
How to get a correct rubberizing of a lid
In order to achieve a correct rubberizing of a round cap, it is considered necessary that the cap is turned at least two full turns during the application of the rubber, with an overlap of about 5 to 10 mm between the end and the beginning of the rubberizing, depending on the diameters. This process must be controlled in order to correctly adjust the gumming process.
Gravimetric control can be carried out by octants, i.e. by 45° rubberized sections (joint octants), to ensure a uniform perimeter distribution of the rubber. On large diameter caps (153 or larger), consideration could be given to dividing the control into 16 22.5° sections.
It is important to weigh the gasket sections with high precision analytical balances, with an accuracy of at least 0.01 mg, although 0.1 mg may be sufficient. In addition, the flange of the lid should be opened completely, flattening the external flange, to visually check the overlapping area and the gumming.
If the speed of the gumming machine allows it, it can be gummed with more than two turns (3 or 4 turns) with an overlap of 1/8 of a turn to achieve a more homogeneous distribution of the gum around the cover.
 Analysis, coatings and physical properties of the lids
Analysis, coatings and physical properties of the lids
 When going from wing initiated, to curling, the bottom deforms
When going from wing initiated, to curling, the bottom deforms
 what does an excellent double seam look like?
what does an excellent double seam look like?
 The easy open lid comes out open after the autoclaving process, what can it be?
The easy open lid comes out open after the autoclaving process, what can it be?
 Aluminum beverage can manufacturing: a high technology process
Aluminum beverage can manufacturing: a high technology process
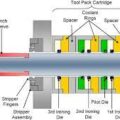 Rubber Springs: A Key Component in Modern Tool Packs for Can Making
Rubber Springs: A Key Component in Modern Tool Packs for Can Making
 Understanding the Toolpack: An In-Depth Analysis
Understanding the Toolpack: An In-Depth Analysis
 HOMOLOGATION OF LIDS DUE TO CHANGES IN ANY OF THEIR SPECIFICATIONS
HOMOLOGATION OF LIDS DUE TO CHANGES IN ANY OF THEIR SPECIFICATIONS
 PERIPHERAL RUBBER DISTRICTING
PERIPHERAL RUBBER DISTRICTING



