
SUMMARY
The packaging of empty cans, in the manufacturing plants, is a fundamental factor for its proper conservation until the moment of its use. There are several ways to package the cans: in bags, in boxes and through direct palletizing in its different modalities. This work describes each of them, and their constituent elements.
MISSION
The packaging of metal cans has the mission:
– To get the cans in suitable conditions to the recipients.
– Allow handling at the manufacturer and packer’s house in a grouped manner.
– Can store them at high altitudes.
– Prevent the entry of dust, dirt, insects, etc. within them.
– Eliminate losses due to falls, blows, etc.
– Help in the management of stock, to be formed in a constant number of units.
– Allow transportation properly.
Good packaging cooperates in an essential way in the assurance of the total quality of the can, and is a small part of the final cost of the same. Therefore, it is necessary to devote the attention it deserves in the process, and not underestimate its importance.
PACKING CLASSES
Various types of packaging are used within the metal packaging industry:
– In paper bags. It consists of containing the cans in large “kraft” paper bags. It is the most classic. At present its use is marginal. It is used only where it is not possible to use direct palletizing.
– In boxes. In this case the cans are packed in cardboard boxes. It is expensive, and is only used for high-cost cans, which require a very special care. They are also used for metal caps, crown caps and packaging accessories.
– Direct palletization It is the most common method. It is used mainly for cans intended for preserves. They are deposited ordered and in the form of batches – or floors – directly on the wooden pallet, using separators – or intercaladotes – of cardboard enters each batch. The whole is covered by a thicker upper cardboard and wrapped by a pre-stretched plastic film. Sometimes this film is replaced by a cardboard cover, which needs to be tied or strapped.
– Direct palletizing with compression. It is used mainly in the factories of cans “two pieces” for beverages. It is a variant of the previous one, in which the outer wrapper is replaced by a wooden frame, placed in its upper part, of the same dimensions as the cardboard separators. The assembly is subjected to vertical compression from its upper part, and then the assembly is strapped, creating a compact block between the lower wooden pallet and the upper frame. They usually have a double height of a normal pallet. They allow a stack in the warehouses at high altitude.
In the first and second cases, the bags and boxes are also deposited on a wooden pallet to facilitate handling. In all of them, the pallet must have a label stating the fundamental characteristics of the can and the data such as manufacturing order, quantity, batch, date, shift, etc., which will ensure the traceability of the product. It is essential to keep this label in order to be able to identify the cans contained in each pallet, should any incident arise.
Direct palletizing, with or without compression, represents almost the entire production of packaging, so that only to her we will devote more attention.
PAPER BAGS
As already indicated, its use is very limited. It is used in small metal industries and canneries, where palletization has not arrived for various reasons, such as small production volumes, transport difficulties, very cheap labor, etc.
Manufactured in “Kraft” paper, they can be obtained from the reel of this paper and made in the packaging factory itself. Next we describe the manufacture of a bag from a 100 cm coil height. The dimensions of it are: base 64 x 48 cms. height 71 cms. It is a very appropriate dimension, to be able to place 6 units (3 x 2) on a wooden platform.
- a) preparation:
Place a sheet metal table of dimensions 100 x 230 cm, see figure no. 1, on it there will be a mobile table top that can slide vertically by means of guided tubes on steel rounds, see figure no. 1. In the vicinity there will be a side table to hold the cardboard bottoms of the bags The dimensions are indicated in the drawing. The paper roll will also be placed on a coil holder.
Two operators are needed to work on this task, due to the size of the pieces of paper to be handled. They are positioned according to drawing. Pieces of paper of 229 cms are cut from the 1 meter high reel. long. See figure # 2. Place the cut piece of paper on the table and under the table top, and apply glue or rubber on one end, see figure # 2.
