
INTRODUCTION
Le STT est un matériau normalement utilisé dans la fabrication de couvercles, de fonds et de récipients emboutis. De par sa nature, il s’agit d’un produit plus délicat que le fer blanc, de sorte qu’une série de précautions doivent être prises sur les installations de production.
Nous allons essayer de définir une série de règles qui, bien appliquées, amélioreront les résultats finaux lors de l’utilisation de ce matériel.
1º.- RÈGLES GÉNÉRALES
Chaque fois que vous devez utiliser les TSF :
TOUTES LES SURFACES DE GLISSEMENT DES LAMES SUR LES MACHINES, LES CONVOYEURS, L’OUTILLAGE … DOIVENT ÊTRE EN PLACE :
A.- NETTOYAGE de toute poussière métallique.
Cette précaution est encore plus importante si elles ont déjà été utilisées avec de l’aluminium, car la poussière laissée par l’aluminium est très abrasive et causera très probablement des rayures sur les STT.
B.- VÉRIFIÉ du point de vue du glissement et du POLISSAGE
Toutes les bavures, entailles, rugosités, etc… doivent être éliminées par meulage et polissage, sinon il se produira sur elles des rayures qui deviendront plus importantes à l’avenir, car la couche de C.C.O. (Chrome-Cromate-Oxyde) se forme sur ces entailles ou sur leurs bavures.
Il sera nécessaire d’appliquer une bande de téflon sur certaines surfaces des feuilles du SSF afin de faciliter le glissement et d’éviter les rayures sur le SSF.
2º.- PARTIES DU MATÉRIEL DE PRODUCTION À CONTRÔLER POUR LA PRODUCTION DE FONDS DE TFS
1º.- ÉQUIPEMENT
A.- Matériel générique
Les règles générales de nettoyage des surfaces de glissement, décrites ci-dessus, doivent être appliquées aux équipements utilisés dans la fabrication de fonds et de récipients rembourrés tels que :
– Lignes de refendage de bobines
– Matériel de vernissage, de lithographie ou de paraffinage
– Machines à défilement pour la découpe de feuilles en zigzag ou autres machines de cisaillement
– Les presses et leurs machines à boucler
– Machines à gommer
– Dispositif d’empilage et d’alimentation
– Dispositifs de support des lames sur les convoyeurs et les machines
– Dispositifs magnétiques
– Espaceurs et tampons
La rugosité et l’usure qui se forment sur les surfaces de glissement des équipements répertoriés doivent être :
– Suivi régulier
– Enlevé par ponçage et polissage
– Après enlèvement, la surface est « polie miroir ».
B.- Manutention et transport
Nous indiquons ci-dessous une série de facteurs qui doivent être vérifiés, car ils peuvent influencer l’apparence des fonds et des conteneurs fabriqués avec des STT.
- 1.- Temps écoulé entre le déballage des bobines de TFS et la découpe des bobines
- 2.- Dimensions des patins de palettes par rapport aux dimensions des feuilles.
- Utilisation de films de protection sur les emballages
- 4.- Manœuvres des chariots élévateurs
- 5.- Taux de transfert du magasin de paquets coupés vers la section de vernissage
- 6.- Âge des bandes ou feuilles vernies
- 7.- Méthode de cerclage et protection des palettes.
- 8.- Opération de retour des palettes
- 9.- Utilisation de cartons intercalaires dans les emballages
- 10.- Empilage des palettes à différentes hauteurs
- 11.- Méthode d’alimentation des bandes et leur positionnement dans le magasin de la presse automatique.
L’étude de chacun de ces facteurs devrait être renforcée afin de connaître leur influence sur les risques de générer des rayures.
2º.- MACHINES
A – LIGNE DE REFENDAGE DE BOBINES
Les précautions suivantes doivent être prises en ce qui concerne les différentes parties de cet équipement :
1º.- Ils doivent être propres et lisses.
2º.- Éliminer les éraflures et les bavures.
3º.- Les pièces en rotation doivent tourner librement.
4º.- Appliquer des bandes de protection en téflon.
