
EINLEITUNG
Bei einem hohen Durchmesser/Höhen-Verhältnis werden immer häufiger tiefgezogene Behälter eingesetzt, d.h. bei geringer Behälterhöhe. Umso mehr, als der leicht zu öffnende Deckel weit verbreitet ist. Die Wurstverpackung hat vor allem in Nordeuropa und den USA eine starke Tradition. für Fleisch- und Fischprodukte. In diesen Märkten wird Aluminium, das bessere Zieheigenschaften als Weißblech oder TFS hat, verwendet, um höhere Behälterhöhen zu erreichen.
Wir beschreiben hier die vor einiger Zeit in den skandinavischen Ländern entwickelte Erfahrung, Aluminium-Tiefziehbehälter einer bestimmten Höhe in zwei Arbeitsgängen mit sehr einfachen – und kostengünstigen – Werkzeugen und konventioneller Ausrüstung herzustellen. Die verwendete Technik prägt einen ersten Arbeitsgang in Form einer Vase, und zwar in umgekehrter Weise, d.h. mit der Lithographie nach innen. Daraus wird eine zweite Operation durchgeführt, bei der die endgültige Konfiguration erreicht wird. In diesem zweiten Arbeitsgang wird zusätzlich zum Stopfen das überschüssige Material abgeschnitten.
Daher lässt diese Technik das Material im zweiten Arbeitsgang in die entgegengesetzte Richtung fließen. Die Ergebnisse waren positiv, und unter den gleichen Bedingungen – Material, Dicke, Rate usw. …. – wurden größere Ziehtiefen erreicht als mit der klassischen Technik.
Kurz gesagt, der Vorteil dieser Praxis ist dreifach:
1º.- Um größere Höhen von gefüllten Verpackungen zu erhalten als mit der traditionellen Technik.
2º.- Werkzeuge von einfacher Konstruktion und daher wirtschaftlich zu verwenden.
3º.- Verwenden Sie konventionelle Geräte, d.h. einfache Ziehpressen.
BESCHREIBUNG DES WERKZEUGS UND DER METHODE
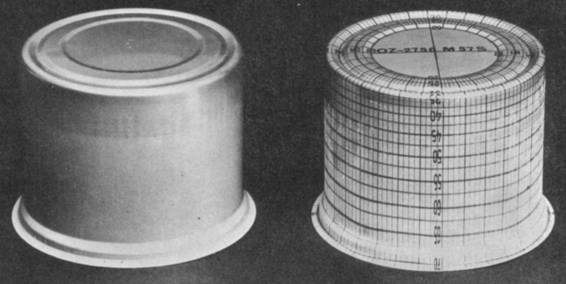
Um das System besser zu beschreiben, werden wir ein konkretes Beispiel anführen. Der herzustellende Behälter hat ein Fassungsvermögen von 200 ml, einen Durchmesser von 73 mm. und eine fertige Höhe von 58,5 mm. Wir werden es entsprechend der allgemeinen Verwendung als 73×58,5 bezeichnen. Er ist mit einer „Stufe im Mund“ ausgestattet, um die Entnahme von halbfesten Produkten – Fleisch oder Pasteten – zu ermöglichen, ohne Probleme mit dem Flansch, der den Deckel nach dem Öffnen leicht zugänglich macht. Siehe Zeichnung Nr. 1
Der erste Arbeitsgang hat, wie schon gesagt, die Form eines zylindrischen Gefäßes, mit den Abmessungen wie in der Zeichnung Nr. 2. Darin ist sein Durchmesser größer als der zu erhaltende Behälter und seine Höhe kleiner. Um dies zu erreichen, wird die einfache Technik des einfachen Tiefziehens verwendet, mit einem sehr konventionellen Matrizendesign. Siehe Zeichnung nº 3. Diese Zeichnung ist vereinfacht, sie zeigt bestimmte notwendige Teile der Zeichnung nicht, wie z. B. das untere Drucksystem und den Trimmerring, die hinzugefügt werden sollten.
Unter Verwendung von tiefziehfähigem Aluminium mit einer Dicke von 0,26 mm sind die Grundabmessungen dieser Matrize in Zeichnung Nr. 4 dargestellt. Das Material muss mit dem inneren Lack nach außen zugeführt werden, damit die Lithografie auf der Innenseite des Glases bleibt.
Das Transportsystem zum zweiten Arbeitsgang muss das Taumeln dieses Gefäßes ermöglichen, so dass es mit der Mündung nach oben dem zweiten Arbeitsgang zugeführt wird. Der Aufbau dieser Operation ist ebenfalls recht einfach. Die Zeichnung Nr. 5 spiegelt dasselbe wieder. Beim Tiefziehen fließt das Material in umgekehrter Richtung und positioniert so die Lithografie und den Innenlack an der richtigen Stelle. Am Ende des Pressenschlittenhubs wird das überschüssige Material in Form eines Rings abgeschnitten. Die Hauptabmessungen des Werkzeugs sind in der Zeichnung Nr. 6 dargestellt.
Einige Überlegungen, die zu berücksichtigen sind:
– Es sollten gute Lackier- und Drucksysteme verwendet werden, die für das Tiefziehen geeignet sind.
