
Index :
– Chronology
– Fundamentals of electric welding
1º.- CHRONOLOGY
- a) INTRODUCTION.
At the beginning of the 60s of the last century, two different welding processes without alloying, for commercial purposes, were developed more or less simultaneously, to join the lateral edges of the bodies of the cans “three pieces”.
This welding process is based on contributing to the zones to join an amount of energy in a certain time. This energy is transformed into heat capable of melting the metal parts to be welded. The contribution of energy is made by means of an electric current and the unchained process is very well studied by the laws of Physics.
Continental Can introduced the “Conoweld.” This technique was initially used for the production of steel beverage cans with chromium electrolytic coating (TFS) .To perform satisfactory welds with the first machines, it was required that the surface of the steel had chrome coating in a width of about 2 mm on each side of the edges that formed the seam.
Around the same time Soudronic AG of Switzerland, introduced semiautomatic sewing machines by electric welding for tinplate. These first Soudronic welding machines were used in the manufacture of large metal containers for products in general. The lateral seams overlapped up to 4.5 mm, producing what became known as “Butterfly” (Butterfly) welding (see figure below). This welding “Batterfly” was not worth in food packaging, as it was found that there were great difficulties to varnish the pronounced edges of the seam. The thickness of this type of welding was so high that it could not be covered by a layer of varnish, no matter how high the load was.
- b) SOUNDRONIC WELDING DEVELOPMENTS
By the mid-1960s, Soudronic had introduced fully automatic machines for the production of medium and large-sized can bodies. In 1969, the Company introduced more speed machines, for the manufacture of aerosol containers, producing 200 units per minute. However, perhaps the most important contribution took place in 1975, with the “wire mash welding system” (WIMA) wire welding system. This technique involves the use of a stretched and crushed copper wire, so that the contact surface in the welding zone is increased, producing a more solid and adequate welding, with a flap only 1 mm wide (see figure 1). ). Soudronic developed the use of copper wire, as an intermediate electrode between the seam of the can and the copper welding sheaves, to solve the problem of contamination of the electrode surface, and its effects on the welding quality. As the wire is not reused, contamination of the electrode is no longer a problem. On the other hand, the disposal of the wire has a high economic value. The rollers were mounted with a 2 ° inclination, to slightly chamfer the edge of the seam and thus reduce the step and facilitate the rebarnizado of the same.
These improvements allowed can manufacturers to produce side-jointing cans by non-alloy welding for use for the first time in the food industry and other demanding applications.
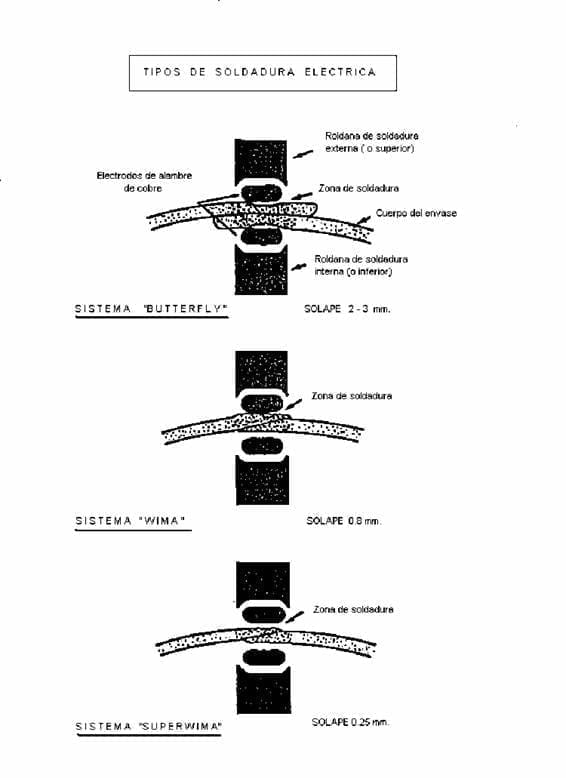
Figure 1: Different types of electric welding in side seam
In 1978, the SUPEWIMA welding system was introduced. This development of the welding process needs an overlap of only 0.15-0.3 mm in the side seam. To this must be added other advantages: reduction of the welding area affected by heat; less hardening, and reduction of the thickness of the seam (approximately 1.2 x thickness of the plate). Along with greater efficiency in the welding process, there were improvements in the speeds at which the machines could operate, being able to produce more than 500 containers per minute.