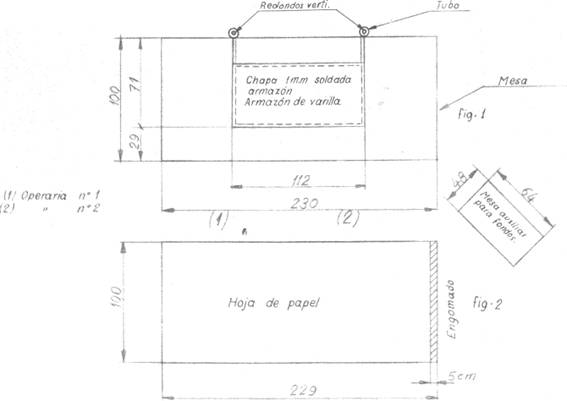
Figure No. 1 and 2: Preparation for the manufacture of paper bags
- B) Folding:
The left part of the paper is folded over the table top and then the right, sticking both parts through the gummed area. See figure nº 3. With this we have formed the lateral part of the bag.
Figure nº 3: Manufacture of paper bags, 1st folding
- c) Formation of the base:
Fold over the table top 29 cm from the bottom, see figure # 4. This part has double paper. Then open this double paper and fold in its lateral ends. See figure nº 5.
Figures 4 and 5: Formation of the base of the bag
- d) Placement of the fund
Apply on a cardboard background in two of its margins. See grated areas of Figure No. 6. Insert the same inside the base and stick its side edges to the bottom in the gummed areas. Apply rubber on the other two margins of the base.
Figure nº 6: Placement of the bottom
- e) Pasting the background
Fold the two adhesive margins and stick them on the cardboard bottom. See figure # 7. We have finished the bag. We can remove it from the table and keep it uncertain unused time, until the rubber dries well.
When these types of bags are filled with cans, it is necessary to place another cardboard similar to the one on the bottom, and fold the flaps over it, sealing it to keep it tightly closed.
Figure nº 7: Pasting the bottom
CARDBOARD BOXES
Figure 8 presents a typical cardboard box of those used for capsules. Once full, they are stacked on pallets for easy handling. Its dimensions must be defined taking into account that:
– Its base must be adapted to take maximum advantage of the measures of the pallet, being therefore its width and long submultiples of its width and length.
– Its height will be defined by the amount of elements that we want to keep in each box.
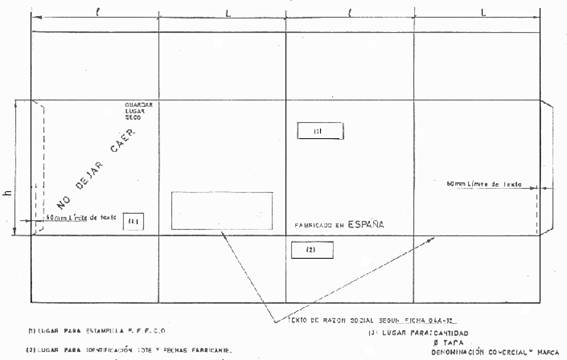
Figure nº 8: Cardboard box for caps caps or caps
The cardboard must be of good quality and meet the same requirements as we will state below for the separators used in direct palletizing.
DIRECT PALLETIZATION
Figure 9 shows a typical way of carrying out a direct palletization of cans for preserving. Before we have described what it is, now we will focus on its various components.
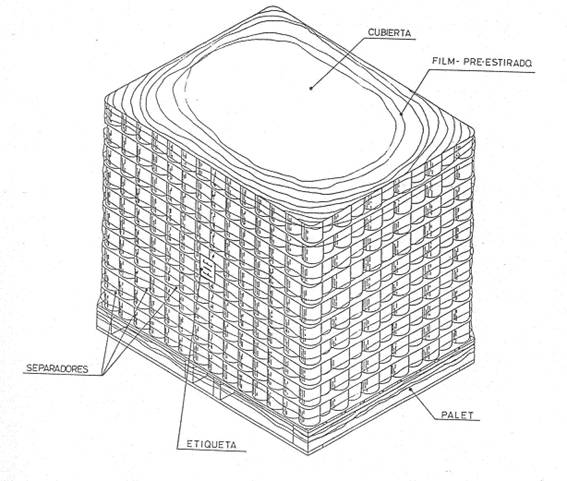
Figure nº 9: Example of direct palletization
A.- Palet.
