Most of the tinplate containers on the market are made from a rectangle of tinplate which is formed by rolling it into a cylinder shape and welding two of the opposite sides together, usually by electric welding. The main disadvantage of electric soldering is that it removes the tin from the soldered area that covers the steel, amalgamated with the copper that is used as an intermediate element. This means that this area, both inside and outside, is unprotected against chemical attacks from the environment and the products to be packaged, which normally causes corrosion and attacks that can endanger the tightness of the container. Externally, a liquid varnish is used, which, when properly applied, is sufficient to withstand sterilization and subsequent contact with the environment. On the inside, however, a much more effective coating is required, free of porosity, as direct contact with products packaged in a liquid medium leads to attacks by the formation of galvanic stacks (Fe-Sn) which can in some cases cause perforation of the packaging and loss of sealing.
The most effective and widespread coating is currently carried out by electrostatically applied powder resin, commonly known as “electrostatic powder”. It is a polyester resin, in powder form with a concentration of over 99%. It must be free of humidity, which could cause the formation of lumps and its granulometry must be of the order of a few microns, not containing particles greater than the average thickness of the application. The smaller the particle size, the more effective the coverage, the fluidity and the good distribution of the electrostatic powder along the weld.
Coverage and distribution of the electrostatic powder over the entire weld are two of the most important factors in achieving a good result.
The distribution is important to avoid accumulations in specific areas, where the thickness of the applied layer can be detrimental to the performance of other mechanical operations of the container.
It is well known that the thicker the powder coating (or any other resin) the less flexible it is. Therefore, an excess of coating, although it may guarantee a better coverage, can damage other elements, such as the formation of the seals, the boarding or even the formation of necking.
The first thing we must take into account to evaluate the distribution is to know the recommended layer thickness.
Each manufacturer (SHERWIN-WILLIAM, HOCHBACH, etc.) has its own recommendations for the application, but usually, they are given in weight applied per unit length, as it is the easiest way to control the quality during the process.
However, we must determine the layer thicknesses with which we are going to work, as well as the tolerances that we can allow in terms of distribution, taking these factors into account.
Then, taking into account the dimensions of the coating, the applied weight will be equal to the volume of electrostatic powder by its density:
Width(W) x Length(L) x Thickness(T) x density (
ð) = weight (P)
As what we want to obtain is the thickness of the applied layer we would have:

If we put the weight in mg and the dimensions in mm, the thickness will also be in mm, so we should multiply it by 1000 to obtain the thickness in µm (microns).
In no case should the granulometry have a percentage greater than 10% larger than the thickness of the layer, as it could form thicker areas that could affect the good performance of the boarding and sealing operations, fundamentally, and could lead to deformations and in the most extreme cases, breakage of the steel that would endanger the tightness of the container.
It is therefore necessary to check the thickness of the layer at different points along the weld by measuring it at the centre and at the ends of the weld. In the case of bevelled containers, it is necessary to measure the thickness at various points of the weld, measuring at least two central positions in the bevelled area to check the uniformity of the distribution.
Electronic measuring equipment on ferromagnetic substrate is usually used. They usually have angled probes that allow us to introduce them inside the welded body, and thus measure at various points without having to cut the container to access the inside.
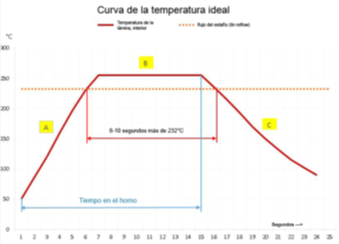
Another aspect to take into account is the heat treatment, to achieve the polymerization / melting of the electrostatic powder. This is the only way to ensure proper adhesion, good processing and absence of pores. The time and temperature setting will depend on the drying lines available (hot air, electric, gas, induction) as well as the type of oven (straight or U-shaped). For optimum properties, the melting temperature of tin (232 °C) must be reached. A typical drying/polymerization curve is as follows:
In this theoretical curve, three zones can be clearly distinguished:
- To properly melt the powder and keep the tin molten for as long as possible, a rapid rise in temperature is ideal.
- Ideally, the dwell time above 232 °C (liquid tin) should be a minimum of 8 seconds or more. The fusion zone should be visible on both sides of the weld on the outside.
- The cooling rate can influence the direct mechanical properties of the powder film. If cooled quickly, the powder will become softer and more elastic, while if cooled slowly it will crystallize again and become more brittle when processed.
One of the main factors we have to consider is the adhesion of the fused powder on the container weld. In practice, the powder film should show good adhesion on three different bases:
-
On the interior varnish.
