verschiedene Gründe verursacht werden:
o Äquidistanzdifferenzen zwischen der Basis des Bügelrings und seiner Arbeitsfläche, d.h. der Durchmesser der Basis des Kegelstumpfs der Arbeitsfläche dieses Werkstücks ist nicht parallel zu dem der Basis dieses Werkstücks. Parallelität prüfen und wiederherstellen
o Die Arbeitsfläche des Bügelrings ist uneben, teilweise verschmutzt, verkratzt oder abgenutzt…Nachpolieren.
o Druck-„Spider“-Stangen mit leichten Höhenunterschieden, verbogen, angeschlagen, etc. Auch weil sich einer von ihnen in seinem Gehäuse gelockert hat. Eliminieren Sie Defekte und schleifen Sie alle auf das gleiche Maß mit Präzision.
– C: Mangel an der Stanze als:
o Der Stempel ist nicht rechtwinklig zu seiner Grundplatte, oder sein Sitz auf der Grundplatte ist aufgrund von Graten, Schmutz usw. nicht korrekt. Prüfen und korrigieren
o Der Radius der Stempellippe ist nicht gleichmäßig über den gesamten Umfang des Stempels. Radio wiederherstellen.
– D: Montage- oder Bearbeitungsfehler in Teilen, wie z. B.:
o Fehlende Konzentrizität zwischen dem Innendurchmesser der Stempellippe und dem Außendurchmesser der Matrizenmitte. Ermitteln Sie die Ursache des Defekts – der von diesen Teilen oder deren Gehäusen ausgehen kann – und beheben Sie ihn.
o Variation des Spiels zwischen der Außenwand der Stempelmitte und der Innenfläche der Stempellippe. Das heißt, die Mitte des Stempels ist nicht konzentrisch mit der Innenfläche der Stempellippe. Ermitteln Sie die Fehlerquelle und beheben Sie sie.
– E: Mehrere Faktoren wie:
o Ungleichmäßige Schmierung
o Materialstärkenvariation: Weißblech oder andere.
 Stanzen von Weißblech
Abdeckungen aus Goldblech
Stanzen von Weißblech
Abdeckungen aus Goldblech
 STERBEN FÜR HINTERGRÜNDE
STERBEN FÜR HINTERGRÜNDE
 KLINGEN FÜR MATRIZEN
KLINGEN FÜR MATRIZEN
 U-FÖRMIGE LINIE FÜR RECHTECKIGE KULISSEN
U-FÖRMIGE LINIE FÜR RECHTECKIGE KULISSEN
 VERPACKUNG VON DECKELN UND BÖDEN
VERPACKUNG VON DECKELN UND BÖDEN
 BODENKRÄUSELUNG AN DER KLEBEMASCHINE
BODENKRÄUSELUNG AN DER KLEBEMASCHINE
 SPEZIALSTEMPEL FÜR HINTERGRÜNDE MIT EINGEARBEITETER LOCKE
SPEZIALSTEMPEL FÜR HINTERGRÜNDE MIT EINGEARBEITETER LOCKE
 KAPPENSTEUERUNG IN MATRIZEN
KAPPENSTEUERUNG IN MATRIZEN



0 Comments