

We focus on this work in some of the aspects that imply the use of varnishes as interior protection of metal containers, such as:
– Basic type of varnish to be used depending on the characteristics of the product to be packaged.
– The behavior of the corrosive action in varnished containers.
– The migration of varnish components to the product.
– The performance of varnishes in the environment.
In another more concrete article we will develop the actual material of varnishes as such.
1º.- UTILIZATIONS
The contents of metal containers can have different characteristics and depending on them, the interior protection varnish must be selected. Let’s see some cases:
A.- Aggressive products (acids and semi-acids, not sulfurs)
Sometimes the presence of tin is desirable for these products because it rapidly eliminates oxygen, whose prolonged existence is likely to oxidize the product. Therefore, they do not necessarily have to be canned in varnished containers. Tin has a reducing and clarifying role with white and light fruits and juices (citrus, pears, mekocones, pineapple) and helps to improve its appearance.
However, the clear tendency of the market is to use interior protective varnishes and inside them the white ones – pigmented with titanium oxide – that give a higher sanitary level by eliminating the “marble” or veined appearance that is formed in Tinplate surface due to peeling. However, dorados are also used in their different versions.
Sometimes serious cases of corrosion can occur in plant products rich in nitrogen (beans, carrots, melon, tomato) when the packaging is not protected. Taking into account that sometimes a complete desestañado is given after a few months, the internal varnishing provides the only safe answer. This solution is now used almost universally.
For two-part containers, different systems are applied according to the degree of corrosivity of the product. By way of example you can choose among other solutions:
– epoxy-phenolic, in some cases pigmented with aluminum (for moderate aggression)
– polyester modified with titanium oxide (for moderate aggression)
– organosol, pigmented with titanium oxide (or aluminum)
– epoxy-phenolic as a base varnish (pigmented or not) with an upper layer of non-pigmented organosol.
For three pieces packaging, the previous systems are valid, although you can resort to cheaper ones, such as:
– epoxy-phenolic (for moderate aggression)
– Pigmented modified epoxy (with aluminum or titanium oxide)
– epoxi-phenolico in double layer, being able to go the second pigmented layer
When it comes to preserves of juices with anthocyanin pigments – blue, violet and red – (cherries, strawberries, raspberries) it is often necessary to resort to double layer of varnish to correct the imperfections of the base layer. The varnishes used are epoxy-phenolic or oil-resinous, the latter in a much smaller proportion. In general, the double layer is used when there is an evident risk of corrosion drilling.
B.- Sulfur products
During the sterilization process, food can release sulfur compounds, with the consequent risk of ferrous sulphide or tin stains. This risk increases with the temperature of the process and the time during which that temperature is maintained. To reduce this phenomenon and especially the degradation of the proteins of the product by the action of heat, we resort to heating and rapid cooling techniques.
Tinplate can have different surface treatments – passivation. The most usual one, called passivation 311 due to its composition (presence of metallic chromium), prevents tin sulphide stains. However, the most important paper to protect the metallic base against the risk of sulfur stains is the varnish. It is about creating a physical and chemical barrier that protects the product.
The physical barrier is provided by densely crosslinked varnishes. For this, in little or nothing aggressive products, epoxy-phenolic type varnishes are usually used. When it comes to aggressive products can be resolved starting from a varnish of the previous type but a thicker layer of film or resorting to a double layer of varnish. Frequently the physical barrier is reinforced by a masking effect, achieved by the incorporation of pigments in the varnish (aluminum oxide or titanium oxide that gives it a white color), even if sulphide stains appear, they are not visible. The above is valid for bodies and lids of three-piece containers. In the case of embedded packaging, to achieve adequate protection it is advisable to use polyester varnishes – which are more flexible – for less aggressive products and a double layer (epoxy-phenolic + organosol) for aggressive.
The chemical barrier is achieved by means of a pigment that tends to trap the sulfur ions. For this purpose zinc oxide added to varnishes based on epoxy-phenolic resins is used.
By way of summary we include a table with the classification of the most common food products that are preserved in metal containers protected with sanitary varnishes. They are classified in the same according to their degree of aggressiveness – in three levels – and their sulfur power. Framing the food in a certain group, it is possible to define the system of varnishes suitable for proper protection of the same.