There is an area where the powder varnish must cover the end of the varnish, to avoid porosity of the metal. It is essential that the powder adheres to the varnish. The varnish used is usually a more important factor in adhesion than the powder. Both the chemical composition and the additives in the varnish will influence the result. It is important to distinguish whether it is the powder that does not adhere to the varnish or whether it is both layers together that come off.
Particular attention should be paid to Meat Release interior coatings, which are usually heavily lubricated and contain non-stick additives, and especially to the new BPA-Ni coatings.
-
about tinplate
Between the solder and the powder, the powder must adhere to the tin of the tinplate. Welding The quality of the sheet metal and the welding conditions can affect the result. But experience shows that once the tin is melted, the adhesion in this area is good.
-
about welding
The solder is composed of iron and the adhesion of the powder to the iron is good. When welding is not carried out in an inert atmosphere or in an inadequate inert atmosphere, a more or less pronounced oxide layer is produced on the weld. Although the powder adheres well to the oxide layer, it does not adhere well to the weld, which could lead to detachment of both layers (powder + oxide).
To evaluate the adhesion of the electrostatic powder once it has been polymerized, the most convenient way is to see the degree of detachment it undergoes once it has been cooled by removal from the metal:
The adhesion control is carried out in two different stages: The first one, just applied, and once cold, while the second test is carried out after a sterilization for 60 minutes at 121°C. The way to perform both tests is the same, and consists of cutting the seam of the container, leaving approximately 10 mm of excess on each side. Next, we make an incision on each side of the electrostatic powder strip and about 20-25 mm from the end, without cutting through the polymerized application strip:
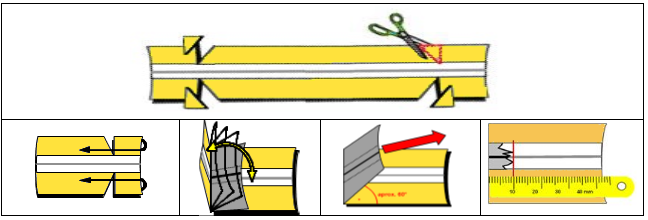
Resting on a flat, rigid surface, we proceed to Fold and unfold the tinplate, without exceeding the horizontal, until it is cut, leaving only the two pieces joined by the band of polymerized powder. Holding the larger part firmly to the support surface, proceed to pull evenly, but without abruptness, the smaller piece, to try to detach the electrostatic powder strip from the other part, until you get it to split, proceeding then to measure, in mm, the longest length that has managed to detach on the piece of tinplate.
It should not exceed 10 mm when cold and 20 mm after the sterilization test, which should be done with a simulating liquid containing 3% citric acid and 1.5% sodium chloride, although different compositions may be used according to requirements.
Finally, we may have the need to remove an electrostatic powder already polymerized, in order to observe the weld or to make a weight control after polymerization. The way to remove it is to use a strong organic solvent, such as Dichloromethane. With a cotton wool soaked in dichloromethane, and using tweezers (to avoid direct contact with the skin) rub over the layer of electrostatic powder until it is completely removed. Precautions should be taken to avoid breathing direct fumes and contact with skin or eyes. The instructions in the product safety data sheet should be followed.
Bibliography:
- HOCHBACH GmbH, Technical information for HOLAC welding powder coating.
JOSE FCO. PEREZ GOMEZ
Mundolatas Advisor
 RELATIONSHIP BETWEEN SURFACE ROUGHNESS AND COATING QUALITY
RELATIONSHIP BETWEEN SURFACE ROUGHNESS AND COATING QUALITY
 quality control in the manufacture of metallic containers
quality control in the manufacture of metallic containers
 Physical resistance of metal containers
Physical resistance of metal containers
 SUPERFICIAL TREATMENTS THE COATED MATERIALS
SUPERFICIAL TREATMENTS THE COATED MATERIALS
 INTERIOR VARNISH LOAD IN ELECTRIC WELDING
INTERIOR VARNISH LOAD IN ELECTRIC WELDING
 FACTORS AFFECTING VARNISHING OF THE TIN
FACTORS AFFECTING VARNISHING OF THE TIN
 ELECTROSTATIC POWDER
ELECTROSTATIC POWDER
 VARNISHES – (2nd part)
VARNISHES – (2nd part)
 LOW COATED STEELS TIN
LOW COATED STEELS TIN
 TFS chrome plate
TFS chrome plate



0 Comments