– Für die Gestaltung der Lithografie soll ein Bildverformungssystem eingesetzt werden. Siehe Abbildung Nr. 7 (für weitere Details siehe das Werk „ENTWURF UND DIMENSIONIERUNG VON LITHOGRAPHIEN UND LACKIERUNGEN“).
– Es ist notwendig, das Aluminium zu schmieren, es ist besser, flüssige Schmiermittel als Wachse zu verwenden. Letztere mögen zwar anfangs bessere Ergebnisse liefern, verschmutzen aber bei Gebrauch das Werkzeug.
– Die Qualität der Werkzeuge muss, obwohl sie einfach sind, in Bezug auf Design, Materialien, Präzision und Oberflächengüte hoch sein.
– Es ist besser, bei beiden Vorgängen Systeme mit niedrigerem Druck zu verwenden, die auf pneumatischen Kissen basieren. Sie sorgen für ein gleichmäßigeres Bügeln und ein geringeres Risiko von Brüchen.
– Es ist gut, den Abstand zwischen den Füllstücken – in Kontakt mit dem Material – so gering wie möglich zu halten, um die Gefahr von Faltenbildung zu verringern.
– Das Entfernen des Trimmrings in der 2. Operation muss entsprechend vorgesehen werden. Ihre Trennung von der Verpackung verursacht manchmal Probleme. Es gibt verschiedene Möglichkeiten, dies zu erreichen, eine davon kann sein: einen Schwerkraftfall von Stäben zu den Behältern und den Reifen hinunterzurollen, diese zweiten werden durch die Stäbe fallen.
– Die Presse für den 2. Arbeitsgang muss mit einem Zuführsystem für Teile aus dem ersten Arbeitsgang ausgestattet sein. Es ist einfach, einen mit Hilfe von pneumatischen Mechanismen vorzubereiten.
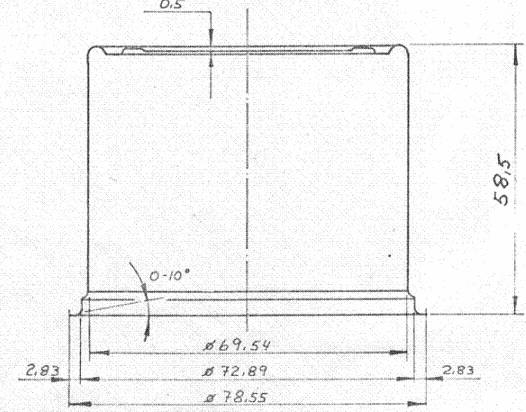
Zeichnung Nr. 1
————————————-
Zeichnung Nr. 2
—————————————–
Zeichnung Nr. 3
——————————————-
Zeichnung Nr. 4
————————————————
Zeichnung nº 5
——————————————-
Zeichnung nº 6
——————————————
Zeichnung nº 7
 Crown unterstreicht sein Engagement für die Kreislaufwirtschaft durch den Beitritt zum Netzwerk der Ellen Macarthur Foundation
Crown unterstreicht sein Engagement für die Kreislaufwirtschaft durch den Beitritt zum Netzwerk der Ellen Macarthur Foundation
 Durch ein Rücknahmesystem für Verpackungen in Spanien könnten mehr als 6 Milliarden Dosen und Flaschen vermieden werden, die jedes Jahr in der Natur landen.
Durch ein Rücknahmesystem für Verpackungen in Spanien könnten mehr als 6 Milliarden Dosen und Flaschen vermieden werden, die jedes Jahr in der Natur landen.
 THYSSENKRUPP RASSELSTEIN INTENSIVIERT DIE EFFIZIENTE ENTWICKLUNG VON WEISSBLECHVERPACKUNGEN DURCH ANWENDUNG DER FINITE-ELEMENTE-METHODE
THYSSENKRUPP RASSELSTEIN INTENSIVIERT DIE EFFIZIENTE ENTWICKLUNG VON WEISSBLECHVERPACKUNGEN DURCH ANWENDUNG DER FINITE-ELEMENTE-METHODE
 Italienische Tomatenindustrie durch weltweiten Mangel an Konserven bedroht
Italienische Tomatenindustrie durch weltweiten Mangel an Konserven bedroht
 Dekarbonisierung der Stahlindustrie durch grünen Wasserstoff
Dekarbonisierung der Stahlindustrie durch grünen Wasserstoff
 DURCH WALZE GEKERBT
DURCH WALZE GEKERBT
 MATRIZEN FÜR WURSTVERPACKUNGEN
MATRIZEN FÜR WURSTVERPACKUNGEN
 LINIE FÜR „FIESTA“-VERPACKUNGEN
LINIE FÜR „FIESTA“-VERPACKUNGEN
 VERTIKALE ZUFÜHRUNG IN MONTAGEPRESSEN
VERTIKALE ZUFÜHRUNG IN MONTAGEPRESSEN
 VERPACKUNGSLINIE „ZWEI STÜCK DRD“.
VERPACKUNGSLINIE „ZWEI STÜCK DRD“.



0 Comments