
परिचय
टीएफएस आमतौर पर ढक्कन, तली और गहरे खींचे गए कंटेनरों के निर्माण में उपयोग की जाने वाली सामग्री है। इसकी प्रकृति के कारण, यह टिनप्लेट की तुलना में अधिक नाजुक उत्पाद है, यही वजह है कि उत्पादन सुविधाओं पर कई सावधानियां बरतनी चाहिए।
हम नियमों के अनुक्रम को निर्दिष्ट करने का प्रयास करेंगे, जो सही तरीके से लागू होने पर, इस सामग्री का उपयोग करते समय अंतिम परिणामों में सुधार करेंगे।
1º.- सामान्य नियम
जब भी आपको TFS का उपयोग करना हो:
मशीनों, संवाहकों, औजारों पर चादरों की सभी फिसलने वाली सतहें… होनी चाहिए:
A.- सभी धातु की धूल से साफ।
यह सावधानी बहुत अधिक महत्वपूर्ण है यदि वे पहले एल्यूमीनियम के साथ उपयोग किए गए हैं, क्योंकि इससे जो धूल निकलती है वह बहुत अपघर्षक होती है, और पूरी संभावना में यह टीएफएस पर खरोंच का कारण बनेगी।
बी.- स्लाइडिंग और पॉलिशिंग के दृष्टिकोण से सत्यापित
सभी गड़गड़ाहट, खांचे, खुरदरापन, आदि … को रेत और पॉलिश करके हटा दिया जाना चाहिए, अन्यथा उन पर कुछ खरोंचें होंगी जो भविष्य में बड़ी हो जाएंगी, क्योंकि सतह पर CCO (क्रोम-क्रोमेट-ऑक्साइड) परत बन जाती है। . ये निशान या उनकी गड़गड़ाहट पर।
फिसलने की सुविधा के लिए और टीएफएस पर खरोंच से बचने के लिए टीएफएस शीट्स के पारित होने की कुछ सतहों पर टेफ्लॉन पट्टी लगाने के लिए यह आवश्यक होगा।
2º.- टीएफएस में धन के निर्माण के लिए सत्यापित होने वाली उत्पादन सामग्री के हिस्से
1º.- उपकरण
A.- सामान्य उपकरण
ऊपर वर्णित स्लाइडिंग सतहों की सफाई के लिए सामान्य नियम, नीचे और गहरे खींचे गए कंटेनरों के निर्माण में उपयोग किए जाने वाले उपकरणों पर लागू होने चाहिए, जैसे:
– कुंडल काटने वाली रेखाएं
– वार्निशिंग, लिथोग्राफी या वैक्सिंग के लिए उपकरण
– ज़िगज़ैग या अन्य कैंची में चादरें काटने के लिए “स्क्रॉल” मशीनें
– प्रेस और उनके कर्लिंग आइरन
– गमिंग
– स्टैकिंग और फीडिंग डिवाइस
– कन्वेयर और मशीनों पर शीट समर्थन उपकरण
– चुंबकीय उपकरण
– स्पेसर्स और स्टॉप
सूचीबद्ध उपकरणों की स्लाइडिंग सतहों पर खुरदरापन और घिसाव होना चाहिए:
– समय-समय पर मॉनिटरिंग करें
– सैंडिंग और पॉलिशिंग द्वारा हटाया गया
– इसके दमन के बाद, एक सतह खत्म पेश करें: “मिरर पॉलिश”
बी.- रखरखाव और परिवहन
हम कारकों की एक श्रृंखला के नीचे इंगित करते हैं जिन्हें सत्यापित करने की आवश्यकता होती है, क्योंकि वे टीएफएस के साथ निर्मित तलवों और कंटेनरों की उपस्थिति को प्रभावित कर सकते हैं।
- 1.- टीएफएस कॉइल्स के अनपैकिंग और उनके काटने के बीच का समय बीत गया
- 2.- शीट्स के आयामों की तुलना में पैलेट्स के स्किड्स के आयाम।
