
Wie man einen richtigen gummierten Deckel bekommt
Um eine ordnungsgemäße Gummierung einer runden Kappe zu erreichen, wird es als notwendig erachtet, dass die Kappe während des Auftragens des Gummis mindestens zwei volle Umdrehungen gedreht wird, mit einer Überlappung von etwa 5 bis 10 mm zwischen dem Ende und dem Beginn der Gummierung, je nach den Durchmessern. Dieser Vorgang muss kontrolliert werden, um den Gummierungsprozess korrekt einzustellen.
Die gravimetrische Kontrolle kann durch Oktanten erfolgen, d. h. durch gummierte 45°-Abschnitte (Fugenoktanten), um eine gleichmäßige Umfangsverteilung des Gummis zu gewährleisten. Bei Kappen mit großem Durchmesser (153 oder mehr) könnte man in Erwägung ziehen, die Kontrolle in 16 22,5°-Abschnitte zu unterteilen.
Es ist wichtig, die Fugenabschnitte mit hochpräzisen Analysenwaagen mit einer Genauigkeit von mindestens 0,01 mg zu wiegen, wobei auch 0,1 mg ausreichen können. Außerdem sollte der Flansch des Deckels vollständig geöffnet werden, wobei der äußere Flansch abgeflacht wird, um den Überlappungsbereich und die Gummierung visuell zu überprüfen.
Wenn die Geschwindigkeit der Klebemaschine es zulässt, ist es möglich, mit mehr als zwei Umdrehungen (3 oder 4 Umdrehungen) mit einer Überlappung von 1/8 einer Umdrehung zu kleben, um eine gleichmäßigere Verteilung des Klebers um den Deckel zu erreichen.
 Dichtungsmasse für Dosen und Deckel
Dichtungsmasse für Dosen und Deckel
 wie man einen Blechkörper herstellt
wie man einen Blechkörper herstellt
 Wie kann ich den pH-Wert und die Salze des Autoklavenwassers kontrollieren?
Wie kann ich den pH-Wert und die Salze des Autoklavenwassers kontrollieren?
 Elektrotest an Lebensmitteldosen?
Elektrotest an Lebensmitteldosen?
 Verzinnung und Weißblechgewichte
Verzinnung und Weißblechgewichte
 Was sind die möglichen Ursachen für eine Fehlanpassung einer Dose zum Zeitpunkt des Schweißens?
Was sind die möglichen Ursachen für eine Fehlanpassung einer Dose zum Zeitpunkt des Schweißens?
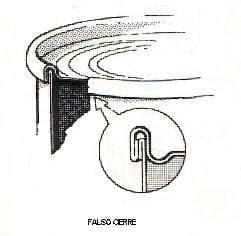
Wie löst man einen falschen Verschluss?
 JIM BEAM CLASSIC RTD BEKOMMT EINEN NEUEN LOOK
JIM BEAM CLASSIC RTD BEKOMMT EINEN NEUEN LOOK
 PERIPHERE GUMMIBEZIRKE
PERIPHERE GUMMIBEZIRKE
 HERSTELLUNGSVERFAHREN FÜR EINEN LEICHT ZU ÖFFNENDEN DECKEL
HERSTELLUNGSVERFAHREN FÜR EINEN LEICHT ZU ÖFFNENDEN DECKEL



