
INTRODUCTION
TFS is a material normally used in the manufacture of caps, bottoms and deep-drawn containers. By its nature it is a more delicate product than tinplate, so a series of precautions must be taken on the production facilities.
We will try to specify a series of rules that, if well applied, will improve the final results when using this material.
1.- GENERAL RULES
Whenever TFS has to be used:
ALL SLIDING SURFACES OF THE BLADES ON THE MACHINES, CONVEYORS, TOOLING … MUST BE IN GOOD CONDITION:
A.- CLEAN of all metallic dust.
This precaution is even more important if they have been previously used with aluminum, as the dust left by the aluminum is very abrasive, and will most likely cause scratches on the TFS.
B.- VERIFIED from the point of view of sliding and POLISHING
All burrs, nicks, roughness, etc… must be removed by grinding and polishing, otherwise some scratches will be produced on them which will become bigger in the future, as the C.C.O. (Chrome-Cromate-Oxyde) layer forms on these nicks or on their burrs.
It will be necessary to apply a Teflon strip on certain surfaces of the TFS sheets in order to facilitate sliding and avoid scratches on the TFS.
2º.- PARTS OF THE PRODUCTION MATERIAL TO BE VERIFIED FOR THE MANUFACTURE OF BOTTOMS IN TFS
1.- EQUIPMENT
A.- Generic equipment
The general rules for cleaning sliding surfaces, described above, should be applied to equipment used in the manufacture of bottoms and stuffed containers such as:
– Coil slitting lines
– Varnishing, lithography or kerosene coating equipment
– Scroll machines for cutting zigzag sheets or other shears
– Presses and their curling machines
– Gumming machines
– Stacking and feeding device
– Blade support devices on conveyors and machines
– Magnetic devices
– Spacers and buffers
Asperities and wear that form on the sliding surfaces of the listed equipment should be:
– Regularly monitored
– Removed by sanding and polishing
– After removal, the surface finish is “mirror polished”.
B.- Handling and transportation
The following are a series of factors that need to be verified, as they can influence the appearance of bottoms and containers made with TFS.
- Time elapsed between unpacking and cutting of TFS coils
- 2.- Dimensions of the pallet skids compared to the dimensions of the sheets.
- 3.- Use of protection sheets on packages
- 4.- Maneuvers of forklift trucks
- 5.- Transfer rate from the cut bundle store to the coating department
- 6.- Age of varnished strips or sheets
- 7.- Strapping method and pallet protection.
- 8.- Pallet Return Operation
- 9.- Use of interleaving cartons in packaging
- 10.- Stacking of pallets at various heights
- 11.- Method of feeding the belts and their positioning in the automatic press magazine.
The study of each of these factors should be reinforced in order to know their influence on the risks of generating streaks.
2º.- MACHINES
A – COIL SLITTING LINE
The following precautions should be taken with respect to the various parts of these units:
1º.- They must be clean and smooth.
2º.- Eliminate scratches and burrs.
3rd – The rotating parts must rotate freely.
4º.- Apply protective Teflon bands.
We detail in detail the parts to be checked, mentioning the number of precautions to be taken.
– Leveling roller : 1st and 2nd
– Loop Rollers: 2nd and 3rd
– Feed table rollers: 2nd & 3rd
– Hole Detection Plate: 1st and 4th
– Cutting roller: 1st and 2nd
– Feed adjustment flanges: 1st and 2nd
– Outfeed table adjustment guides and flanges: 1st & 2nd
– Classification deviators : 1st, 2nd and 4th
– Diabolo rollers: 1st
This list of points should be reviewed periodically.
B- LITHOGRAPHY FURNACES
This equipment requires detailed attention so that it does not cause damage to the TFS blades. The following considerations must be taken into account:
1.- Dust in the kiln can be a cause of deterioration of the varnish. The frequency of periodic maintenance must be rigorous, because after the funds are finished, it is difficult to find the origin of an imperfection, and it is a coincidence to detect the failure during the process.
2.- The varnished TFS material must be subjected to an inspection, in order to detect defects caused by the grills or vibrations of the blades.
3.- A bad adjustment of the leaf extractors of the container chain can be the origin of a damage during stacking.
4.- For sliding surfaces, apply the general rules described above.
C.- KEROSENE MACHINE
For this type of equipment in particular, the following recommendations should be taken into account:
Although this machine can be installed independently or included in a line, the periodic maintenance of the application pipes and nozzles is an indispensable operation to obtain a uniform application of the kerosene.