- 3.- संकुल में सुरक्षात्मक चादरों का उपयोग
- 4.- फोर्कलिफ्ट युद्धाभ्यास
- 5.- कटे पैकेजों के गोदाम से वार्निशिंग अनुभाग में स्थानांतरण की दर
- 6.- बैंड या वार्निश शीट की आयु
- 7.- पट्टियों की पट्टियों और सुरक्षा की विधि।
- 8.- पैलेट रिटर्न ऑपरेशन
- 9.- पैकेजिंग में कार्डबोर्ड आवेषण का उपयोग
- 10.- विभिन्न ऊंचाइयों पर पैलेटों का ढेर लगाना
- 11.- स्वचालित प्रेस पत्रिका में बैंड और उनकी स्थिति को खिलाने की विधि
इन कारकों में से प्रत्येक के अध्ययन को किरण उत्पन्न करने के जोखिमों पर उनके प्रभाव का पता लगाने के लिए प्रबलित किया जाना चाहिए।
2º.- मशीनें
ए – कॉइल कटिंग लाइन
इन टीमों के विभिन्न अंगों पर निम्नलिखित सावधानियां बरतनी चाहिए:
1º.- वे साफ और चिकने होने चाहिए।
2º.- खरोंच और गड़गड़ाहट को खत्म करें।
3º.- घूमने वाले हिस्सों को स्वतंत्र रूप से घूमना चाहिए।
4º.- सुरक्षात्मक टेफ्लॉन बैंड लागू करें।
हम सावधानियों की संख्या का उल्लेख करते हुए विशेष रूप से समीक्षा करने के लिए भागों का विवरण देते हैं
– लेवलिंग रोलर: पहला और दूसरा
– लूप रोलर्स: दूसरा और तीसरा
– फीड टेबल रोलर्स: दूसरा और तीसरा
– होल डिटेक्शन प्लेट: पहली और चौथी
– कटिंग रोलर: पहला और दूसरा
– फ़ीड समायोजन निकला हुआ किनारा: पहला और दूसरा
– एग्जिट टेबल एडजस्टमेंट गाइड और फ्लैंगेस: पहला और दूसरा
– वर्गीकरण derailleurs: पहला, दूसरा और चौथा
– डायबोलो रोलर्स: पहला
इन सभी बिंदुओं की सूची की समय-समय पर समीक्षा की जानी चाहिए।
बी- लिथोग्राफी फर्नेस
इन टीमों को विस्तृत ध्यान देने की आवश्यकता है ताकि वे टीएफएस शीट्स को नुकसान न पहुंचाएं। निम्नलिखित विचारों को ध्यान में रखा जाना चाहिए:
1.- ओवन में मौजूद धूल वार्निश के खराब होने का कारण हो सकती है। आवधिक रखरखाव आवृत्ति कठोर होनी चाहिए, क्योंकि धन समाप्त होने के बाद, अपूर्णता की उत्पत्ति को ढूंढना मुश्किल होता है, जिसके परिणामस्वरूप प्रक्रिया के दौरान विफलता का पता लगाने का मौका मिलता है।
2.- वार्निश की गई टीएफएस सामग्री का निरीक्षण किया जाना चाहिए, ताकि ग्रिल्स या शीट्स के कंपन के कारण होने वाले दोषों का पता लगाया जा सके।
3.- कंटेनर चेन के लीफ एक्सट्रैक्टर्स का गलत समायोजन, स्टैकिंग के दौरान नुकसान का मूल हो सकता है
4.- फिसलने वाली सतहों के लिए, ऊपर वर्णित सामान्य नियम लागू करें।
सी.- वैक्स मशीन
विशेष रूप से इस प्रकार के उपकरणों के लिए, निम्नलिखित अनुशंसाओं को ध्यान में रखा जाना चाहिए:
1.- हालांकि इस मशीन को स्वतंत्र रूप से स्थापित किया जा सकता है या एक लाइन में शामिल किया जा सकता है, पैराफिन के एक समान अनुप्रयोग को प्राप्त करने के लिए पाइप और एप्लिकेशन नोजल का आवधिक रखरखाव एक आवश्यक ऑपरेशन है।
