
In this work, the possibility of obtaining deep drawing using aluminum in two operations is proposed, using the technique of inverting the second operation in relation to the first.
INTRODUCTION
When the diameter / height ratio is high, it is increasingly common to use sausage containers, that is, in the case of low height thereof. Moreover, with the generalization of the use of the easy opening lid. There is a strong tradition of sausage packaging, especially in Northern Europe and the USA. for meat products and fish. In these markets, to achieve higher packaging heights, aluminum is used, which has better embossing properties than tinplate or TFS.
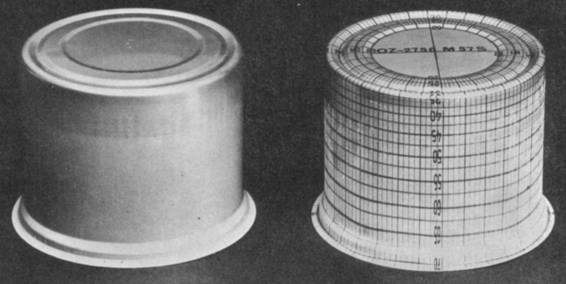
We describe here the experience developed some time ago in the Scandinavian countries of manufacturing sausage containers of a certain height, in aluminum, in two operations, using for it very simple and economic tools and some conventional equipment. The technique used embeds a first operation in the form of a glass, in an inverted way, that is to say with the lithography inwards. From there a second operation is performed, in which the final configuration is reached. In this second operation, besides embossing, the excess material is cut.
Therefore, in the second operation, this technique flows the material in the opposite direction. The results were positive, being achieved in equal conditions – material, thickness, cadence, etc. … – greater embedding depths than with the classical technique.
In summary, the advantage of this practice is triple:
1º.- Achieve greater heights of sausage packaging than by traditional technique.
2º.- Use tools of simple construction and therefore economic.
3º.- Use conventional equipment, that is to say presses of simple stuffing.
DESCRIPTION OF THE TOOLS AND METHOD
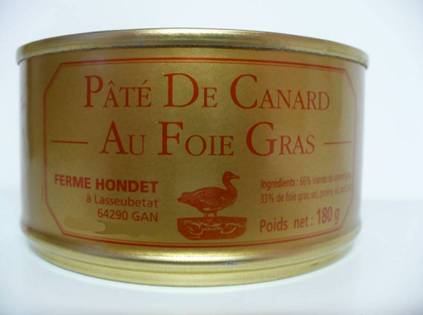
We will give a concrete example to better describe the system. The container to be manufactured has a capacity of 200 ml., Diameter 73 mm. and finished height 58.5 mm. We will designate it as 73×58,5 according to generalized use. It is designed with “step in the mouth”, to allow the extraction of semi-solid products – meat or pâtés -, without problems with the rim that leaves the lid easy to open once opened. See drawing nº 1
The first operation, as we have said, has the shape of a cylindrical vessel, with dimensions as indicated in drawing No. 2. In it, its diameter is greater than the container to be obtained and its smaller height. To achieve it, the simple technique of simple drawing is used, with a very conventional die design. See drawing no. 3. This drawing is simplified, it does not appear certain parts of it necessary, such as the lower pressure system and the trimmer ring – or treads bands -, which should be added.
Using a suitable aluminum for embedding with a thickness of 0.26 mm, the basic dimensions of this die are indicated in drawing no. 4. The feeding of the material has to be done with the inner varnish outwards, so that the lithography is in the inside of the glass.
The transport system to the second operation must allow the tumbling of this vessel, so that it is fed to it with the mouth up. The design of this operation is also quite simple. Drawing No. 5 reflects the same. During the drawing, the material flows, inverting its meaning, thus positioning the lithography and the interior varnish in its proper situation. At the end of the travel of the car of the press, the excess material is cut in the form of a ring. The main dimensions of the tool are shown in drawing # 6.
Some considerations to take into account:
– Good varnishing and printing systems should be used, suitable for deep drawing.
– An image deformation system must be used to design the lithograph. See illustration nº 7 (For more details see the work “DESIGN AND DIMENSIONED OF LITHOGRAPHY AND VARNISHES”).
– It is necessary to lubricate aluminum, it is better to use liquid lubricants than waxes. These last ones, although initially they can give better result, with the use they dirty the useful one.
– The quality of the tools, although simple, must be high in design, materials, precision and surface finish.
– It is better to use lower pressure systems, in both operations, based on pneumatic cushions. They ensure a more uniform ironing and lower risk of breakage.
– It is good to minimize the play between the parts that are inlaid – in contact with the material – to reduce the risk of wrinkles.
– The elimination of the clipping ring in the 2nd operation to be adequately foreseen. Their separation from the containers sometimes gives problems. There are different ways to get it, one of them can be: roll by a fall by gravity of rods to the containers and rings, these seconds will fall through the rods.
– The second operation press must be equipped with a system for feeding pieces from the first. It is easy to prepare one by means of pneumatic mechanisms.
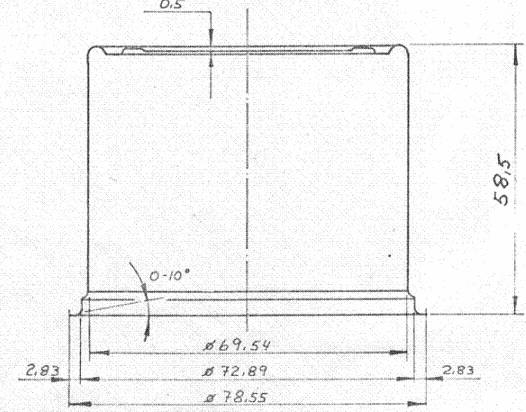
Drawing nº 1
————————————-
Drawing nº 2
—————————————–
Drawing nº 3
——————————————-
Drawing nº 4
————————————————
Drawing nº 5
——————————————-
Drawing nº 6
——————————————
Drawing nº 7
 DIE FOR EMBUTITION PACKAGING
DIE FOR EMBUTITION PACKAGING
 LINE FOR PACKAGING “PARTY”
LINE FOR PACKAGING “PARTY”
 PACKAGING IN SMALL LINES OF EMBUTITION PACKAGING
PACKAGING IN SMALL LINES OF EMBUTITION PACKAGING
 VERTICAL FEEDING IN PRESSES FOR EMBUTITION
VERTICAL FEEDING IN PRESSES FOR EMBUTITION
 CAN LINE “TWO PIECES DRD”
CAN LINE “TWO PIECES DRD”
 TOOLS FOR PLUGS Paint containers
TOOLS FOR PLUGS Paint containers
 TOOLS FOR RING LID Paint containers
TOOLS FOR RING LID Paint containers
 CONTAINERS FOR SAUSED PACKAGING
CONTAINERS FOR SAUSED PACKAGING
 PACKAGING TWO PIECES DRD
PACKAGING TWO PIECES DRD
 COMPARISON BETWEEN CONTAINERS 2 AND 3 PIECES
COMPARISON BETWEEN CONTAINERS 2 AND 3 PIECES



0 Comments