
ВВЕДЕНИЕ
TFS — это материал, обычно используемый при изготовлении крышек, дна и контейнеров глубокой вытяжки. По своей природе это более деликатный продукт, чем жесть, поэтому на производстве необходимо принять ряд мер предосторожности.
Попробуем указать последовательность правил, хорошо применяемых для улучшения конечных результатов при использовании этого материала.
1º.- ОБЩИЕ ПРАВИЛА
Всякий раз, когда вам нужно использовать TFS:
ВСЕ СКОЛЬЗЯЩИЕ ПОВЕРХНОСТИ НОЖЕЙ НА МАШИНАХ, КОНВЕЙЕРАХ, ИНСТРУМЕНТАХ … ДОЛЖНЫ БЫТЬ НА МЕСТЕ:
Очистить от металлической пыли.
Эта мера предосторожности еще более важна, если они ранее использовались с алюминием, так как пыль, оставшаяся от алюминия, очень абразивная и, скорее всего, приведет к появлению царапин на TFS.
В. — ЗАКРЫТО с точки зрения скольжения и ПОЛИШЕНИЯ
Все заусенцы, царапины, шероховатости и т.д… должны быть удалены путем шлифовки и полировки, в противном случае на них будут образованы царапины, которые в будущем станут больше, так как на этих заусенцах или на их заусенцах образуется слой C.C.O. (хром-хромно-оксидная смесь).
Необходимо будет нанести тефлоновую ленту на определенные поверхности листов TFS, чтобы облегчить скольжение и избежать царапин на листе TFS.
2º.- ЧАСТИ ПРОИЗВОДСТВЕННОГО МАТЕРИАЛА, ПОДЛЕЖАЩИЕ ПРОВЕРКЕ ДЛЯ ПРОИЗВОДСТВА ДНА ТФС
1º.- ОБОРУДОВАНИЕ
А.- Общее оборудование
Общие правила очистки скользящих поверхностей, описанные выше, должны применяться к оборудованию, используемому при изготовлении днищ и контейнеров с начинкой, например:
— Линии продольной резки катушек
— Оборудование для лакировки, литографии или нанесения парафиновых покрытий
— Оборудование для резки листового металла по технологии «зигзаг» или других видов стрижек
— Прессы и их машины для скручивания
— Гибочные станки
— Укладка и подача
— Устройства поддержки ножей на конвейерах и машинах
— Магнитные устройства
— Распределители и буферы
Шероховатость и износ, которые образуются на поверхностях скольжения перечисленного оборудования:
— Регулярно контролируется
— Удалено путем шлифовки и полировки
— После снятия поверхность подвергается «зеркальной полировке».
B.- Обработка и транспортировка
Ниже мы указываем ряд факторов, которые необходимо проверить, так как они могут влиять на внешний вид дна и контейнеров, изготовленных с помощью TFS.
- 1.- Время, прошедшее между распаковкой катушек TFS и обрезкой катушек.
- 2.- Размеры салазок для поддонов по сравнению с размерами листов.
- 3.- Использование защитной пленки на упаковках
- 4.- Маневры вилочного погрузчика
- 5.- Скорость передачи из магазина разрезанных пакетов в секцию лакирования
- 6.- Возраст лакированных полос или листов
- 7.- Способ обвязки и защита поддонов.
- 8.- Операция по возврату поддонов
- 9.- использование чередующихся картонных коробок в упаковке
- 10.- укладка поддонов на различной высоте
- 11.- способ подачи ремней и их позиционирование в автоматическом прессовом магазине.
Изучение каждого из этих факторов должно быть усилено, чтобы знать их влияние на риск образования царапин.
2º.- МАШИНЫ
ЛИНИЯ ПРОДОЛЬНОЙ РЕЗКИ РУЛОНОВ
В отношении различных частей этого оборудования необходимо принять следующие меры предосторожности:
1º.- Они должны быть чистыми и гладкими.
2º.- Удалить царапины и заусенцы.
3º.- Вращающиеся части должны вращаться свободно.
4º.- Нанесите защитные тефлоновые ленты.
В частности, мы указываем детали для проверки с указанием количества мер предосторожности.
— Выравнивающий валик: 1-ый и 2-ой
— Петлевые ролики: 2-й и 3-й
— Ролики подающего стола: 2-й и 3-й
— Пластина обнаружения отверстий: 1-я и 4-я.
— Режущий валик: 1-й и 2-й
— Фланцы регулировки подачи: 1-й и 2-й
— Направляющие и фланцы для регулировки выходного стола: 1-ый и 2-ой
— Девиаторы классификации: 1-й, 2-й и 4-й.
— Ролики Диаболо: 1-ый
Этот список пунктов должен периодически пересматриваться.
БИ-ЛИТОГРАФИЧЕСКИЕ ПЕЧИ
Это оборудование требует пристального внимания, чтобы не повредить лезвия TFS. Необходимо принять во внимание следующие соображения:
1.- Имеющаяся в печи пыль может стать причиной порчи лака. Периодичность периодического технического обслуживания должна быть строго регламентирована, так как после того, как средства закончены, трудно найти причину дефекта, так как это дает шанс обнаружить неисправность во время процесса.
2.- Лакированный материал TFS должен подвергаться осмотру для выявления дефектов, вызванных решетками или вибрацией лезвий.