Nous détaillons notamment les parties à vérifier en mentionnant le nombre de précautions à prendre
– Rouleau niveleur : 1er et 2ème
– Rouleaux de boucle : 2e et 3e
– Rouleaux de la table d’alimentation : 2e et 3e
– Plaque de détection des trous : 1ère et 4ème
– Rouleau de coupe : 1er et 2e
– Brides de réglage des aliments pour animaux : 1ère et 2ème
– Guides et brides pour le réglage de la table de sortie : 1er et 2e
– Déviation de la classification : 1ère, 2ème et 4ème
– Diabolo rollers : 1er
Cette liste de points devrait être revue périodiquement.
B- FOURS DE LITHOGRAPHIE
Cet équipement nécessite une attention particulière afin de ne pas endommager les lames du TFS. Les considérations suivantes doivent être prises en compte :
1.- La poussière existante dans le four peut être une cause de détérioration du vernis. La fréquence de l’entretien périodique doit être rigoureuse, car une fois les fonds épuisés, il est difficile de trouver l’origine d’une imperfection, étant donné qu’il est possible de détecter la défaillance au cours du processus.
2.- Le matériau TFS verni doit être soumis à une inspection afin de détecter les défauts causés par les grilles ou les vibrations des lames.
Un mauvais réglage des extracteurs de feuilles de la chaîne de conteneurs peut être à l’origine d’un dommage lors de l’empilage.
Pour les surfaces de glissement, appliquer les règles générales décrites ci-dessus.
C.- MACHINE À PARAFFINE
Pour ce type d’équipement en particulier, les recommandations suivantes doivent être prises en compte :
1.- Bien que cette machine puisse être installée indépendamment ou incluse dans une ligne, l’entretien périodique des tuyaux et des buses d’application est une opération essentielle pour obtenir une application uniforme de la paraffine.
Respectez les spécifications de dosage en milligrammes par mètre carré (mgr/m2) dans l’application sur les deux faces. Dans ce cas, l’utilisation de doubles rampes de pulvérisation est obligatoire pour l’application de la paraffine.
Vérifiez régulièrement toutes les surfaces de glissement, en appliquant les règles générales décrites ci-dessus.
D.- DÉROULEMENT
Les zones suivantes doivent être maintenues très propres et lisses et toutes les éraflures et bavures doivent être éliminées :
– Guides de la circulation des feuilles
– Rouleaux ou barres de traînée
Ces éléments doivent être vérifiés périodiquement
E.- PRESSE ET MACHINE À BOUCLER
Les points à surveiller sont les suivants :
– Table d’alimentation avec ses barres de doigts et ses patins de pression
– Patins de freinage
– Plaque d’alimentation électrique
– Glissières de ceinture
– Plaque d’outillage
– Guides de fer à friser
Tous doivent se conformer aux règles et éviter les arêtes vives et l’usure importante.
F.- ENGOMADORA
Les pièces à contrôler en particulier :
– Table d’alimentation
– Guides des fonds
– Arrêts en tête de liste
– Arrêts de fin de course en bas de page
Tous doivent être propres et lisses. Les butées inférieures doivent tourner librement et sans à-coups.
3º.-MEUBLES
Les précautions à prendre à leur sujet :
A.- FINITION DE SURFACE
1.- Les surfaces des parties de l’outil en contact avec le métal doivent avoir un poli de Ra = 0,1 micron. Cette recommandation s’applique aussi bien aux pièces neuves qu’aux pièces réparées et doit être appliquée même si le manuel d’instructions mécaniques de l’installation ne le précise pas.
2.- Une utilisation rationnelle des matériaux, des équipements et des procédures garantira une réparation appropriée des surfaces de l’outil.
3.- Le dessin est une opération au cours de laquelle certaines zones du matériel sont susceptibles d’apparaître nues, perdant ainsi leur protection. Le dessin suivant montre les parties de l’outil qui doivent avoir une finition de surface de haute qualité de 0,1 micron.
