
In canning factories, it is normal to have semi-automatic or automatic depalletizing equipment, which moves the cans from the full pallet received from the metal, to the packaging line. In low speed filling installations, it is not always profitable to install these depalletizing equipment. Even more if the use is not continuous, if frequent for lines of products of little circulation.
For these cases it is convenient to prepare a simple system, which allows to do this task efficiently, and with very little investment. In this paper we describe several possibilities to carry it out.
1º.- Single row fork or frame
-1.1 .- Round cans: Two different types of forks can be prepared, by means of which, an operator can take a complete row of cans from a pallet.
With this tool, you can do 6 to 7 cycles per minute, which is equivalent to depalletizing 145 cans / minute in 52 mm diameter, and up to 80 cans / minute in case of 99 diameter.
-1.1.1.- Drawing No. 1 shows a first type of wooden fork, single row, with its constructive measures.
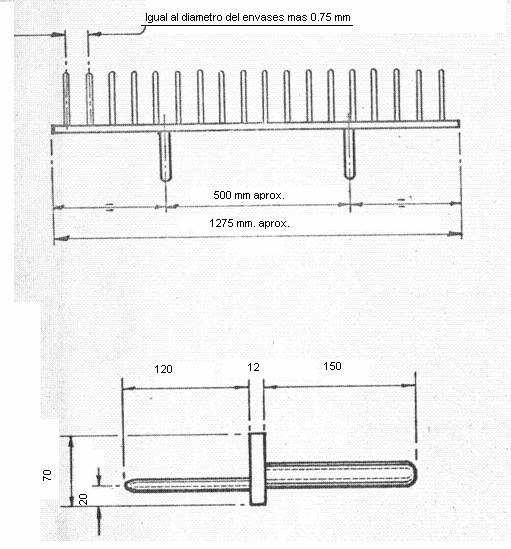
Drawing nº 1: Wooden fork (measures in millimeters)
In drawing no. 2, the way to operate with it is shown. As you can see, the installation is very simple and cheap.
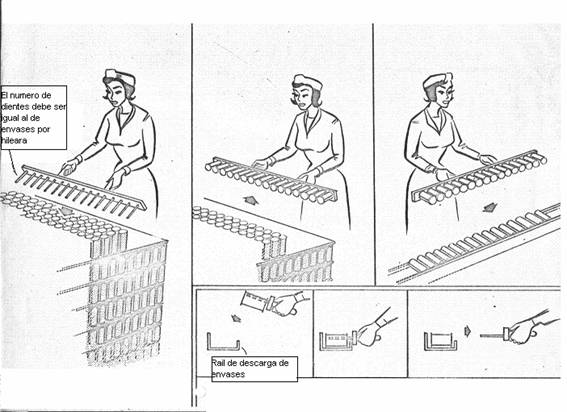
Drawing nº 2: Way of operating with wooden fork
It is especially useful in the case of cans of a certain height, which allow them to be picked up easily. The operator must have some skill in handling the instrument, but it is acquired with practice.
-1.1.2.- In drawing no. 3, the second type of single row fork or frame is detailed. In this case it is magnetic.
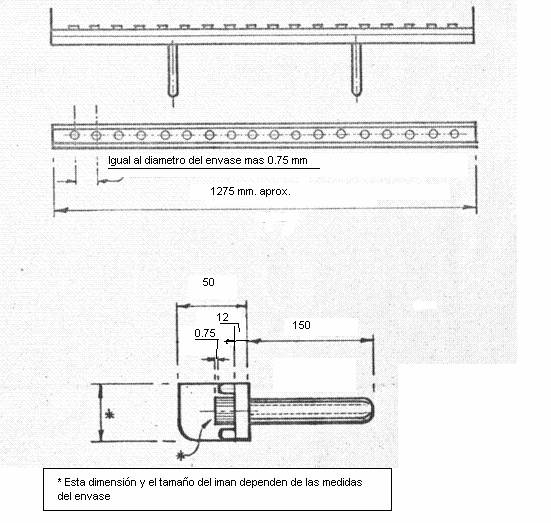
Drawing nº 3: Magnetic holder (measures in millimeters)
Figure 4 shows the way to work with him. This installation is somewhat more expensive than the previous one, due to the cost of the magnets.
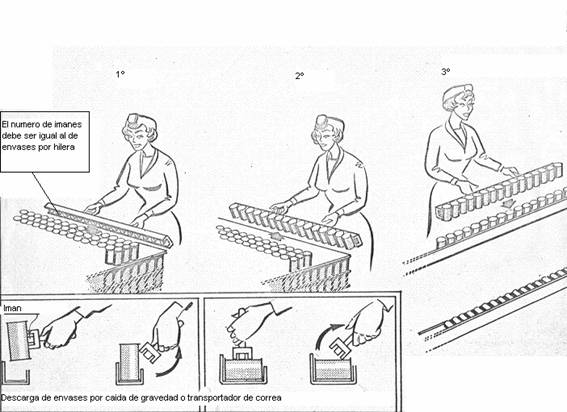
Drawing nº 4: How to operate with a magnetic fork
It has the advantage of working well with any type of round cans, even with those of low height.
In either of the two versions, it is necessary to have a fork per can diameter.