The basic system of the machines of manufacture of bodies of Soudronic includes a system of feeding of flat bodies to the machine, a system of defibrado of the same, a unit of rolled up and the station of welding. In the latter are the arms, which support the roldadas. In the lower arm all the ducts system are incorporated for the different functions (copper wire, refrigeration, nitrogen, varnish …). See Figure 2. The machine that produces the can body can also have a cutting unit for double or triple height bodies, a built-in system for welding in an inert atmosphere to prevent the formation of rust, and a seam coating unit lateral both on the inside and on the outside of the body
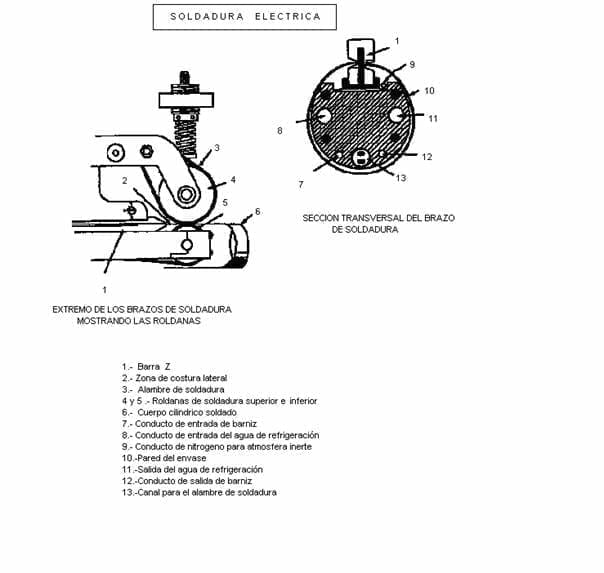
Figure 2: Detail of the ends of the arms
The body of the container, once formed, is mechanically introduced into the welding station, where the overlap remains constant. The technique used by Soudronic welding is simply a welding procedure for continuous discharges.
In the WIMA and SUPERWIMA processes, the body temperature exceeds 900ºC to guarantee an effective overcoming of the solid phase of the metal along the seam. However, this is quite less than the temperatures that were achieved with the previous models.
A sinusoidal alternating current input is used in the Soudronic system. A 50-hertz machine produces 100 discharges (welding points) per second, and a 500-hertz machine produces 1,000 in the same time.
As we have already indicated, the incorporation of a cutting unit in the welding machine also allows the welding of double height bodies. In addition this incorporation, can increase the production with frequencies of lower welding, or make possible the manufacture of shorter bodies, that otherwise the machine could not handle. If the container is to be corded or notched, the welding is done in an inert gas atmosphere, since it needs to be free of rust. The formation of an oxide film would be very negative, since it could be detached in a later process. The subsequent rebarnización of the welding area, is carried out because the process does not allow to apply varnish in flat sheet in the welding area, as it would hinder the passage of current. This varnish is subsequently cured within the manufacturing line.
Soudronic is at the forefront worldwide, in terms of the side seam process by electric welding, with thousands of different units operating worldwide.
2º.-FUNDAMENTALS OF ELECTRIC WELDING
1º.- BASIC SCHEME OF A POINT
A welding point is generated when the metal is melted by the action of the heat developed by passing a high intensity of current at low power difference.
Although there are two types of current, continuous and alternate, we know that the normal use is the second. It is called alternating current (abbreviated CA in Spanish and AC in English) to the electric current in which the magnitude and direction vary cyclically. The waveform of the most commonly used alternating current is that of a sine wave, since a more efficient transmission of energy is achieved. To achieve a high number of welding points per unit of time, the frequency of the alternating current used is increased. Let’s explain the process a little more.
The alternating current at the normal supply frequency of the industrial network reaches the welding machine, which introduces it into a frequency converter, thereby increasing it by a significant number of hertz. For example, in a specific case, it goes from 50 hertz / second – supply frequency – to 500 hertz / second – converter output.