It serves as the basis for the packaging, on it the cans are deposited in batches or floors. It is equipped with lateral shelters called “entrances” through which the “nails” of the forklift trucks penetrate, thus allowing to be picked up and moved.
Made of wood to give it greater robustness, it can be of the “two entrances” type, made by its larger side or “four entrances”. Its dimensions are practically standardized. In the metal market are usually 1420 mm by 1120 mm, or what is the same 56 “x 44”. In figure no. 10, an example thereof is presented.
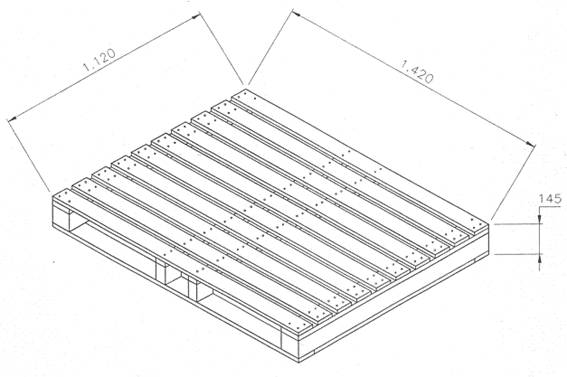
Figure nº 10: Palet of two entrances
Must meet a number of conditions for employment to be efficient:
– Material: Pine wood, brushed, free of important irregularities
– Maximum moisture content of 18%. This prescription is important for a double reason: Do not transmit moisture to the cans that may generate oxidations of them, and avoid subsequent deformations in the wood when dry, they would produce a lack of stability in the whole.
– Wood that contains oils, pitches or other products with characteristic odor will not be used, since they can transmit this odor to the cans.
– Use tips with propeller pitch – or “Solomonic” – in its construction. Although its cutting costs a little, it compensates for a longer life of the pallet by avoiding the loosening of boards during use.
B.- Separators
Elements that are interspersed between batch and batch of cans. They are usually manufactured from:
– Gray cardboard with two “Kraft” paper linings. It is ideal, but it is used very little because of its high price.
– Wavy cardboard micro-wave, double-sided, simple wave type B, with paper covers. It can be for example: “bico-bico-bico”, “bico-straw-bico” or “straw-straw-straw”. It is the most used, for its economy and good results.
From now on we will refer to this second type: It must be made in corrugated cardboard micro-wave, so that its thickness is low and thus avoid that the ends of the cans – tabs and closures – are stuck in it, because if that happens , later during the depalletization, there would be falls of cans, when getting caught in the marks caused in the cardboard.
Figure 11 shows the dimensions of a separator for pallets of dimensions 1420 x 1220. The direction of the corrugation is parallel to the largest dimension. Their corners should be rounded, with a radius of approximately 40 mm. so that they do not stick in the pre-stretched plastic film, producing its break.
Figure nº 11: Separator for 1420×1120 pallet
The basic characteristics of this type of separator are the following:
Thickness: Between 2.5 to 3 mm
Weight: Between 350 to 440 grs / m2
Burst test: 350 Kpa minimum
ECT test: 2.50 KN / m minino
J perforation test: 2.00 minimum
Ph : 7 + 1
Moisture content: Less than 5%
Chloride content, expressed in NaCl: 0.05% maximum
Sulfate content, expressed as Na2SO4: 0.25 maximum
In addition, the paper must be free of rejectable odors and commercially free of asphalts, waxes, dust and residues. It must not present cuts and undulations and moderately resist wear and marking.
C.- Cover
Close the top of the package. It has the same dimensions as a separator, but with greater thickness. It can also be made of corrugated cardboard micro-wave with double cover, but with a grammage exceeding 700 g / m2. The rest of the characteristics are analogous to those of the separators.
D.- Plastic film
The set is finished with a plastic wrap, which must be applied with a device equipped with a pre-stretch of the film, so that the tension generated in it stretches the coating and keeps the load compacted.
