RELATIONSHIP BETWEEN SURFACE ROUGHNESS AND COATING QUALITY
Sometimes, a tinplate coated with a well-known varnish that has been applied under perfectly determined conditions shows an abnormally poor physical resistance behaviour. In these cases the blame is often placed on the batch of varnish, or on the process itself, even if the same batch of varnish turns out to be completely correct in other applications,
Except for problems with the surface oiling of the tinplate or passivation, it is rarely thought that the problem may be related to the degree of surface finish of the steel, technically known as surface roughness, as it is a characteristic on which the steel industry provides little information and refers to the definition and characteristics defined in the UNE-EN 10202 standard of 2001 or in its American or Japanese analogues.
In this standard, surface finish is defined as “The surface appearance of packaging products, determined by the surface characteristics of the steel and by the coating conditions” and is determined by a parameter known as Ra (average roughness).
This parameter, in spite of being the one defined in the standard, is still a term that defines in a very general way the characteristics of the steel finish, as it is the “arithmetic mean” of the roughness, being indicated with a wide margin of tolerance, and it is applicable to the steel, not to the finished product, so it is attenuated by the surface coating.

As can be seen in the previous figure, the real roughness is much more irregular than the one indicated by the term with which it is defined in the standard.
We would also need to know other parameters of the roughness that allow us to determine the “REAL” height of the roughness in order to assess how this may affect the quality of our coating. This is defined as Rmax, i.e. the maximum height of the highest peak above the nearest valley of the roughness profile.
When we apply a liquid varnish on a tinplate surface, due to its high wettability it covers the surface and fills the valleys that appear on the surface of the tinplate due to the roughness. We evaluate the amount of varnish applied by the average weight on the surface, but it is complicated to measure the thickness of the applied layer, although it could be done in an approximate way if we know the density of the dry varnish (not liquid, as it appears in the technical data sheet of most of the varnishes).
Thus, a varnish with a liquid density of 1.05 gr/ml and with a solids percentage of 40%, would have a solid varnish density of approximately 1.30 gr/ml if we consider that the solvent has an average density of 0.88 gr/ml. The varnish film with an applied weight of 5 g/m² would have an average layer thickness of 3.8 µm(microns).
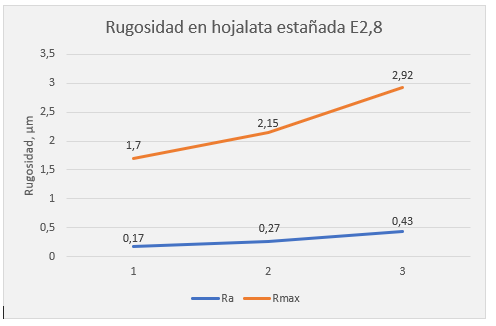
When we make a roughness study with tinplate tinplate 2.8 gr/m² (tin film thickness over 0.25µm) and evaluate the other parameters indicated above we find values similar to the following:
|
Sample E2,8 Tin-plated |
Sample 2,8 untinned (Steel) |
||
|
Ra |
Rmax |
Ra |
Rmax |
|
0,17 |
1,7 |
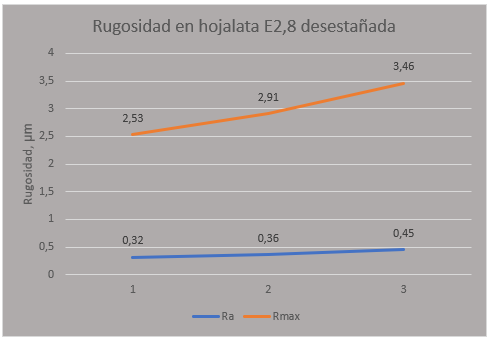
0,32 |
2,53 |
|
0,27 |
2,15 |
0,36 |
2,91 |
|
0,43 |
2,92 |
0,45 |
3,46 |
This tells us that there are roughness peaks with heights well above the Ra values indicated, which immediately makes us think that, although they are punctual, there are quite a few points where the varnish layer only “slightly” covers the metal ridges, which would damage the physical resistance of the varnish to the rubbing and abrasions of the machining and use of the containers.
In tinplate, the tin layer softens some of the roughness on the original steel, but as we lower the tinning this improvement is less and less.
When representing these values graphically, we can clearly see that the higher the roughness (Ra) the Rmax value does not increase linearly, but exponentially, which indicates that the higher the roughness, the higher the Rmax values are, and therefore the higher the risk for the varnish layer.
|
|
It is true that a higher roughness improves the adherence of the varnish, but it is also true that the lower the varnish layer, the lower the hardness and, therefore, the lower the physical resistance and the higher the possibility of detachment and porosity, so if we have a very high roughness, there could be a problem of detachment not due to lack of adherence, but due to lack of chemical resistance.
If we compare the data obtained with the roughness values indicated in table 1 of standard EN-UNE 10202:2002 for tinplate, we have that the roughness for the most common finishes supplied by the steelworks for containers (stone and fine stone) are:
Fine Stone Finish
: Ra = 0,25-0,45
Stone Finish
: Ra = 0.35-0.60
With this in mind, it is easy to assume that, in many cases, the Rmax of the tinplate may be too high to maintain the good physical characteristics of the varnish layer.
We must take into account that, for varnished tinplate, we should always work with Fine Stone finish tinplate, controlling, or at least asking the steelworks to indicate the roughness values of the two parameters indicated, Ra and Rmax, in order to see how it can affect us for the varnishing. In case the maximum Roughness (Rmax) is higher than 3 µm, we should set a higher coating weight in order to increase the coating thickness and thus achieve a good physical resistance of the coating.
JOSE FCO. PEREZ GOMEZ
MUNDOLATAS Advisor
 Tata Steel Packaging and Sensory Analytics Announce Partnership for Quality Excellence
Tata Steel Packaging and Sensory Analytics Announce Partnership for Quality Excellence
 quality control in the manufacture of metallic containers
quality control in the manufacture of metallic containers
 Thyssenkrupp Rasselstein opts for chrome-free coatings
Thyssenkrupp Rasselstein opts for chrome-free coatings
 SUPERFICIAL TREATMENTS THE COATED MATERIALS
SUPERFICIAL TREATMENTS THE COATED MATERIALS
 LOCKING TOOL WITH TITANIUM NITRIDE COATING
LOCKING TOOL WITH TITANIUM NITRIDE COATING
 EVIDENCE TO CONTROL THE QUALITY OF APPLICATION OF VARNISHES
EVIDENCE TO CONTROL THE QUALITY OF APPLICATION OF VARNISHES
 FACTORS AFFECTING VARNISHING OF THE TIN
FACTORS AFFECTING VARNISHING OF THE TIN
 FILIFORM CORROSION IN THE TIN
FILIFORM CORROSION IN THE TIN
 DETERMINATION OF TOTAL TIN COATING IN THE TIN BY THE HEAVY LOSS METHOD (CLARKE METHOD)
DETERMINATION OF TOTAL TIN COATING IN THE TIN BY THE HEAVY LOSS METHOD (CLARKE METHOD)
 LOW COATED STEELS TIN
LOW COATED STEELS TIN



0 Comments