The current intensity at the time of welding occurs, moves between the values of 1500 to 2000 amperes and the voltage or potential difference around 4.5 – 6.5 volts. Therefore, the electric current, conveniently transformed to these conditions of frequency, intensity and voltage, is passed through the welding station, by means of the copper wire profiled and guided by the sheaves, acting on the overlap of tinplate, for generate a welding point. See figure 3:
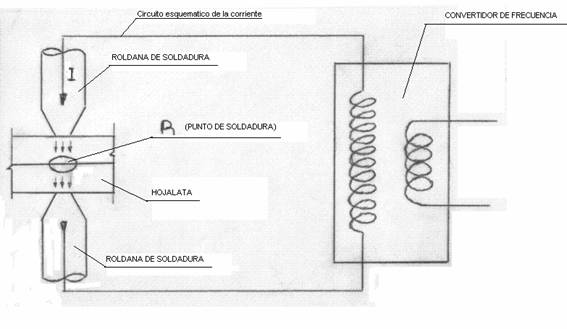
Figure 3: Basic diagram of a welding spot
2º.- BASIC SCHEME OF A CONTINUOUS LINE OF WELDING POINTS
Each hertz produces a complete sinusoid in the frequency graph, that is to say two reverse tips and therefore two welding points. Therefore, with an output frequency of 500 hertz, 1000 welding points / second are generated. This succession of points results in a continuous weld along the side seam of the can. See figure 4:
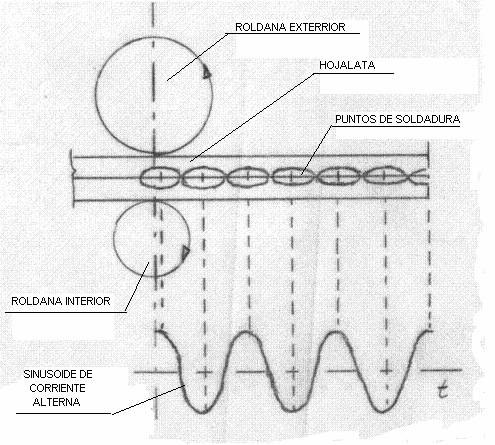
Figure 4: Basic diagram for a continuous line of welding points
The union of produces following the following fundamental laws:
– Ohm’s law. I = V / R
I = current intensity that passes through the circuit
V = potential difference
R = system resistance
Joule’s Law
Q = calorific energy produced by the current and measured in calories
I = intensity of current flowing and measured in amperes
R = electrical resistance of the conductor and is measured in ohms
t = time which is measured in seconds
For a constant Q value, the right one to form a point, the higher intensity is required, the less time. That is, the time is inversely proportional to the square of the current intensity.
Since the heat energy, used for welding, is a function of the square of the intensity, it is obvious that it is convenient to make the values of the latter high. It is important to always keep the effective value of the current constant, so that there is no variation in the energy that is currently being used for welding. The machines have a voltage compensator that automatically varies the opening angle of the alternating current in order to keep the effective value of the same constant.
Contrary to the intensity, it is important that the welding time be as short as possible since a long time causes:
– Elevation of the seam temperature without reaching the melting point.
– Increase in losses.
– Deterioration of the electrodes.
The welding work time is less than a half-wave of the sinusoid of a frequency cycle. See figure 5. It is expressed as a percentage of the total area of the half-wave. In practical value, Soudronic machines are between 85 and 95%. The remaining percentage is the resting time
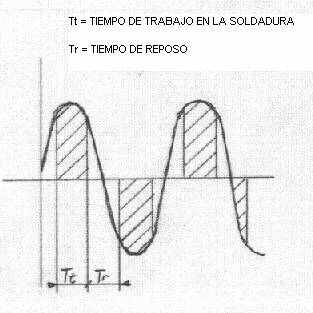
Figure 5: Time diagrams
If for the same type of material, the real values of the intensity are represented on a few axes of coordinates for different welding times in three different assumptions:
1st.- Without getting to weld
2º.- When welding occurs
3rd.- When the point burns
we will obtain a graph as indicated in figure 6, in which three differentiated zones are distinguished.
