
FUNCTION
It receives the name of rizadora the machine that performs on a background the work of turning the edge of the same one, from the form that presents / displays to the exit of the press until its final profile, similar to a hook. Also it receives the name of orleadora, viradora or curlingadora, these last derivatives of the French, Italian or English.
An analysis of the curl its function and types has already been exposed in the work:
The crimper is always coupled behind the press that cuts the bottoms, joined to it through a fall – or guides – by gravity or inclined magnetic conveyor, where the bottom is thrown by the impulse provided by the ejector of the press. Photo 1 shows the back of a press, followed by a double disc curling machine with its discharge to a lifting conveyor.

Figure nº 1: Assembly of a crimper on press
. At the exit of the rizadora the funds can be sent to:
1º.- A ramp that introduces these funds in a stacker. In it, they are taken up by an input channel that puts them into rotating endless screws, which allow to form a stack of curled bottoms controlled by means of stacking guide rods. From there they can be stored or fed to other machines.
2º.- A ramp that deposits them on a conveyor in elevation that moves them to the feeder of a gumming machine, also in the form of an applicator, from which they are delivered one by one to the transport bar system of this machine.
The crimpers can be moved mechanically from the press they serve, by means of a transmission, or have their independent motor. The power consumed is small, of the order of 1 kw.
TYPES
The market presents different versions of machines that can be classified in two general groups:
– A.- Rizadoras for funds / round shaped caps
– B.- Rizadoras for funds / covers of rectangular, oval or other shape.
The way of working of both groups is very different as we will see
A.- RIZADORAS FOR ROUND FUNDS
In them the curling of the edge of the bottom is obtained by turning said bottom on itself to a high number of revolutions per minute, inside a tool that acts in two diametrically opposed points. The shape and design of curling tools is discussed in another work entitled:
Within this group, in turn can be subdivided into several types, linked to various factors such as: Work rate, type of press die used, cost of investment assumable …
So, we can talk about:
– 1º.- Rizadoras for round disc bottoms
– 2º.- Rizadoras for round bottoms by rulinas
1º.- DE DISCO
In this case the edges of the funds are curled when passing between a disk and an annular segment. The machine consists of an inclined table, on which the whole assembly is mounted, on which the funds to be transferred are transferred to the tooling that allows to perform a progressive operation and gently. The inclination of this table usually admits regulation between 30º to 60º. There are other versions of this same type of machine, in which the position of the table and all the tooling is vertical. The tooling is formed by a disc and an outer segment, also called external sector; between them circulate the funds.
The disc is large diameter and rotates at a certain speed. The number of rotations per minute of the same in some machines can be regulated by means of a variable speed drive. In truth it consists of two parts. A central that is invariable for any profile of curl, and an outer annular ring, mounted on the central part. This ring can be made in several pieces, and on its side it has a throat with the shape to be taken by the curl; therefore this ring changes when the standard of curl does. The throat is usually machined twice in the opposite direction, so that when its profile has worn out, simply turn the ring over to use the second throat. The disc communicates to the bottom in contact with it a tangential speed of twist identical to yours, which translates into a greater number of revolutions on itself of the latter.
The segment is the most external part of the tooling of the machine. It is fixed and consists of several consecutive sections and concentric to the central disc. They also have a throat facing the annular ring of the central disc and with its same profile. Each section can be slightly adjusted in its distance to the axis of the machine, so that the distance between annular ring and segment is reduced little by little. Thus initially, this distance is slightly greater than the outside diameter of the bottom at the exit of the die, and in the last zone corresponds to the final diameter of the same finish of curling. In this way, when passing the bottom along the machine, its diameter decreases at the same time as the inclined loop is formed. See drawing nº 2. The fund in its movement rolls along the segment
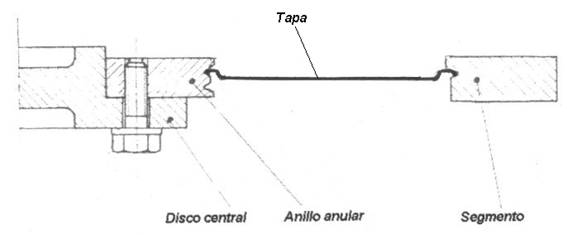
Figure nº 2: Section of a curling iron
Photo No. 3 presents an example of rizadora per disc. The blue and white round piece corresponds to the central part of the disc. The zones of tonality of the steel are the tools, that is to say the annular ring and the segment
Figure n 3ª: Disc ripper for round backgrounds
The funds usually reach the work area of the curling iron as they come out of the press die, ie with its bucket up, and in this position they are curled. Its displacement there, is done by means of a magnetic conveyor belt or by a fall by gravity, as we have said previously. There may be special cases where it is interesting that they go in reverse, for example the funds for aerosol containers, which due to their spherical cap shape make their position face up. In this case, they can be inverted at the exit of the press by placing a turning guide. The tools in this variant have to present the profile of their throats inverted
Inside the machine, the bottoms make a route of about 270º dragged by the central disc turning on themselves successive times throughout its trajectory. In this way a uniform curl is achieved in all its contour.
As the covers have to reach the gumming machine, – which is the next machine in its manufacturing process -, with the wing channel upwards – and therefore with the bucket down – to deposit in it the appropriate compound, in necessary turn them to the exit of the rizadora, using for it the impulse that they bring generated by the action of the central disc of the rizadora. The turning is easily achieved by placing curved guides – see Figure No. 4 – that deposit it on the entrance conveyor to the gumming machine.

