
It is known, that a good part of the effectiveness of a seal is given by the compound or rubber applied in the flange channel of the cap. Therefore, it is necessary to control the gluing process to avoid leaks or failures in the seals during the use of the lids.
The weight of the rubber applied is an extremely important factor, as it affects both the quality of the closure and the cost of gumming, which, although it cannot be considered relevant to the final cost of the closure, it is relevant when considering the annual consumption of rubber by a company, for a large production of hundreds or billions of closures per year.
The weight is a control that is done gravimetrically, by difference in weight. We are not going to go into this subject, as all rubber manufacturers give their recommendations and we must also consider both the quality of the fasteners and the quality of our customers. As a reference, our article on the calculation of the volumes of rubber to be applied according to the type of seal.
We must insist that volume should not be confused with applied weight. The weight is the volume times the density of the dry compound, and this is how we should calculate it.
The other important aspect of rubber application is its perimeter distribution throughout the channel. For a correct gumming of the round caps, it is considered that a cap must make at least two complete turns during the application of the rubber. To be on the safe side, we always talk about two rubber wraps and “a little more” which, depending on the diameters, can be from 5 to 10 mm of overlap between the end and the beginning of the rubber wrapping. This aspect must be controlled, in order to correctly adjust the gumming process.
The method of carrying out this control is also gravimetric, but instead of being carried out in the totality as for the applied rubber weight, we will do it by octants, that is to say by stretches of rubber of 45° (joint octants). In the case of large diameter caps (153 or more) we could even consider using 16 sections, i.e. 22.5° sections.
Gasket sections should be weighed with analytical balances with an accuracy of at least 0.01 mg, although an accuracy of 0.1 mg may be sufficient to correctly identify possible gumming faults.
 The flange of the flap to be examined must be opened completely, flattening the external flange, in order to be able to check the gumming and visually locate the overlapping area. In some cases, the use of a magnifying glass may be necessary to find it. Normally flat pliers or a special accessory can be used to facilitate this operation.
The flange of the flap to be examined must be opened completely, flattening the external flange, in order to be able to check the gumming and visually locate the overlapping area. In some cases, the use of a magnifying glass may be necessary to find it. Normally flat pliers or a special accessory can be used to facilitate this operation.
We place the lid on a piece of paper on which we have drawn a circle slightly larger than the diameter of the lid with the open flange. This circle must have 8 radii drawn 45° apart that form the 8 octants. Center the lid in the circle, and mark lines on the rubber stamp along the lines of each of the octants. We use a knife or a cutter to make cuts in the joint, following the previously drawn marks.
We weigh the bottom with the indicated precision, and carefully remove each of the octants, using a wooden or plastic spatula so as not to damage the varnish or tin. After removing each octant, we are again weighing the lid, until all the gum is removed. The last weight will be the weight of the lid without rubber, and will be used to calculate the total weight of rubber applied.
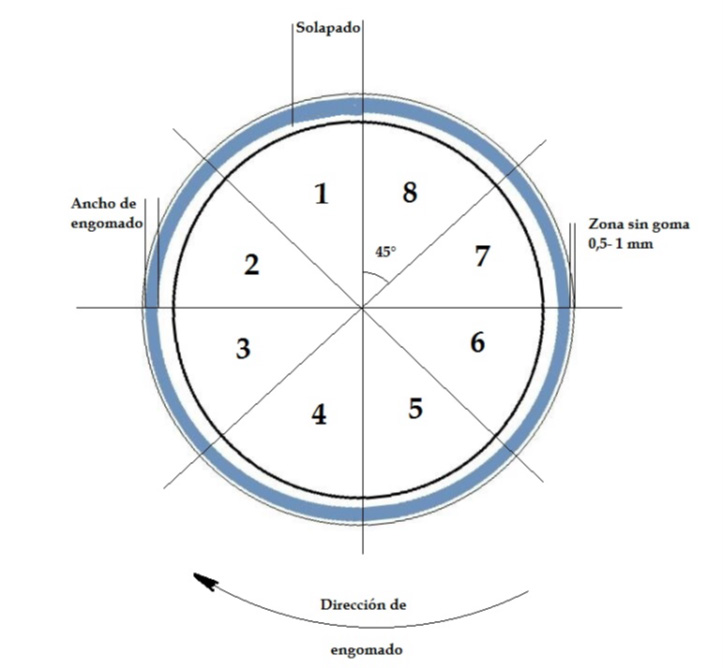 Each of the octants are coded sequentially from 1 to 8, with 1 containing the start of the gumming and the overlapping part, as shown in the following diagram.
Each of the octants are coded sequentially from 1 to 8, with 1 containing the start of the gumming and the overlapping part, as shown in the following diagram.
The octant number 2 will be the next to the overlapped one, following the counterclockwise direction. Octant 8 must not contain rubber overlap.
There should be no differences between octants of more than 0.5 mg with the exception of the overlap octant, which in no case should be more than 50% of the average of the rest of the octants. The sum of all the octants must coincide with the difference between the weight of the lid before starting the process and the last weight of the lid, once all the rubber has been removed, which will help us to check that the process has been carried out correctly.
 APPLIED COMPOUND PRICE STUDY
APPLIED COMPOUND PRICE STUDY
 Theoretical STUDY of rubber YIELD
Theoretical STUDY of rubber YIELD
 Theoretical calculation of the volume of rubber required for the closure of a metal container.
Theoretical calculation of the volume of rubber required for the closure of a metal container.
 quality control in the manufacture of metallic containers
quality control in the manufacture of metallic containers
 DOUBLE SEALING OF RECTANGULAR CONTAINERS
DOUBLE SEALING OF RECTANGULAR CONTAINERS
 ENDS FEEDER IN THE FORM OF CONE
ENDS FEEDER IN THE FORM OF CONE
 LINE FOR BEVERAGE CANS “THREE PIECES”
LINE FOR BEVERAGE CANS “THREE PIECES”
 STICK OF ROUND FUNDS BY INJECTION
STICK OF ROUND FUNDS BY INJECTION
 PRODUCT TECHNICAL DATA SHEET: ENDS
PRODUCT TECHNICAL DATA SHEET: ENDS



