2-पीस एल्यूमीनियम कैन का निर्माण उत्पादन लाइन के सामने के क्षेत्र में शुरू होता है, जिसे अंग्रेजी में इसके शब्द के अनुसार फॉर्मेशन एरिया या फ्रंट एंड भी कहा जाता है। इस क्षेत्र में, एल्यूमीनियम धातु एक कुंडल के रूप में एक लुढ़की हुई शीट से एक चमकदार एल्यूमीनियम कैन में बदल जाती है, जो स्नेहक, ऑक्साइड से मुक्त और पूरी तरह से सूखी होती है, जो मुद्रण प्रक्रिया और वार्निश अनुप्रयोग के लिए तैयार होती है।
निर्माण क्षेत्र आम तौर पर निम्नलिखित मशीनरी और एल्यूमीनियम कप या संचय क्षेत्रों से बना होता है: रोल टर्नर, रोल कैरिज, डबल मैंड्रेल अनकॉइलर, शीट लुब्रिकेटर, कप प्रेस, कप संचायक, बॉडी फॉर्मर्स, ट्रिमर, वेट कैन कन्वेयर, सात स्टेशन एसिड वॉशर, सुखाने वाला ओवन और ब्राइट कैन संचायक।
यदि हम निर्माण क्षेत्र को एक प्रक्रिया के नजरिए से देखें, तो इसमें निम्नलिखित विनिर्माण प्रक्रियाएं शामिल हैं: रोल हैंडलिंग, शीट स्नेहन, काटने और गहरी ड्राइंग द्वारा कप का निर्माण, कप परिवहन और संचय, धातु को खींचने और इस्त्री करने के माध्यम से कैन का निर्माण, डोमिंग ड्राइंग के माध्यम से, कैन के खुले क्षेत्र को ट्रिम करना, गीले कैन को परिवहन करना और जमा करना, एसिड वातावरण में कैन को धोना और अचार बनाना, कैन को सुखाना, परिवहन करना और जमा करना उज्ज्वल हो सकता है।
उपर्युक्त प्रक्रियाओं में से प्रत्येक का बाद की प्रक्रिया पर अपना उचित प्रभाव पड़ता है, यानी कि रोलिंग मिल द्वारा एक अच्छी तरह से निर्मित एल्यूमीनियम धातु में विनिर्देशों के भीतर एक उज्ज्वल या तैयार कैन होने की उच्च संभावना होगी। कप बनाने की प्रक्रिया के साथ भी ऐसा ही होगा, एक एल्युमीनियम शीट जिसकी सतह दोष रहित हो, उचित रूप से चिकनाईयुक्त हो, और विनिर्देश के भीतर इसके यांत्रिक गुणों के साथ, कप बनाने की प्रक्रिया के लिए उच्च गुणवत्ता वाला एल्युमीनियम कप होने की अच्छी संभावना होगी। .
हम जो कुछ भी निर्माण में करते हैं या करना बंद कर देते हैं ताकि हमारी शीट, कांच या कट और चमकदार कैन विशिष्टताओं के भीतर हों, उसका सजाए गए क्षेत्र (बैक एंड) पर अनुकूल या प्रतिकूल प्रभाव पड़ेगा। इसीलिए कैन निर्माण क्षेत्र (फ्रंट एंड) में प्रत्येक प्रक्रिया के इनपुट और आउटपुट को परिभाषित करना और समझना महत्वपूर्ण है, ताकि किसी उत्पाद को बाद की प्रक्रिया के लिए विशिष्टताओं के भीतर नियंत्रित और वितरित किया जा सके। आइए यह उम्मीद न करें कि ग्लास प्रेस द्वारा निर्मित खराब गुणवत्ता वाला ग्लास, उदाहरण के लिए झुर्रीदार ग्लास, नेकिंग या फ़्लैंगिंग प्रक्रिया के लिए उच्च गुणवत्ता वाला चमकदार कैन बन जाएगा, पहले की बॉडी में कप प्रेस में जो स्थापित किया गया था उसे ठीक करने की क्षमता नहीं है .