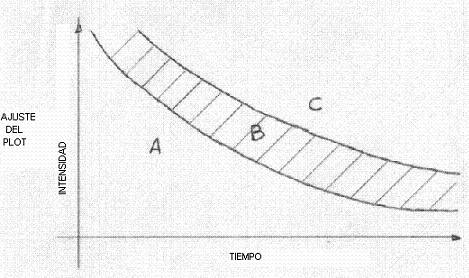
Figure 6: Diagram of welding zones according to “I” and “t”
A.- Unwelded contact zone
B.- Welding zone
C.- Cast welding projection zone
3º.- RESISTANCE IN A WELDING POINT
In the welding circuit appear a series of resistances that we will be listing, for this we will help from figure 7:
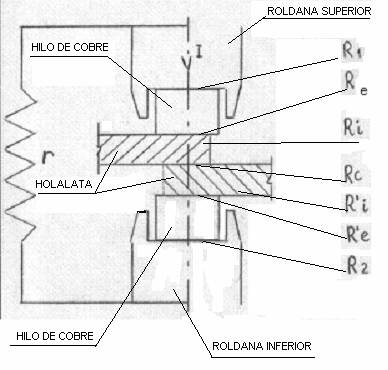
Figure 7: Resistances involved in a welding point
– Resistance “r”: Groups all the internal resistances of the circuit conductors, weld rolls, support arm, copper wire that acts as an electrode, etc. This resistance will depend on the electrical characteristics of each of these components. Being a resistance that does not contribute anything to the welding operation of the point, it should be as small as possible so as not to consume energy in a sterile way. Hence, for example, the welding arm is made of copper, although with a small percentage of chromium in order to give it greater hardness and consistency to support its mechanical requirements.
– R1: Contact resistance between the upper sheave and the copper profiled wire.
– R2: Contact resistance between the lower sheave and the copper profiled wire.
– Re and R’e: Contact resistors between the copper wire and the tinplate to be welded.
– Ri and R’i: Internal resistors of the two ends of tinplate to be welded.
– Rc: Contact resistance between the two ends of tinplate to be welded.
There are a number of factors that influence the values of these resistances.
The Rc, Re and R’e are affected by:
– The adjustment of the machine
– The pressure exerted by welding sheaves. An increase in pressure reduces its values
– Material to be welded: Nature and state of its surface and its hardness
– Conductivity of the material. The increase in temperature increases the resistance.
– The dimensions and type of profiling of copper wire.
– Material and quality of copper wire.
The resistances listed are classified into two groups:
- A) Useful or effective: Are those that are necessary and actively cooperate to the fusion of the material. These are: Ri, R’i and Rc.
They generate an effective energy We.
We = Wi + W’i + Wc
- B) Parasitic and undesirable. They are those that do not contribute anything to this merger, but are implicit in the system and can not be eliminated, just try to minimize it. These are: R1, R2, Re and R’e
They generate energy losses Wp.
Wp = W1 + W2+ We +W’e
Losses W1 and W2 may increase depending on the accumulation of tin scale in the throat of the sheaves, as well as the wear of said grooves.
The total energy needed to weld will be:
Wt = We + Wp
4th.- OXIDATION
During the welding process, the tin that preserves the tinplate in this zone melts and deposits on the copper wire. Therefore the steel is unprotected and also at a high temperature. This triggers rapid oxidation in the presence of oxygen from the air.
The We and W’e energy orders heat the contact surfaces between the copper wire and the outer surfaces of the tin, contributing to the oxidation of the weld.
The amount of oxide generated is a function of the temperature reached and the residence time thereto.
Q oxide = Function (temperature x time)
See figure 8:
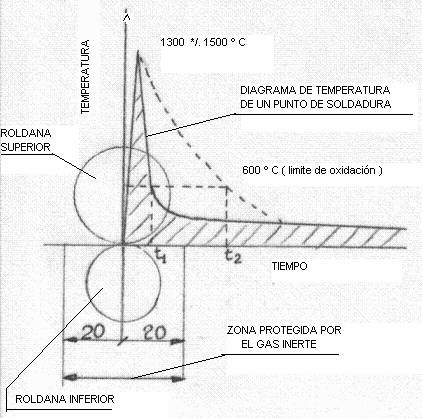
Figure 8: Temperature graph of a weld point
If the drop in temperature is slower, the time to descend to the oxidation limit will be longer and therefore the oxidation will be greater.
The presence of oxide negatively affects the welding for several reasons:
– When re-seaming the seam, the adherence of the varnish on the oxide is bad and it can be detached. Especially if the can is subsequently notched or cordoned off
– A rusty stripe appears giving a bad aesthetic presentation.
To avoid welding oxidation, a jet of neutral gas (nitrogen) is projected at the welding point at the moment it is made. This gas displaces the presence of air, thus eliminating oxygen in the area.