3.- Плохая регулировка листовых вытяжных устройств контейнерной цепи может стать причиной повреждений во время штабелирования.
4.- Для поверхностей скольжения следует применять общие правила, описанные выше.
К.-ПАРАФИНОВАЯ МАШИНА
В частности, для данного типа оборудования необходимо учитывать следующие рекомендации:
1.- Несмотря на то, что эта машина может быть установлена независимо или включена в линию, периодическое техническое обслуживание аппликационных труб и сопел является необходимой операцией для получения равномерного нанесения парафина.
2.- Соблюдайте требования по дозировке в миллиграммах на квадратный метр (мкг/м2) при нанесении с обеих сторон. В этом случае для нанесения парафина необходимо использовать двойные штанги.
3.- Регулярно проверяйте все поверхности скольжения, применяя общие правила, описанные выше.
Д. — СКРОЛЛ
Следующие зоны должны быть очень чистыми и гладкими, а все царапины и заусенцы должны быть удалены:
— Листовые направляющие
— Ролики или прутья для перетаскивания
Эти элементы необходимо периодически проверять
ПРЕССОВАЛЬНО-СКРУЧИВАЮЩАЯ МАШИНА
Очки, за которыми нужно остерегаться:
— Подающий стол с помощью пальцевых брусьев и нажимных салазок
— Тормозные салазки
— Источник питания пластина
— Слайды ремня
— Инструментальная панель
— направляющие для керлингов
Все они должны соответствовать правилам и избегать острых краев и сильного износа.
Ф.- ЭНГОМАДОРА
В частности, детали, подлежащие проверке:
— Питающий стол
— руководства фонда
— Лучшие трейлинговые остановки
— Нижние задние остановки
Все они должны быть чистыми и гладкими. Нижние упоры должны вращаться свободно и плавно.
3º.-МЕБЕЛЬНОСТЬ
Меры предосторожности:
ПОВЕРХНОСТНАЯ ОБРАБОТКА
1.- Поверхности деталей инструмента, соприкасающихся с металлом, должны иметь полировку Ra = 0,1 мкм. Эта рекомендация относится как к новым, так и к отремонтированным деталям и должна выполняться даже в том случае, если в механической инструкции по установке это не указано.
2.- Рациональное использование материалов, оборудования и процедур обеспечит соответствующий ремонт поверхностей инструмента.
3.- Рисование — это операция, в ходе которой некоторые участки материала могут выглядеть обнаженными, теряя при этом свою защиту. На следующем чертеже показаны детали инструмента, которые должны иметь высокое качество обработки поверхности 0,1 микрон.
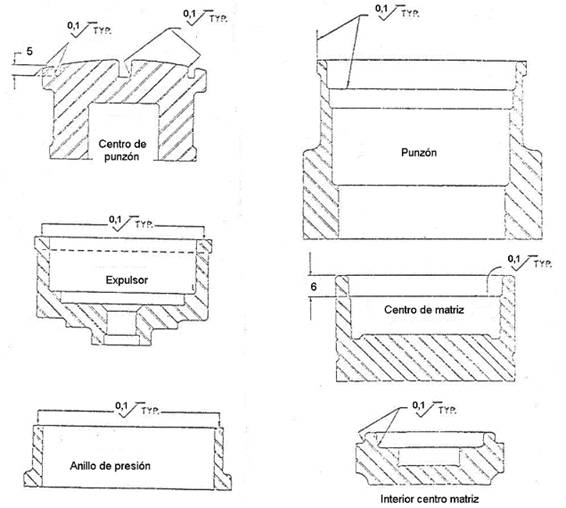
Необходимо убедиться, что ни одна из деталей, обозначенных здесь полированной надписью, не имеет царапин или видимых следов, с помощью резьбового счетчика или 10-кратного увеличительного стекла.
Б.- ТОЛЕРАНЦИИ
Производственные допуски на вышеупомянутые детали должны быть уменьшены вдвое по сравнению с допусками, обычно используемыми для штампов, предназначенных для изготовления днищ жести.
Назад к банкам мира сырьевых материалов
 Роузлейн внедрил методы бережливого производства в цех
Роузлейн внедрил методы бережливого производства в цех
 алюминиевая или жестяная крышка диаметром 100 см на 6 мм в высоту с отверстием в центре диаметром 7 мм
персонализированные банки для хранения чая
алюминиевая или жестяная крышка диаметром 100 см на 6 мм в высоту с отверстием в центре диаметром 7 мм
персонализированные банки для хранения чая
 Рекомендации по использованию легко открываемых банок
Рекомендации по использованию легко открываемых банок
 Рекомендации по улучшению питания декоратора
Рекомендации по улучшению питания декоратора
 ЖЕСТЬ
ЖЕСТЬ
 COPPER WIRE
COPPER WIRE
 УПАКОВКА ЖЕСТЯНЫХ ПАКЕТОВ
УПАКОВКА ЖЕСТЯНЫХ ПАКЕТОВ
 БАЗОВАЯ СТАЛЬ
БАЗОВАЯ СТАЛЬ
 ДВОЙНАЯ ЖЕСТЬ
ДВОЙНАЯ ЖЕСТЬ



0 Comments