2.- दोनों पक्षों पर आवेदन में मिलीग्राम प्रति वर्ग मीटर (mgr/m2) में खुराक विनिर्देशों का निरीक्षण करें। ऐसे में पैराफिन लगाने के लिए डबल स्प्रे बार का इस्तेमाल अनिवार्य है।
3.- वर्णित सामान्य नियमों को लागू करते हुए, सभी स्लिप सतहों की नियमित रूप से जांच करें।
डी.- स्क्रॉल
निम्नलिखित क्षेत्रों में सभी खरोंच और गड़गड़ाहट को खत्म करने के साथ-साथ बहुत साफ और चिकना रखना आवश्यक है:
– शीट फ्लो गाइड
– रोलर्स या ड्रैग बार
इन तत्वों को समय-समय पर सत्यापित किया जाना चाहिए
ई.- प्रेस और कर्लिंग मशीन
देखने के बिंदु हैं:
– अपनी फिंगर बार और प्रेशर स्किड्स के साथ फीडिंग टेबल
– ब्रेक स्किड्स
– पावर प्लेट
– बैंड स्लाइडर्स
– टूल प्लेट
– कर्लिंग आयरन गाइड
उन सभी में, स्थापित नियमों का पालन किया जाना चाहिए और तेज किनारों और उच्चारण वाले पहनने से भी बचना चाहिए।
एफ.- गममेकिंग
विशेष रूप से जांचने के लिए भाग:
– फीडिंग टेबल
– पृष्ठभूमि गाइड
– ऊपरी ड्रैग बंद हो जाता है
– निचला ड्रैग रुक जाता है
उन सभी को बहुत साफ और चिकना होना चाहिए। नीचे के स्टॉप को स्वतंत्र रूप से और सुचारू रूप से घूमना चाहिए
3º.- उपकरण
इनके बारे में बरती जाने वाली सावधानियां:
A.- सरफेस फ़िनिश
1.- धातु के संपर्क में आने वाले उपकरण के हिस्सों की सतहों पर रा = 0.1 माइक्रोन की पॉलिश होनी चाहिए। यह सिफारिश नए और मरम्मत किए गए दोनों भागों पर लागू होती है, और इसे तब भी लागू किया जाना चाहिए जब स्थापना के यांत्रिक निर्देश मैनुअल इसे इस तरह से निर्दिष्ट नहीं करते हैं।
2.- सामग्री, उपकरण और प्रक्रियाओं का तर्कसंगत उपयोग उपकरण की सतहों की उचित मरम्मत सुनिश्चित करेगा।
3.- ड्राइंग एक ऑपरेशन है, जिसके दौरान सामग्री के कुछ क्षेत्रों में नंगे दिखाई देने, उनकी सुरक्षा खोने का जोखिम होता है। निम्नलिखित ड्राइंग उपकरण के उन हिस्सों को इंगित करता है जिनमें 0.1 माइक्रोन के मान के साथ उच्च गुणवत्ता वाली सतह खत्म होनी चाहिए।
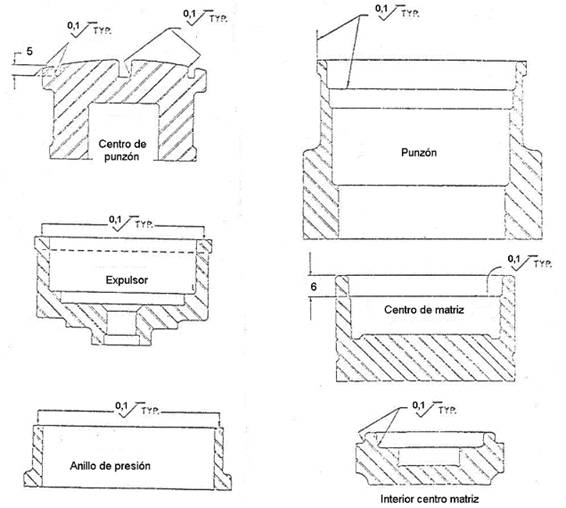
यह सत्यापित किया जाना चाहिए कि थ्रेड काउंटर या दस-शक्ति आवर्धक कांच का उपयोग करके पॉलिश किए गए चिह्न के साथ यहां इंगित किए गए किसी भी हिस्से में खरोंच या निशान दिखाई नहीं देते हैं।
बी.- सहनशीलता
टिन बॉटम्स के निर्माण के उद्देश्य से मरने के लिए सामान्य रूप से उपयोग किए जाने वाले टुकड़ों के संबंध में ऊपर बताए गए टुकड़ों की विनिर्माण सहनशीलता को आधे से कम किया जाना चाहिए।
डिब्बे की कच्ची सामग्री की दुनिया को लौटें













0 Comments