| AGGRESSIVENESS OF FOOD | ||||||
| GROUP | VERY AGGRESSIVE | MEDIUMLY AGGRESSIVE | LITTLE AGGRESSIVES | |||
| pH<4,5 | pH 5,5 – 4,5 | pH 7 > 5,5 | ||||
| NO SULFURANTS | SULFURANTS | NO SULFURANTS | SULFURANTS | NO SULFURANTS | SULFURANTS | |
| Green olives | Black olives | Chestnuts dry | ||||
| Apricots | Chestnuts (in syrup) | Dry dates | ||||
| Chestnuts (cream) | Quince jelly | Dehydrated fruits | ||||
| Cherries | Jams | |||||
| Plums | ||||||
| Fruit cocktail | ||||||
| Strawberries | ||||||
| FRUITS | Figs | |||||
| Apples | ||||||
| Peach | ||||||
| Cantaloupe | ||||||
| Oranges | ||||||
| Pears | ||||||
| Pineapple | ||||||
| grapes | ||||||
| Artificial artichokes | ||||||
| Acidified celery | Natural artichokes | Green peas | Artichokes in oil | |||
| Eggplant acidific. | Celery to the natural | Broad beans | ||||
| Acidic mushroom | Zucchini | Corn | ||||
| Champiñón acidific. | Mushroom | Leeks | ||||
| VEGETABLES | Pickles | Asparagus | ||||
| Acidific peppers. | Spinach | |||||
| Beet acidific. | Green beans | |||||
| Tomato | Natural peppers | |||||
| Beet | ||||||
| Potatoes in brine | ||||||
| Fried tomato | ||||||
| Marinated tuna | Natural tuna | Squid in ink | Anchovies in oil | |||
| FISH | Sardines In Marinade | Natural mussels | Sardines in oil | |||
| Pickled mussels | Natural crustaceans | Tuna in oil | ||||
| Natural molluscs | Mackerels in oil | |||||
| Sardines in tomato | ||||||
| Sausages in brine | Meatballs | calluses | ||||
| Veal in sauce | Birds | Ham | ||||
| MEATS | Sausage | Truffled loin | ||||
| Patés | Lunch | |||||
| Veal | Mortadella | |||||
| Natural beans | Fabada | |||||
| VEGETABLES | Pasta with sauce | Chickpeas | ||||
| Lentils in brine | Lentils | |||||
| Mayonnaise | Pasta with sauce | Oils | ||||
| VARIOUS | Ketchup | Vegetable stew | Animal feed | |||
| Vegetable soups | Coffee | |||||
| Cookies | ||||||
| Powdered or condensed milk | ||||||
2º.- CORROSION IN VARNISHED PACKAGING
- a) Corrosion under the film
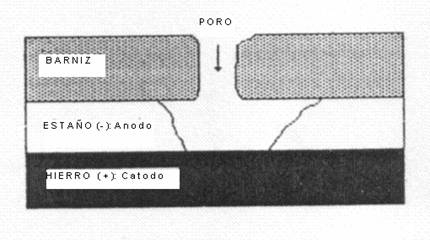
An electrolytic corrosion effect can be generated in the stack formed by tin-iron protected by the varnish. In this case, tin acts as a sacrificial anode and iron takes advantage of cathodic protection. This originates through a pore in the varnish through which the product’s fluid that acts as an electrolyte is introduced, as a result of which black areas of corrosion can develop under the varnish film, including localized detachments thereof. Although it affects the interior appearance of the container, it does not threaten the useful life of the container since there is no risk of perforation. Metal contamination of the product remains limited.
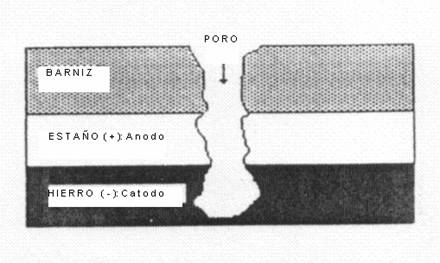
- b) Drilling
 Sometimes the operation of the tin-iron pile under the varnish film is reversed; then the iron corrodes. Increases iron contamination of the product of the container, often ending in drilling.
Sometimes the operation of the tin-iron pile under the varnish film is reversed; then the iron corrodes. Increases iron contamination of the product of the container, often ending in drilling.
Iron has an unfavorable effect on the color of some foods. The polyphenolic compounds (tannins) together with the iron ion produce complexes of black color.
In the chromium-iron cell, iron can always be considered anodic in relation to chromium. Iron dissolves when exposed to corrosion (these “stings” sometimes reach perforations). Chromium coated materials should always carry a reinforced organic protection compared to tinplate.
3rd.- MIGRATION AND COMPATIBILITY PROBLEMS RELATED TO THE USE OF ORGANIC COATINGS
Interior varnishes for food packaging should not present any risk of toxicity. Being in direct contact with preserves obviously involves the application of certain standards regarding the selection of materials used in its formulation and to ensure the quality of its application.
We have seen that, chemically, the varnishes used are closely related to plastic materials; consequently, migration and compatibility problems are linked with them.
Whatever the nature of the organic coating, three essential criteria must be met:
1º.- All its components must be included in a positive list.
2º.- The organic varnish film, once applied and cured according to the specifications of the supplier, must not release any component in quantity greater than that stipulated by the regulations in force.
3º.- The coating must effectively fulfill its barrier role between the metal base and the food. Above all, it should not damage the organoleptic qualities of the latter.
 Sometimes the operation of the tin-iron pile under the varnish film is reversed; then the iron corrodes. Increases iron contamination of the product of the container, often ending in drilling.
Sometimes the operation of the tin-iron pile under the varnish film is reversed; then the iron corrodes. Increases iron contamination of the product of the container, often ending in drilling.
In general, each country has its own regulations but those that set the standard worldwide are mainly those issued by the American FDA and also those issued by the European Common Market. Other countries such as Switzerland or the Scandinavians also have very strict and reliable regulations.
