
The possibility of equipping a manual seamer with a pneumatically operated feeder, which allows the automatic feeding of bodies and covers to it, is described. The design of this feeder is simple but reliable and robust. Its cost is moderate and can be adapted to any type of container.
INTRODUCTION
There are still fabrications of small series of packages in companies specialized in short-run market segments. These sectors, in which tins of careful presentation and high added value predominate, continue to regularly use old manual seamers, since the high price of an automatic seamer is not justified for these low industrial productions. However, it is increasingly necessary to reduce costs and direct labor is the second concept to consider in the scan of a container.
For this reason, it is often a good solution to equip these old seamers, which are usually very robust and give an excellent quality of closure, of an automatic feeder, which performs the following tasks:
-a) Feed the body of the can, which is received from a conveyor.
-b) Feed the lid through a charger.
-c) Place both in the closing position
-d) Eject the can to an evacuation conveyor, once it has been made.
This type of feeder can be obtained in the market. There are specialized workshops in automatisms, which are able to supply them, either as standard, or made specifically to “measure” the needs of the client. But it may be the case, that you want to do it to the manufacturer of packaging, for example because it has good mechanics, who can do the work and during a time of low activity, out of season, have time to do it.
For situations of this type, we provide the following description of a feeder, as an aid to its construction.
BUILDING
The feeder is fully operated by air, and its construction is based on a rotary table with pneumatic operation of six stations. There are many models of this type of tables in the market, for example the house Festo has them. On the same vertical axis of this pneumatic table, the axis of the feeding table is directly coupled, ie it is an extension thereof.
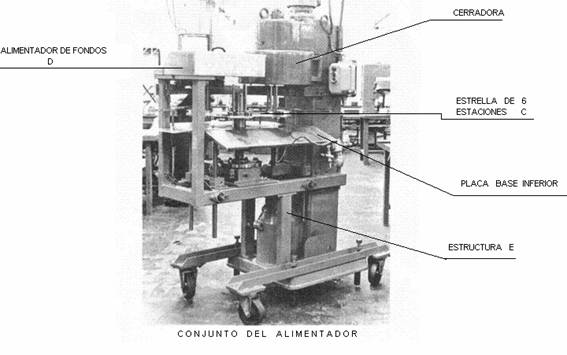
This table, consists of:
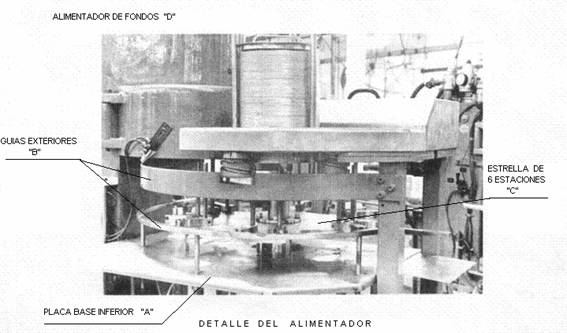
1 – A lower base plate A, smooth and fixed, where the base of the body of the container slides, in its circular movement. It is adjustable in height to adjust it to the container. In the area where the closure is made, it has a housing to allow the passage of the compression plate through it.
2º.- A pair of outer guides B, fixed, in the shape of a circumference, which guide the body of the can outside during its travel.
3º.- A star of 6 stations C, mounted at half height on the main axis, which rotates transporting the container, step by step in each station.
4º.- A bottom feeder D, mounted on a fixed top plate. This feeder consists of three synchronized augers that rotate intermittently, driven by a pneumatic cylinder. The pile of funds rests on these three augers that separate them one by one. The cylinder activation signal is given by a sensor that detects the presence of the body in the bottom feeding position. In other words, the feeder works under the “no body – no background” principle.
5º.- The whole assembly is mounted on an E structure, with legs that can be provided with wheels with locking system.
6º.-In the season following the closing season, the container is ejected with the help of a pneumatic cylinder.
7º.- It is possible to change the packaging format, renewing the star C and adjusting the funds feeder D.
See more pictures below this feeder.
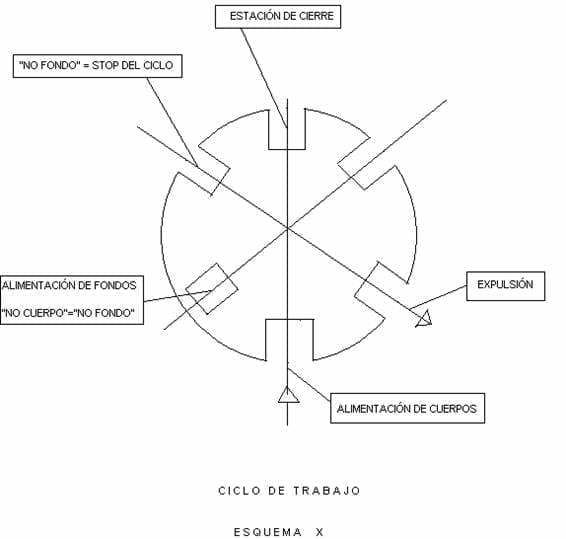
The work cycle, – following the scheme X -, is the following:
1º.- Feeding station for bodies, 180º from the closing position. The bodies arrive by means of a conveyor. A sensor detects the presence of a body fed into the star and gives a rotation order of 60º to the table.
2nd.- Background feeding station, which is activated when a sensor detects the presence of a well-positioned body. Once the background falls, the star rotates 60º.
3º.- Background presence verification station. A sensor detects that there is a background presence on the body. If there is a correctly positioned bottom, a new 60º turn of the table is produced to position the body-bottom assembly in the closed position.
4º.- Produced the closure, new 60º turn that places the container in the ejection station towards the exit conveyor. If by the distribution of equipment, it is interesting to delay the expulsion to the next station, it is possible to do so, since it is empty.
As the control sequence can be the most complex part of the work, you can turn to the supplier of the pneumatic material – which usually has specialists – to determine the same and the list of suitable material.


 STABILITY OF THE PRESSURE OF THE COMPRESSION PLATE IN A SEAMER
STABILITY OF THE PRESSURE OF THE COMPRESSION PLATE IN A SEAMER
 FEEDER OF CAPS TWIST-OFF
FEEDER OF CAPS TWIST-OFF
 INCIDENCE OF A LINE DESIGN IN YOUR PRODUCTIVITY
INCIDENCE OF A LINE DESIGN IN YOUR PRODUCTIVITY
 ROTATIVE MACHINE TO INSERT CANS
ROTATIVE MACHINE TO INSERT CANS
 ENDS FEEDER IN THE FORM OF CONE
ENDS FEEDER IN THE FORM OF CONE
 CALCULATION OF THE TABS OF MADE A FLANGE
CALCULATION OF THE TABS OF MADE A FLANGE
 MANUFACTURE OF SHAPED PACKAGING BODIES
MANUFACTURE OF SHAPED PACKAGING BODIES
 IMPROVEMENTS IN A FEEDER OF SHEET
IMPROVEMENTS IN A FEEDER OF SHEET
 LINE FOR PACKAGING “PARTY”
LINE FOR PACKAGING “PARTY”
 CURLING FUNDS ON STICKER
CURLING FUNDS ON STICKER




0 Comments