This product can be three layer stretchable polyethylene, manufactured from ethylene and octet copolymers, without dyes. Although the use of the appropriate film depends to a large extent on the available application equipment, the packaging to be packed and the transport conditions, the following characteristics can be taken as reference for an appropriate material:
| Features of the FILM | |
| Surface | One-sided adhesive (outer face) |
| Thickness (microns) |
17 |
| Load longitudinal breakage (Kg / cm²) | 596 |
| Load transversal breakage (Kg / cm²) | 423 |
| Elongation at longitudinal break (%) | 510 |
| Elongation at transverse break (%) | 890 |
| Density gr / cm 3 | 0,916 |
| Application | Cans |
| Coil width | 500 mm |
E.- Covers
Another way to cover the whole is by means of a cardboard cover. It is used in manual processes and has the advantage of better protecting cans from shocks and abuse. Figure 12 shows a pallet of rectangular cans for fish, protected with covers. It includes a summary table of the different components of this palletization system.
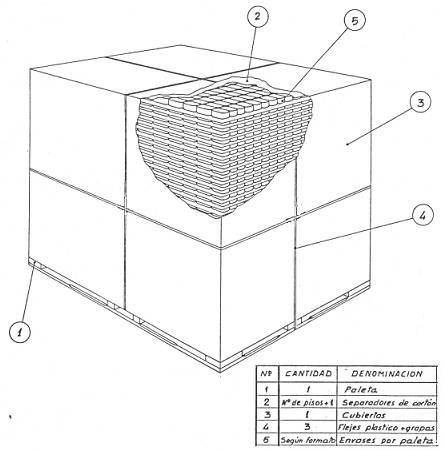
Figure nº 12: Palletized cans with covers
It is a more expensive system, because although they are reusable several times and therefore their amortization in theory can be good, in reality their number of cycles will depend a lot on a good organization of returns between customer to supplier, which is often complicated
Figure No. 13 presents a typical design of these covers. In this case in one piece. Its dimensions are linked to those of the pallet used and the height of the load.
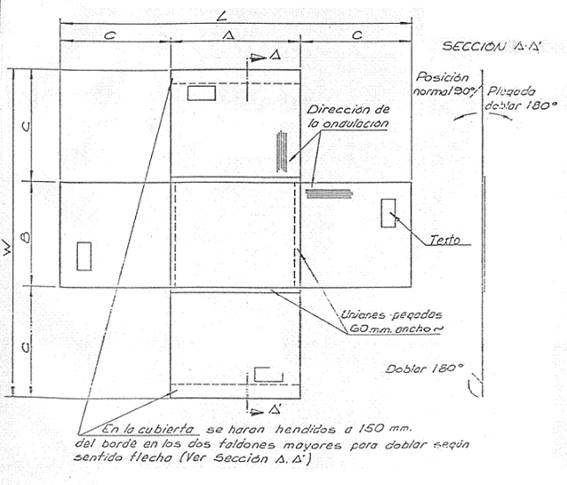
Figure No. 13: One piece cover
Its characteristics must be:
– Raw material: Double-sided corrugated cardboard, channel “B” (168 corrugations / meter)
– Thickness: Approx. 3 mm
– Try “Mullen”: 14Kgr / m2
– Humidity content: 5% maximum
– Chloride content: 0.05% maximum
– Quality: Free of rejectable odors
Once placed on the pallet of boats, they are fixed to it by means of straps, strings or adhesive tapes. The covers, once used, must be folded on their upper side, stacked and protected.
DIRECT PALLETIZATION BY COMPRESSION
Analogous to the previous one as already explained. The differentiating elements are the use of a superior frame, which supports the compression operation, and the strapping. To execute it requires a special compression equipment in the form of a bridge, equipped with a strapping machine. Figure 14 shows a pallet of this type, double height, with the list of components thereof. The wooden pallet and the separators can be of the same type as those indicated in the case of direct palletizing, although in this case the quality must be extreme.