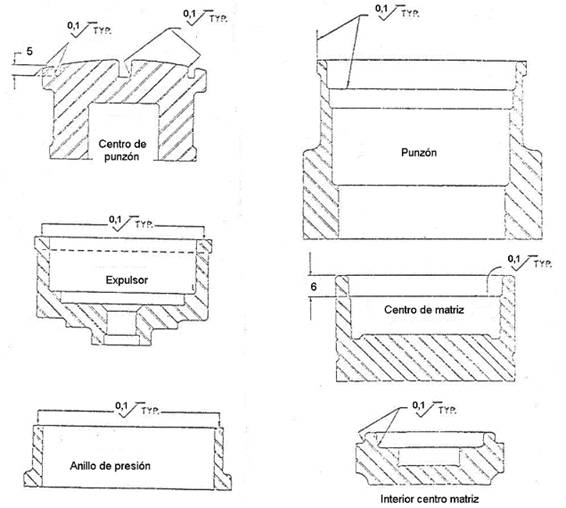
Il est nécessaire de vérifier qu’aucune des pièces marquées du signe poli ici, ne présente de rayures ou de marques visibles, en utilisant un compteur de fil ou une loupe 10x.
B.- TOLÉRANCES
Les tolérances de fabrication des pièces susmentionnées doivent être réduites de moitié par rapport à celles normalement utilisées pour une matrice destinée à la fabrication de fonds en fer blanc.
Retour aux boîtes de conserve de matières premières
 Krones récompensé lors des German Design Awards
Krones récompensé lors des German Design Awards
 CMB ENGINEERING NOMME UN NOUVEAU DIRECTEUR DES VENTES POUR LES AMÉRIQUES
CMB ENGINEERING NOMME UN NOUVEAU DIRECTEUR DES VENTES POUR LES AMÉRIQUES
 LES BOÎTES DE CONSERVE, LES AÉROSOLS ET LES BRIQUETTES, LES PRODUITS QUI SUSCITENT LE PLUS DE DOUTES EN MATIÈRE DE RECYCLAGE.
LES BOÎTES DE CONSERVE, LES AÉROSOLS ET LES BRIQUETTES, LES PRODUITS QUI SUSCITENT LE PLUS DE DOUTES EN MATIÈRE DE RECYCLAGE.
 SALVACO LÈVE 2,5 MILLIONS DE LIVRES LORS DE SON DERNIER TOUR D’INVESTISSEMENTS
SALVACO LÈVE 2,5 MILLIONS DE LIVRES LORS DE SON DERNIER TOUR D’INVESTISSEMENTS
 BALL CORPORATION ET SODEXO S’ASSOCIENT POUR PROMOUVOIR L’UTILISATION DE TASSES EN ALUMINIUM LORS D’ÉVÉNEMENTS SPORTIFS
BALL CORPORATION ET SODEXO S’ASSOCIENT POUR PROMOUVOIR L’UTILISATION DE TASSES EN ALUMINIUM LORS D’ÉVÉNEMENTS SPORTIFS
 RE : WATER, LA PREMIÈRE MARQUE D’EAU SUR LE MARCHÉ À UTILISER DES BOUTEILLES EN ALUMINIUM ENTIÈREMENT RECYCLÉES.
RE : WATER, LA PREMIÈRE MARQUE D’EAU SUR LE MARCHÉ À UTILISER DES BOUTEILLES EN ALUMINIUM ENTIÈREMENT RECYCLÉES.
 APEAL PUBLIE UN NOUVEAU RAPPORT SUR LES MEILLEURES PRATIQUES EN MATIÈRE DE RECYCLAGE DES EMBALLAGES EN ACIER
APEAL PUBLIE UN NOUVEAU RAPPORT SUR LES MEILLEURES PRATIQUES EN MATIÈRE DE RECYCLAGE DES EMBALLAGES EN ACIER
 LE GROUPE CANPACK S’ENGAGE À UTILISER DE L’ÉLECTRICITÉ RENOUVELABLE D’ICI 2022
LE GROUPE CANPACK S’ENGAGE À UTILISER DE L’ÉLECTRICITÉ RENOUVELABLE D’ICI 2022
 Trivium Argentina sera le premier à utiliser de l’aluminium recyclé post-consommation sur le continent américain.
Trivium Argentina sera le premier à utiliser de l’aluminium recyclé post-consommation sur le continent américain.



0 Comments