An excellent double seam on a can is the result of two separate and precise operations. During the first operation, the rim of the lid is rolled over the flange of the can body, forming three metal thicknesses in the lid and two in the body. In the second operation, these thicknesses are pressed tightly together to complete the seal.
The sealing material pre-applied to the edge of the lid forms an elastic gasket that compensates for any imperfections and ensures a tight seal. This process requires qualified personnel for the adjustment, maintenance and control of the seamers and their tooling, as well as frequent quality control of the seams according to the quality control plan and the specifications of the seam.
The quality of the closure is the responsibility of both the container manufacturer and the packer, and is crucial to ensure that the contents of the container are protected and free of exchange with the outside world, including the entry of microorganisms, air, water, among others.
In addition, critical parameters such as crimp percentage, overlap, body hook penetration percentage and absence of visual defects must be considered to assess the quality of a closure. These parameters are critical and must be measured and controlled to ensure the integrity of the seal.
 Double Seam Thickness Calculation in Cans
measures for checking the closure of a 3-piece container
Double Seam Thickness Calculation in Cans
measures for checking the closure of a 3-piece container
 ANALYSIS AND SOLUTION OF THE DOUBLE SEAM DEFECT: SEAM BUMPS
ANALYSIS AND SOLUTION OF THE DOUBLE SEAM DEFECT: SEAM BUMPS
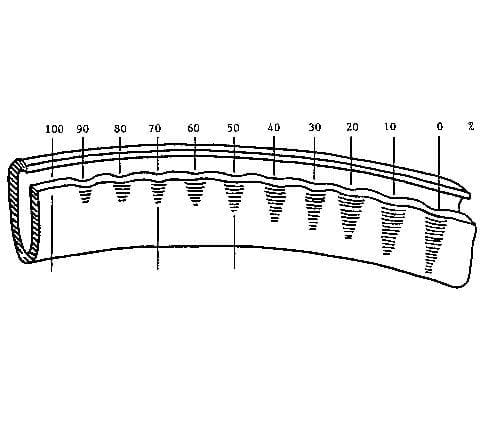 How to remove wrinkles in the double seam?
What are the risks of double seam with short hooks?
Analysis and Solution of Double Sealing Defect: Seam Bumps in Metal Containers
How to remove wrinkles in the double seam?
What are the risks of double seam with short hooks?
Analysis and Solution of Double Sealing Defect: Seam Bumps in Metal Containers
What are the critical parameters of the double seal
basic information on seaming in canmaking
Double sealing Basic concept
 MEASUREMENTS OF THE DOUBLE LOCK
MEASUREMENTS OF THE DOUBLE LOCK