Figure nº 4: Rizadora with volteo of bottoms to the exit
If the lid has been flipped before entering the curling iron, – as we have indicated in the case of spray backgrounds -, it is not necessary a second turn at the exit of the machine. The curling iron presented in photo # 3 works like this, the blue output guide is not a flipper.
The general characteristics of these machines are:
Diameter of funds to curl that admit: Between 50 to 175 mm
Production up to: Up to 300 funds / minute
Approximate weight 350 Kgs.
Power consumed: 1 Kw. Approx. Max
When the press works with a double die and therefore in each stroke, two backgrounds are punched, the suitable crimper is of the double disc type. It differs from the one described above in that everything is duplicated: Two inputs, two disks, two segments, etc. All this placed symmetrically with respect to the axis of arrival of funds. Photo no. 5 shows a double curling iron, without guides for the exit of the bottoms and without protections.
Figure nº 5: Double curling iron per disc
The most usual is to use this type of curling irons in the current industrial facilities. They can be driven by a pair of independent motors, such as the one in photo no. 5, by a single motor or even from the same press motor.
2º.- BY RULINA
Currently in a little used procedure, limiting its use to large diameter caps. The machine that performs it frequently also simultaneously applies the rubber on the bottom wing, taking advantage of its rotation. Photo No. 6 presents a curling iron of this type. Its production rate is low.

Figure nº 6: Rizadora por rulina
His way of working is as follows: The lid, in inverted position, reaches the point of curling falling along a table with guides; once in it it is caught between a lower plate that adapts to its bucket and a smaller upper one. The lower revolves motorized at a certain number of revolutions per minute and drags the lid, which is pressed on said plate by the upper one, which also rotates freely bound by it. Simultaneously, a lateral arm is approached, carrying a rulina that has a throat with the appropriate profile to make the curl. The rulina turns crazy on its axis when it comes in contact with the edge of the wing of the lid. Depending on the greater or lesser approximation of the rulina carrying arm, a more or less marked curl is obtained. The cycle demands that the lid makes several turns on itself, to make the curl in a progressive and complete way around its contour.
As we have already said, at the same time, another arm can apply by means of a boquina the appropriate rubber gasket, which will be distributed in the wing taking advantage of the rapid rotation of the lid. The drives of the arms can be mechanical or pneumatic. These crimpers can be fed directly from a press or by means of a feeder, although the covers can also be introduced by hand. The adjustment of the machine to a different bottom diameter is relatively fast since it is enough to change the lower plate and adjust the position of the arms and guides. It can be done in about 15 minutes.
Due to the way of working of this type of machines, it is possible to use them in totally flat wing bottoms, that is to say, obtained with a design die without curl initiated, which is why they are suitable for small productions of large diameter caps.
The general characteristics of these machines are:
Diameter of funds to curl that admit: Between 50 to 250 mm
Production up to: Up to 45 funds / minute
Approximate weight 350 Kgs.
Power consumed: 0.33 Kw. Approx. Max
B.- RIZADORA FOR RECTANGULAR FUNDS
The rectangular funds, and also the oval or non-round ones, present the difficulty of not being able to make the curl by turning these funds. Therefore it is necessary to resort to another procedure to produce it. One way of doing this is by means of a different type of curling irons, which are equipped with a pair of discs of equal diameter – of a magnitude less than those used in the round bottom – both motors and turning in the opposite direction, always in He arrived from the top. Both discs have a throat on the side with the profile of the curl to be obtained. When passing the covers between both disks, the two opposite sides of them that come into contact with them are curled. In photo no. 7, a curling iron of this type is seen.
Figure nº 7: Double disc ripper
With this system, two sides of the rectangular lid – the two smaller ones – remain without curling, which does not affect its stackability and very little at closing. The way to feed and store the caps is similar to the one mentioned above for other machines.
This same type of rizadoras can be used for round bottoms, although for this it is necessary that the discs rotate at different speeds and in the opposite direction which is achieved by increasing the number of revolutions of one of the two axes and changing their direction of rotation . In this way, being the tangential velocities of the two different and opposite discs, the bottom when coming into contact with them rotates on itself generating its curl.
A variant of this type, which improves it substantially, is to design the machine with a double consecutive pair of discs, which allows the curl to be made in two stages, a first approximation to the shape and dimensions of the curl, and a second one of completion. The results are better with this provision. See photo nº 8