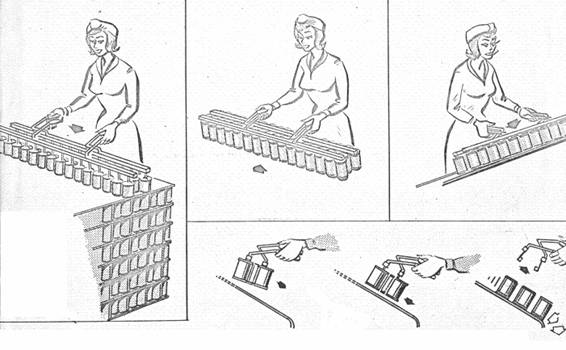
-1.2.- Rectangular cans . When not being able to roll these boats by the rails of discharge, as they do the round cans, they require to be deposited on conveyor belts or slightly inclined planes. Therefore, a special type of magnetic fork is required. Drawing No. 5 gives details of it.
Drawing nº 5: Magnetic holder for rectangular cans (measures in millimeters)
Above No. 6 indicates the operation of operation. The cadence that can be expected with this type is the same as that indicated for round cans.
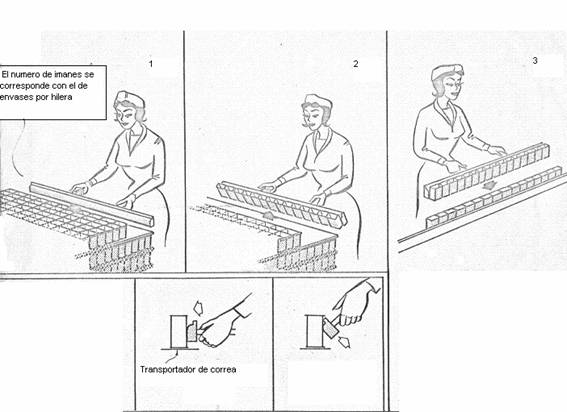
Drawing nº 6: Way of operating with magnetic fork, special for rectangular cans
2º.- Fork or multi-row frame
-2.1.- In this case, the depalletized tool or frame is more expensive, since it requires a certain amount of magnets and other materials, but it has the advantage that only one tool is valid for any can diameter and although the number of cans per row varies.
Figure 7 shows the way to build a magnetic frame.
Figure nº 7: Magnetic plate for collecting several rows
It is possible to perform 3 or 4 cycles per minute. Under these conditions you can depalletize up to 470 cans / minute in a diameter of 52 mm. and 125 in diameter 99 .. See figure # 8 for operative management.
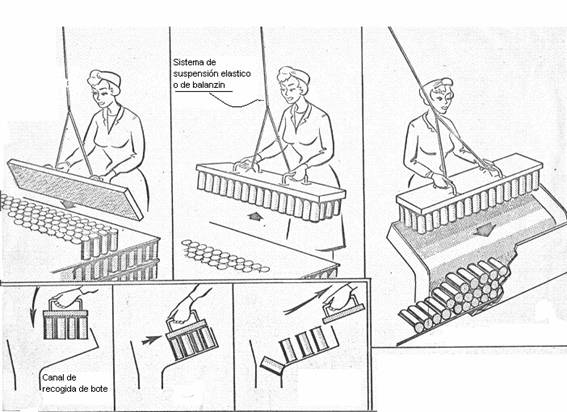
Drawing nº 8: Working with magnetic plate
The magnetic plate has a certain weight, making it impossible to handle it directly by hand. You have to resort to balancing it with a counterweight. This is achieved by hanging it from a tow supported by pulleys, and with a weight at the other end. An elastic system can also be used. Solutions already ready for use can be found on the market.
-2.2.- It is also possible to prepare a mechanical clamp, with a lower cost than the magnetic one, which allows to take 3 rows of cans in each cycle. See drawing of it in figure 9.
Drawing nº 9: Mechanical clamp for triple row of boats
With some practice you get 4 to 5 cycles / minute, which is equivalent to depalletizing 240 cans / minute in diameter 52 and 160 in 99. See drawing No. 10 to act.
Drawing nº 10: Working with 3-row mechanical clamp
-2.3.- To work with a multi-row system, both magnetic and clamp, it is necessary to prepare a can collection system, by means of a discharge hopper, with an approximate shape as schematically indicated in the drawings. To accelerate the exit of the cans of the same one, and thus to be able to operate at a good cadence, a positive evacuation is required, by means of a conveyor belt, that moves at a fast speed.
 ROTATIVE MACHINE TO INSERT CANS
ROTATIVE MACHINE TO INSERT CANS
 CAN PACKAGING
CAN PACKAGING
 COMPRESSION PLATES FOR SEAMERS
COMPRESSION PLATES FOR SEAMERS
 CALCULATION OF THE TABS OF MADE A FLANGE
CALCULATION OF THE TABS OF MADE A FLANGE
 NECKING BY ROLLER
NECKING BY ROLLER
 MEASUREMENTS OF A SPING FLANGING
MEASUREMENTS OF A SPING FLANGING
 MANUFACTURE OF SHAPED PACKAGING BODIES
MANUFACTURE OF SHAPED PACKAGING BODIES
 DIE FOR EMBUTITION PACKAGING
DIE FOR EMBUTITION PACKAGING
 PACKAGING IN SMALL LINES OF EMBUTITION PACKAGING
PACKAGING IN SMALL LINES OF EMBUTITION PACKAGING
 PRODUCT DATASHEET: SAUSED PACKAGING
PRODUCT DATASHEET: SAUSED PACKAGING




0 Comments