सजावट क्षेत्र या अंग्रेजी में इसके कार्यकाल के लिए बैक एंड, प्रशिक्षण क्षेत्र में क्या किया और नियंत्रित किया जाता है उस पर काफी हद तक निर्भर करता है। अधिकांश समस्याएँ या अस्वीकृतियाँ जो हम सजावट क्षेत्र में देखते हैं, उदाहरण के लिए नेकर या डाई नेकर में, वे विचलन या गुणवत्ता की समस्याओं से आती हैं जो निर्माण क्षेत्र या पिछली प्रक्रियाओं में हुई थीं। कैन की खराब ट्रिमिंग, कप में झुर्रियां, अधूरा चमकदार कैन या धातु में कुछ गठन दोषों का समावेश, हमें बाद की प्रक्रियाओं में एक नई समस्या देगा जैसे कि गर्दन में सिलवटें, अधूरा निकला हुआ किनारा या सूक्ष्म छेद कैन की दीवारें। कैन।
उपरोक्त के अनुसार, यह निष्कर्ष निकाला जा सकता है कि एल्युमीनियम कैन निर्माण के क्षेत्र में प्रत्येक प्रक्रिया के इनपुट और आउटपुट को परिभाषित करना और समझना बहुत महत्वपूर्ण है। उदाहरण के लिए, एक अच्छी कप गुणवत्ता प्राप्त करने की आवश्यकताएं कप प्रेस ऑपरेटर के लिए स्पष्ट होनी चाहिए, क्योंकि एक अच्छी कप गुणवत्ता के पास एक अच्छा कैन बनाने के लिए अधिक अवसर होंगे और इसी तरह से सजाए गए क्षेत्र की ओर इस डोमिनोज़ प्रभाव में उत्पादन लाइन के। . इनपुट, आउटपुट और कार्य-प्रक्रिया आवश्यकताओं की यह अच्छी समझ हमें उच्च गुणवत्ता वाले डिब्बे बनाने, लाइन दक्षता बढ़ाने और हमारे धातु अपशिष्ट को कम करने में मदद करेगी।
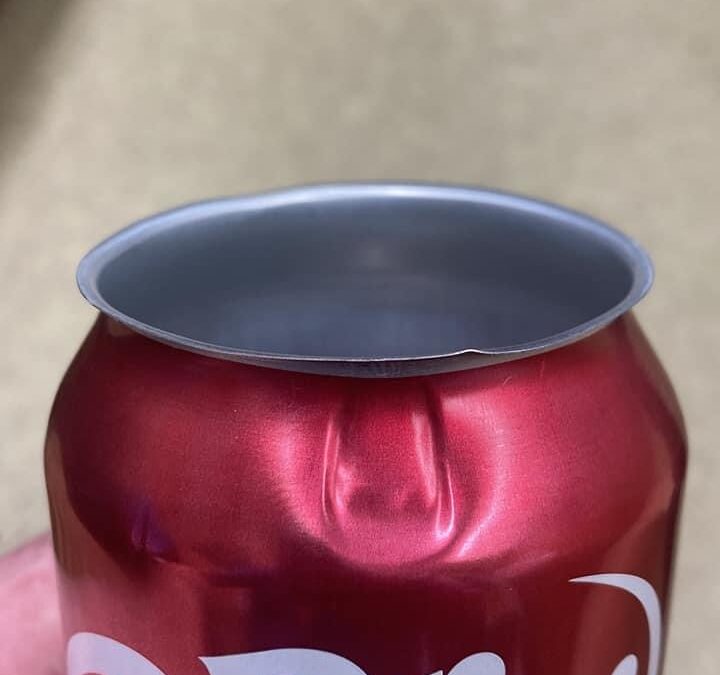
मोटी दीवार की मोटाई में उच्च भिन्नता के कारण गर्दन (बैट विंग) में झुर्रियों का उदाहरण, यह समस्या कैन बनाने वाले क्षेत्र में पूर्व शरीर में उत्पन्न हुई थी।
 बॉडीमेकर्स में आँसू को समझना और संबोधित करना
बॉडीमेकर्स में आँसू को समझना और संबोधित करना
 विभाजित डिब्बे डिब्बों में एक दोष
विभाजित डिब्बे डिब्बों में एक दोष
 एल्यूमीनियम पेय के डिब्बे में गुंबदों का फ्रैक्चर
पेय पदार्थों के डिब्बों में स्प्लिट फ्लैंज दोष
एल्यूमीनियम पेय के डिब्बे में गुंबदों का फ्रैक्चर
पेय पदार्थों के डिब्बों में स्प्लिट फ्लैंज दोष
 कैन दोषों पर भौतिक रासायनिक मापदंडों का प्रभाव: एक सांख्यिकीय दृष्टिकोण
कैन दोषों पर भौतिक रासायनिक मापदंडों का प्रभाव: एक सांख्यिकीय दृष्टिकोण
 एल्यूमीनियम पेय के डिब्बे का निर्माण: एक उच्च तकनीक प्रक्रिया
एल्यूमीनियम पेय के डिब्बे का निर्माण: एक उच्च तकनीक प्रक्रिया
 मैं इसका विश्लेषण करने के लिए डबल सील को कैसे अलग करूं?
मैं इसका विश्लेषण करने के लिए डबल सील को कैसे अलग करूं?
 एल्युमीनियम कैन डेकोरेटर्स में दोष: कारण, प्रभाव और समाधान
एल्युमीनियम कैन डेकोरेटर्स में दोष: कारण, प्रभाव और समाधान
 एक कंटेनर की आंतरिक सरंध्रता से बचने के लिए अनुशंसाएँ
एक कंटेनर की आंतरिक सरंध्रता से बचने के लिए अनुशंसाएँ
 डबल क्लोजर बेसिक कॉन्सेप्ट
डबल क्लोजर बेसिक कॉन्सेप्ट