Figure nº 8: Rizadora of double pair of disks.
Although little used, there are also curling irons of this type with three and even four pairs of discs, which allows to make the curl in a more progressive and smooth way.
The general characteristics of these equipment are:
Diameter of funds to curl that admit: Between 50 to 200 mm
Production up to: Up to 120 funds / minute
Approximate weight 250 Kgs.
Power consumed: 1 Kw. Approx. Max
C.- OTHER FORMS OF RIZAR
There are other alternatives for the realization of the curl of the lids, which are used especially when they are non-round, so as to be able to curl the entire periphery of the lid, and not only two opposite sides as we have seen in the previous solution. Among others the most used are:
A.- Curling in press. The operation is carried out on a press equipped with a special tooling. See drawing no. 9. The tool is mounted on the press as if it were a die, this system can be mounted on any machine provided with a table and a head, and equipped with an alternative movement with some force, such as a rubber binder buffer for rectangular backgrounds.
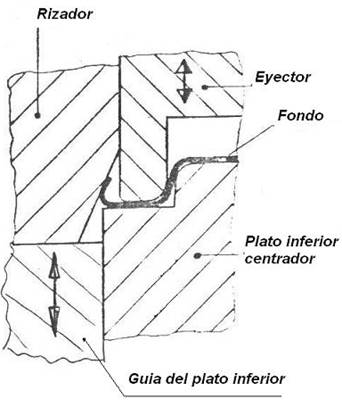
Figure nº 9: Curled by blow in press
This procedure was already treated at work:
– Rizado de fondos en engomadora
B.- Curling in the seamer. In non-round bottoms, an excellent background can be achieved using a seamer as a ripper. The type of suitable seamer is the one that works with the stationary container, that is to say with a rotary closing head. It suffices to use a closing rulinas with the suitable curling profile, and to supplement the compression plate so that it can immobilize the cover from below. It is also necessary to use a suitably designed copying cam.
The system works very well although it has two fundamental drawbacks:
– Low working speed
– Difficulty of feeding the lids, since they are not curled, if they are stacked previously, lace is produced between them. This can be solved in two ways:
o Making a prerize in a double disc curling iron that allows its manipulation without lace between them
o Feeding the lids one by one to the seamer, by different procedures such as: manually, directly from the press or gumming, using magnetic floats, etc.
We repeat that these two options are only used when there is a need to curl the entire contour of the lid in a non-round manner. This can come in demand for different reasons such as: getting a very good quality of curl, customer demands, etc. They are expensive procedures because of their low speed and highly specialized equipment.
 DIE FOR ENDS
DIE FOR ENDS
 TAPAS TWIST-OFF.- FORMATION OF CURL AND NAILS
TAPAS TWIST-OFF.- FORMATION OF CURL AND NAILS
 CURLING TOOLS
CURLING TOOLS
 TOOLS FOR RING LID Paint containers
TOOLS FOR RING LID Paint containers
 “U” LINE FOR RECTANGULAR ENDS
“U” LINE FOR RECTANGULAR ENDS
 CURLING FUNDS ON STICKER
CURLING FUNDS ON STICKER
 SPECIAL DIE FOR ENDS WITH INCORPORATED CURL
SPECIAL DIE FOR ENDS WITH INCORPORATED CURL
 INFLUENCE OF THE BOTTOM FLANGE OR THE LID ON THE DOUBLE SEAL
INFLUENCE OF THE BOTTOM FLANGE OR THE LID ON THE DOUBLE SEAL
 DETERMINATION OF THE COURT FROM A ENDS
DETERMINATION OF THE COURT FROM A ENDS



0 Comments