2.- Observe the dosage specifications in milligrams per square meter (mgr/m2) in the application on both sides. In this case, the use of double spray bars is mandatory for the application of kerosene.
3.- Regularly check all sliding surfaces, applying the general rules described above.
D.- SCROLL
The following areas must be kept very clean and smooth, and all scratches and burrs must be removed:
– Leaf flow guides
– Rollers or drag bars
These elements must be checked periodically
E.- PRESS AND CURLING MACHINE
The points to watch out for are:
– Feeding table with its finger bars and pressure skids
– Braking skids
– Power supply plate
– Belt slides
– Tooling plate
– Curling iron guides
In all of them, the rules must be complied with and sharp edges and accentuated wear must be avoided.
F.- ENGOMADORA
Parts to be checked in particular:
– Feeding table
– Fund guides
– Top trailing stops
– Bottom trailing stops
All of them must be clean and smooth. The lower stops must rotate freely and smoothly.
3º.-FITTINGS
Precautions to be taken:
A.- SURFACE FINISHING
1.- The surfaces of the parts of the tool in contact with the metal must have a polish of Ra = 0.1 microns. This recommendation applies to both new and repaired parts, and should be implemented even if the mechanical instruction manual of the installation does not specify it.
2.- A rational use of materials, equipment and procedures will ensure a suitable repair of the surfaces of the tool.
3.- Drawing is an operation in the course of which some areas of the material are likely to appear naked, losing their protection. The following drawing shows the parts of the tool that must have a high quality surface finish of 0.1 microns.
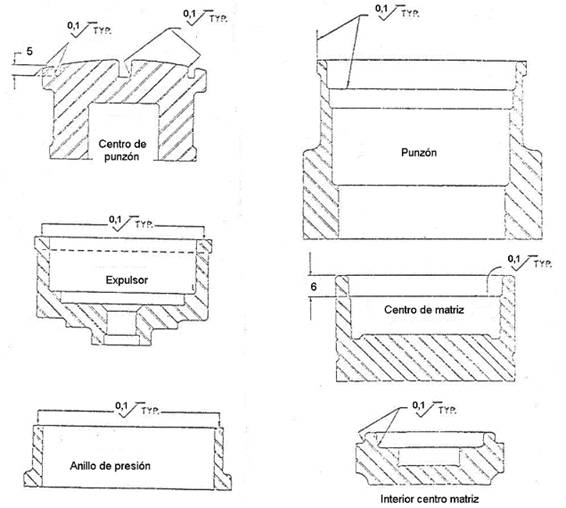
It should be verified that none of the parts marked here with the polished sign have visible scratches or marks, using a thread counter or a ten times magnification magnifying glass.
B.- TOLERANCES
The manufacturing tolerances of the above-mentioned parts must be reduced by half, compared to those normally used for a die intended to manufacture tinplate bottoms.
Back to Raw Material World Cans
 BORTOLINKEMO SIGNS TRAINING AGREEMENT WITH BONFIGLIOLI TECHNOSYSTEM
BORTOLINKEMO SIGNS TRAINING AGREEMENT WITH BONFIGLIOLI TECHNOSYSTEM
 APEAL PUBLISHES NEW REPORT ON BEST PRACTICES FOR STEEL PACKAGING RECYCLING
APEAL PUBLISHES NEW REPORT ON BEST PRACTICES FOR STEEL PACKAGING RECYCLING
 Request for Angelus 69P seamer parts
Request for Angelus 69P seamer parts
 QUALITY POINTS IN THE LINES OF CUTTING COILS
QUALITY POINTS IN THE LINES OF CUTTING COILS
 WHY CAN I NOT WELD THE TFS MATERIAL?
WHY CAN I NOT WELD THE TFS MATERIAL?
 PREVENTIVE MAINTENANCE OF A ENDS DIE
PREVENTIVE MAINTENANCE OF A ENDS DIE
 BULK PACKAGING TIN
BULK PACKAGING TIN
 DISTINCTIVE ELEMENTS OF THE METALS
DISTINCTIVE ELEMENTS OF THE METALS
 PROPERTIES OF BASE STEEL
PROPERTIES OF BASE STEEL
 DOUBLE REDUCED TINPLATE
DOUBLE REDUCED TINPLATE



0 Comments