5th.- NECESSARY ENERGY FOR WELDING
We have seen above that the total energy needed to weld will be:
Wt = We + Wp
The value of this energy is given as a function of the volume of metal to be melted. The volume per second to be melted (Vm) depends on the thickness of the tinplate (e), the overlapped area (c) and the welding speed (Vs). See figure 9:
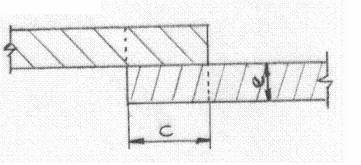
Figure 9: Overlap or overlap of material
Vm =2e x c x Vs
Other factors that also affect the necessary energy are the specific heat of the metal and the heat losses of the system.
These heat losses are important and are linked to several reasons:
– A.) Lost through copper wire:
– Increase in temperature of the same.
– Thread conductivity
– Contact time between wire and material
– B) Lost by conductivity inside the metal to be welded
– C) Lost by radiation
– D) Lost through the system’s cooling water circuit.
They are difficult to reduce and the manufacturer of the machine is very present in the design of the same so that its value is the minimum possible, for it acts on the insulation of the system, quality of materials, etc.
6º.- SOLDERING PRESSURE
The outer sheave transmits to the welding point a certain pressure that generates an elastic system that acts on the arm of the same. The functions of this pressure are several:
1º.- Keep the two parts of the overlap of the material in contact
2º.- Procure a uniform resistance along the entire seam, eliminating the possible undulations and roughness of the material.
3º.- Force the current to pass through the welding point.
4º.- Eliminate the air chambers between the parts to be welded.
5º.- Crush the molten material, reducing the welding thickness.
6º.- Avoid the formation of “commas” and pores.
7º.- Facilitate cooling by ensuring the recrystallization of the material.
8º.- Avoid the expulsions of molten metal outside the welding.
9º.- Ensure the linear displacement of the tube.
Conclusion:
The ideal welding circuit would be one that meets the following conditions:
- a) Minimal losses.
- b) Minimum amount of oxide.
- c) Maximum effective energy
- d) Homogeneity of the optimal welding.
7º.- CHARACTERISTICS OF THE METAL TO WELD
The equipment for welding side seams of three-piece cans is designed to use tinplate as the material to be joined. Among the different types, the MR is more usual due to its good anticorrosive properties.
The tin protection that covers the steel improves the surfaces in contact, since being a soft metal fills the roughness when subjected to pressure. Therefore, the resistance in the overlapping zone decreases.
This tin subjected to the action of heat melts much earlier than steel. In this state, it must be expelled from the area to be welded so that the two steel parts to be welded are intimately in contact, and thus achieve a good mixing of the crystals at the point of union. The expulsion is achieved by the action of the welding pressure.
Therefore, high-tinplate sheets have difficulty in correctly expelling the tin, and with low coating they make it difficult to obtain a good initial contact surface. Intermediate tinning is ideal.
On the other hand, tin-plating fouls the throats of the welding rolls, which take it from the dragged by the copper wire.
Chromium and chromium oxide oppose the passage of current. Therefore, the difficulty of using TFS material.
8º.- DIMENSIONS OF THE WELDING POINT
A weld point is defined by its three dimensions.
– Length: Depends on the welding speed
– Width: it is linked to overlap.
– Thickness: it is a function of the thickness of the metal.
Length (L):
It is a function of the welding speed, that is, the speed of the copper wire and the displacement of the body to be welded. Your calculation will be better defined by putting a practical example:
We have a welding machine that works at 500 hertz and at a speed of 60m / min.
No. of points / sec. = 500 hertz x 2 = 1000
Welding length / sec = 60 m. x 1000/60 sec = 1000 mm.
Point length = Weld length / point no. = 1000 mm / 1000 points = 1mm
Width (A):
It is a function of the theoretical overlap and slightly greater than it. In the following section (Overlap) we will study this relationship.
Thickness (E):
It is always less than the sum of two thicknesses of the tinplate.
It receives the name of “coefficient of crushing” of the welding, to the constant (K) that multiplied by the thickness of tinplate (e), gives us the value of the thickness (E) of the same. The value of this constant (K) must be between 1.40 and 1.60.
1.40< K < 1.60
1.40 e < E < 1.60 e
Hence, the thickness of the weld is always less than twice the thickness of the metal, since a crushing occurs due to the action of the pressure of the outer arm.
9º.- TRASLAPE
It is the superposition of material necessary for welding. In the machines of certain cadence, its theoretical value oscillates between 0.2 to 0.4 mm. It is important that the amount remains uniform throughout the seam, so that they are also the points of welding. A variation of the same would suppose an alteration in the quantity of material to weld, and working with the same parameters, the results would not be even in all the welding.