Regarding the migration problem, two aspects must be taken into account:
Quantitative aspects
The maximum values are determined by the specific regulations of each country that fix the maximum amount of allowed migration to the food. This quantity is usually evaluated in milligrams of migrated substances for each kilogram of food (mgrs / kg) or also in milligrams of migrated substances per square decimetre of contact surface between varnish and food.
In general, the laboratories that are engaged in analysis tests ensure that if the coating is applied under the conditions recommended by the suppliers, the results are below the official limits.
Qualitative aspects
Here, specific migration limits are also set. The attention is directed in particular to certain monomers considered to be very toxic. There are lists of products with specific indication of the maximum amount of allowed migration. These amounts are usually set in ppb (parts per billion) or in mgrs / Tm (milligrams of migration per ton of product) It can be said that with respect to the varnishes used in food packaging there is added security because:
– the monomers are naturally most reactive; therefore they disappear or are easily incorporated into the macromolecular structure that becomes chemically inert.
– in the course of curing the varnish (which is usually at least 200 ° C for 12 minutes) and knowing the boiling temperature of the monomers, it is unthinkable that even valuable traces remain.
– The same reasoning can be applied to varnish solvents, some of which are also toxic. They will also quickly disappear at the curing temperature of the various organic coatings, long before they reach the crosslinking and the functional properties for which they have been designed.
At the end of the last century there was a case of migration of great incidence at European level: the “badge”. It was Bisphenol A Diglycidyl Ether (BADGE). It was a reaction product used in the manufacture of epoxy resins although it was also used as an essential ingredient added to many other materials (in the form of epoxy liquid containing between 80-90% of free badge) such as organosols, polyesters, etc. … , with functions of plasticizer, promoter of adhesion or elimination of hydrochloric acid. In the first case, the badge became part of the polymer that is formed in the polymerization reactions and consequently only residual minimum quantities were left in a position to migrate to the food; In the second case, when acting as an additive, the badge did not enter into the reaction, this case being more unfavorable in terms of migration, which is why it was most affected in its control.
A very demanding legislation applied in certain European countries like Switzerland, Austria and Denmark on the maximum amount to be migrated from this product to food created a difficult problem of formulation in varnishes of very generalized use in certain types of preserves. There was rejection of consignments of containers from several countries destined for consumption in the indicated nations and it was necessary a joint effort of manufacturers of varnishes – changing formulations – and packaging – making complex approvals – to respond to these new needs of the market.
4th.- THE VARNISHES AND THE ENVIRONMENT
The varnishes used in metal containers for protection, contain a small amount of solvents at the time of application. During curing in the furnace, they are released and released into the atmosphere if an incinerator is not available. The use of it is becoming widespread due to the strong environmental laws in force. But the cost of this installation is very high so the industry has looked for other alternatives that solve this problem.
So they are used:
– varnishes with high solid content (Above 50%)
– varnishes with reactive thinners, which are therefore incorporated into the dry extract.
– water based varnishes.
– powder varnishes.
The last two deserve special comment. Varnishes with water-based formulas always provide a small amount of solvents (between 15 to 20%) with respect to the total volatile fraction but well below a conventional varnish. They have found great application in the field of beverage packaging. Powder varnishes are treated extensively in another work of this Web. Its most widespread application is the inner protection of the side seam of three-piece containers.
There are other varnishing techniques available that have had irregular results for different reasons: Technology not fully developed, high cost, variable results … Among them, organic protection can be cited by means of electrophoresis and electroplating. This technique is old within the automotive industry but scarcely developed in the metal sector. Varnishes with water-based formulation are used. The power of coverage is very localized since the deposition only occurs in non-protected areas of the metal. Although the principle of operation is very simple, the installation is quite complex, since it has to have a rinse area, filtering of varnishes, liquid traps, etc.
In the present times gravitate decisively on the sector of the container – as well as the one of the varnishes for his protection – the different legislations on recycling, environment and migration. This means that not only the continent-content suitability must be taken into account, but also its impact in these fields.
 EVIDENCE TO CONTROL THE QUALITY OF APPLICATION OF VARNISHES
EVIDENCE TO CONTROL THE QUALITY OF APPLICATION OF VARNISHES
 CHROME PLATE IN VEGETABLE PRESERVES
CHROME PLATE IN VEGETABLE PRESERVES
 FILIFORM CORROSION IN THE TIN
FILIFORM CORROSION IN THE TIN
 CORROSION OF THE TIN
CORROSION OF THE TIN
 MAIN REACTIONS BETWEEN CAN AND THEIR CONTENTS
MAIN REACTIONS BETWEEN CAN AND THEIR CONTENTS
 VARNISHES – (2nd part)
VARNISHES (1st part)
VARNISHES – (2nd part)
VARNISHES (1st part)
 LOW COATED STEELS TIN
LOW COATED STEELS TIN
 DISTINCTIVE ELEMENTS OF THE METALS
DISTINCTIVE ELEMENTS OF THE METALS
 TFS chrome plate
TFS chrome plate




0 Comments