The manufacturing of a 2-piece aluminum can starts at the front end of the production line, also called the forming area, or Front End. In this area, the aluminum metal is transformed from a coil-wound sheet into a shiny aluminum can, free of lubricants, oxides and totally dry, ready for the printing process and varnish application.
The forming area is typically comprised of the following machinery and aluminum can accumulation areas: coil turner, coil car, double mandrel uncoiler, foil lubricator, cup press, cup accumulator, body formers, trimmers, wet can conveyor, seven-station acid washer, drying oven, and shiny can accumulator.
If we look at the forming area from a process perspective, it consists of the following manufacturing processes: Roll handling, sheet lubrication, cup forming by deep drawing and cutting, cup conveying and accumulation, can forming by deep drawing and metal pressing, dome forming by deep drawing, trimming of the open area of the can, wet can conveying and accumulation, can washing and pickling in an acid environment, can drying, can conveying and accumulation of shiny can.
Each of these aforementioned processes has its due impact on the subsequent process, i.e. an aluminum metal well manufactured by the rolling mill will most likely be a bright or finished can within specifications. The same will be true for the cup forming process, an aluminum sheet with a defect free surface, properly lubricated, and with its mechanical properties within specification, will most likely be a high quality aluminum cup for the can forming process.
Everything we do or fail to do in formation to bring our trimmed and shiny sheet, cup or can within specifications will have an impact on the back end, either favorable or adverse. Therefore, it is important to define and understand the inputs and outputs of each process in the can forming area (Front End), in order to control and deliver a product within specifications for the subsequent process. Do not expect a poor quality cup produced by the cup press, e.g. cup with wrinkle, to become a high quality shiny can for the binding or flanging process, the body former does not have the ability to fix what was set up in the cup press.
The Back End area depends greatly on what is done and controlled in the forming area. Most of the problems or rejects that we observe in the decorating area, for example in the binder or Die Necker, come from deviations or quality problems that occurred in the forming area or previous processes. A bad can trimming, wrinkle in the cup, incomplete shiny can or inclusions in the metal to name a few forming defects, will give us a new problem in subsequent processes such as neck creases, incomplete flange or micro holes in the can walls.
Based on the above, it can be concluded that it is of utmost importance to define and understand the inputs and outputs of each process in the aluminum can forming area. For example, the requirements for good cup quality should be clear to the cup press operator, since a good cup quality will have a greater chance of forming a good can and so on in this domino effect into the decorating area of the production line. This good understanding of inputs, outputs and in-process product requirements will help us produce high quality cans, increase line efficiencies, and reduce our metal waste.
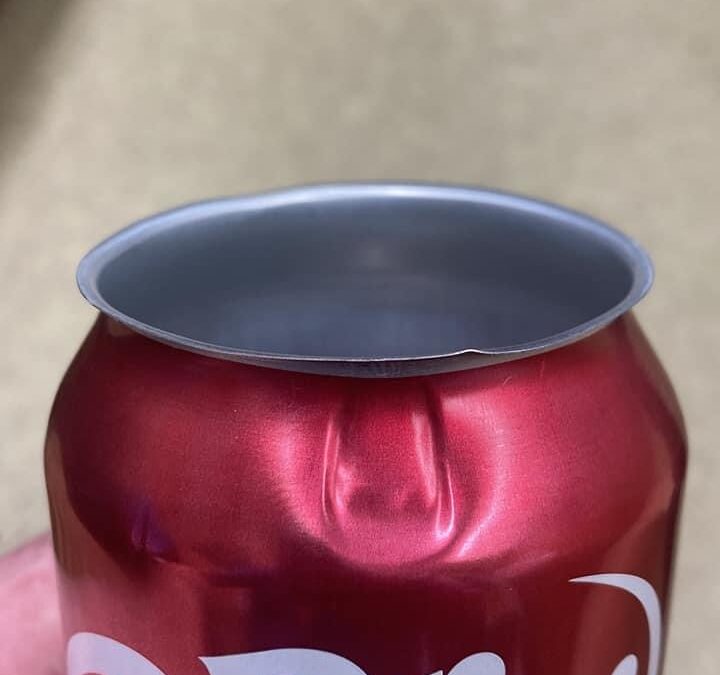
Example of neck wrinkling (Bat Wing) due to high variation of thick wall thicknesses, this problem originated in a body former in the can forming area.
 Understanding and addressing tears in bodymakers
Understanding and addressing tears in bodymakers
 Understanding Dome Wrinkles in Canmaking: Causes, Detection and Prevention
Understanding Dome Wrinkles in Canmaking: Causes, Detection and Prevention
 Uneven wall thickness in aluminum cans
Uneven wall thickness in aluminum cans
 Fractured Domes in Aluminum Beverage Cans
Fractured Domes in Aluminum Beverage Cans
 Cupping Press and Die Lubrication System: Ensuring Quality and Reducing Can Defects
Cupping Press and Die Lubrication System: Ensuring Quality and Reducing Can Defects
 Understanding the Toolpack: An In-Depth Analysis
Understanding the Toolpack: An In-Depth Analysis
 Double sealing Basic concept
Double sealing Basic concept
 Bodyformer Tool Pack Configurations
Bodyformer Tool Pack Configurations
 FORMING PROCESSES IN AN ALUMINIUM BEVERAGE CAN PRODUCTION LINE
FORMING PROCESSES IN AN ALUMINIUM BEVERAGE CAN PRODUCTION LINE
 Aluminum specifications for beverage cans and lids
Aluminum specifications for beverage cans and lids