The piece that determines the amount of overlap is the “Z-bar”. It consists of a strip with Z-section, housed in the welding arm, which receives the edges of the body in its two slots, which overlap the theoretical value of the overlap. See figure 10:
Figure 10: Z-bar
With a Z of a given theoretical overlap, we will obtain an actual overlap of 0.1 to 0.2 mm. greater approximately. The Z-bar must be very well insulated to avoid its wear by electroerosion, as well as to avoid energy losses.
Se puede calcular el traslape teórico del siguiente modo:
It is assumed that the section S of the overlapped metal remains constant before and after welding. See figure 11:
Figure 11: Overlap
In it, it must be fulfilled that:
S = C x 2 e (before welding) and S = A x E (after welding)
where : C x 2e = A x E and C (theoretical overlap) = A x E / 2e
Knowing the thickness of the metal, it will be enough to measure on a weld already made, its thickness (E) and its width (A) to know its theoretical overlap.
To measure E and A you can act as follows:
Cut two pieces of the seam 10 mm from the ends. See figure 12.
Figure 12: Cuts for the calculation of overlap
Prepare a two-component resin specimen with them, polish it and measure with a microscope the dimensions of the weld section (E and A) in both sections. Apply the formula below. By making this double determination, it is checked whether the overlap remains constant. If not, apart from the possible problems in welding, we would obtain a conical body.
10.- METALURGY OF THE WELDING
Heating period :
The passage of the current gives rise to a localized heating, which produces the fusion of the metal in both parts to be joined, giving rise to a welding point. The nucleus of this point is called a contact lens because it has a shape similar to it. During its heating this metal zone expands. The pressure of the upper roller must be such as to neutralize the dilation stress of the molten metal. If this pressure is weak, the melted metal escapes in the form of projections. The projections are in themselves a serious defect but also give rise to other problems internal to the welding, such as porosity.
Thermal state of the point in the cutting of the welding current:
When the current is interrupted, the following zones are distinguished at the point: See Figure 13.
Figure 13: Section of a welding spot
Zone A: In it the metal is melted (approximately at 1500º C)
Zone B: Pasty metal at about 1000º C
Zone C: At critical temperature
Zone D: Ambient temperature
The temperature gradient rises from ambient to 1500 ° C at a distance of about 3 mm.
The interruption of the welding current marks the start of cooling with a sudden drop in temperature.
Cooling phase :
The molten metal lens lies within an important cooling mass, consisting of:
– The welded body
– The electrodes that are cooled
Therefore, the thermal changes are rapid, giving way to the crystallization that takes place converging towards the center of the point. In zone D, there is no change in structure, in the remaining ones. In C the grain size decreases and in B and A this decrease is accentuated.
The heat contraction can cause the appearance of internal stresses in the points. In the case that the refrigeration under pressure is not carried out correctly, the formation of blows (“commas”) in the welding can take place.
On this last subject, the work can be seen: “COMAS IN THE WELDING AND ITS MICROGRAPHICAL CONTROL“, published in this Web.
 CHARACTERISTICS OF THE ELECTROSTATIC SEWING POWDER
CHARACTERISTICS OF THE ELECTROSTATIC SEWING POWDER
 MECHANICAL RESISTANCE OF ELECTRIC WELDING
MECHANICAL RESISTANCE OF ELECTRIC WELDING
 “COMAS” IN WELDING AND ITS MICROGRAPHIC CONTROL
“COMAS” IN WELDING AND ITS MICROGRAPHIC CONTROL
 INTERIOR VARNISH LOAD IN ELECTRIC WELDING
INTERIOR VARNISH LOAD IN ELECTRIC WELDING
 RESISTANCE WELDING WITH ROLLERS
RESISTANCE WELDING WITH ROLLERS
 WELDING IMPROVEMENTS
WELDING IMPROVEMENTS
 IMPROVEMENTS IN THE THREAD CIRCUIT IN WELDING MACHINES
IMPROVEMENTS IN THE THREAD CIRCUIT IN WELDING MACHINES
 WHY CAN I NOT WELD THE TFS MATERIAL?
WHY CAN I NOT WELD THE TFS MATERIAL?
 COPPER WIRE
COPPER WIRE




Is there a weld defects guide for the Soudtronic can making machines?
What is basic requirement of avoiding flange cracks in super wima welder related to machine parameters