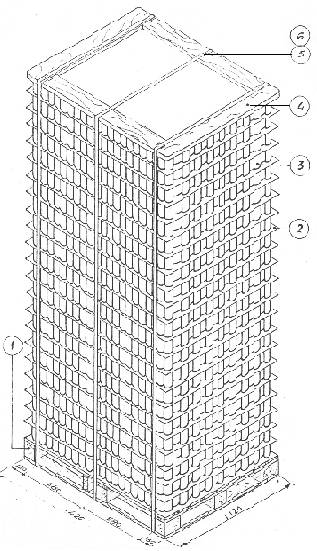
Figure nº 14: Example of direct compression palletization
Framework
It is a rectangular wooden frame, which positioned on the upper part of the pallet, allows forming a “sandwich” of compressed batches of cans, which are kept under pressure by means of strapping. Figure 15 shows a typical frame, with its dimensions and tolerances, for a pallet measuring 1420 x 1120 mm. The table of materials that comprise it is included.
Figure nº 15: Framework for compression palletization
The pine wood with which the framework is usually made to satisfy the following conditions:
– Maximum moisture content = 18%.
– Free of knots greater than 1/3 of the width of the piece.
– Woods with bevels or notches are not acceptable.
– Maximum longitudinal arrow = 1cm.
– No cross arrow.
– Brushed boards to avoid splinters.
Although less, metal frames are also sometimes used. In this case they are made of angle, either of normal profiles or of bent sheet. In this way they always have a vertical face on which the fastening strap is bent. Figure No. 16 defines a frame made of laminated normal-angle profile – PN 40 x 65 x 5 mm. The larger side goes on the horizontal side of the frame.
Figure nº 16: Metal frame of PN
Figure 17 shows another variant of the same type of frame, made in this case folded sheet, smaller sides than the previous.
Figure nº 17: Metallic frame of folded sheet
In both examples, the steel must always be treated with a primer and subsequent paint to protect it from oxidation, which in no case should be transferred to the cans.
QUANTITY OF PACKAGES BY PALETTE
The number of cans that fit on a pallet in the case of direct palletizing depends on three factors:
– Format of the can
– Dimensions of the pallet used
– Height or number of packaging floors. It is closely linked especially with the used transport vehicle. In the case that this is a truck, it will depend on the height of your platform and the maximum height allowed by the Traffic Code of the country in question. It also depends on the capacity of the paltizer and depalletizers used by the manufacturer and suppliers and the free heights of the warehouses.
In the beverage packaging market, the use of double-height pallets is common, while in the case of canning it is of simple height.
Starting from a pallet of 1420 x1120 mm, the number of beverage cans, in diameter 65 mm, contained per floor is 389 units, (10 rows of 20 packages + 9 of 21 alternations). The number of floors usually ranges from 18 to 22.
The following table summarizes the amount of canned cans of different formats that fit on a pallet of the same size.
These quantities are calculated to be able to stack two pallets on the platform of the truck.
In other articles we will treat the packaging of the covers / funds and the return of packaging. Theme this last more important than at first glance seems.
 Cylindrical cans for coffee packaging
Cylindrical cans for coffee packaging
 RETURN OF PACKAGES
RETURN OF PACKAGES
 INCIDENCE OF A LINE DESIGN IN YOUR PRODUCTIVITY
INCIDENCE OF A LINE DESIGN IN YOUR PRODUCTIVITY
 MANUAL DEPALLETIZER OF PACKAGING
MANUAL DEPALLETIZER OF PACKAGING
 COMPRESSION PLATES FOR SEAMERS
COMPRESSION PLATES FOR SEAMERS
 MANUFACTURE OF SHAPED PACKAGING BODIES
MANUFACTURE OF SHAPED PACKAGING BODIES
 LINE FOR PACKAGING “PARTY”
LINE FOR PACKAGING “PARTY”
 PACKAGING IN SMALL LINES OF EMBUTITION PACKAGING
PACKAGING IN SMALL LINES OF EMBUTITION PACKAGING
 PACKAGING OF COVERS AND ENDS
PACKAGING OF COVERS AND ENDS
 BULK PACKAGING TIN
BULK PACKAGING TIN




0 Comments