
Ci sono due possibili configurazioni per questo stampo:
Usare il design tipico usato nei fondi convenzionali (usati per l’inscatolamento o altre applicazioni). In questo caso, la disposizione dei pezzi sarebbe come mostrato nella figura 1.
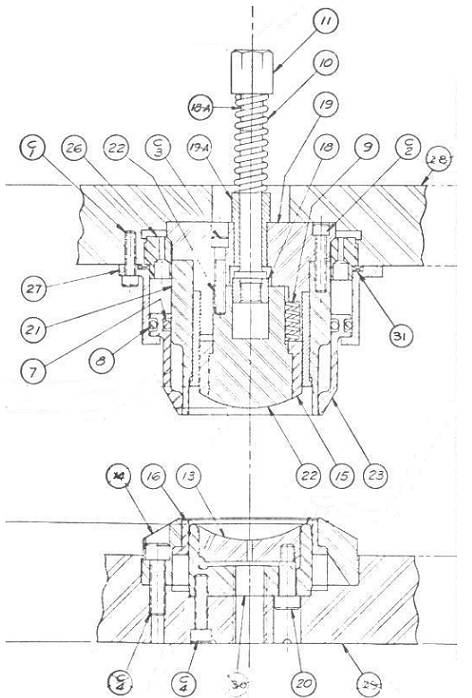
Figura n. 1: Stampo per fondali aerosol convenzionali
Questa matrice può essere singola, doppia, multipla, guidata, non guidata, con lama in metallo duro, ecc. Quando si fustella il fondo, la bava prodotta nel taglio, le cui dimensioni dipenderanno dal tipo di coltello e punzone utilizzati e dallo stato di manutenzione degli stessi, si posizionerà all’esterno del bordo del ricciolo, come mostrato nella figura nº 2, in cui è rappresentato un fondo dopo essere passato attraverso l’arricciatrice.
Di seguito discuteremo i vantaggi e gli svantaggi dell’uso di questo design di stampo.
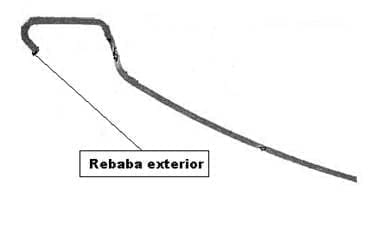
Figura n. 2: Fondo a spruzzo ricurvo con bave esterne
2ª.- Usare un dado a configurazione inversa. Vale a dire dove la fustellatura è fatta al contrario. In questo caso il progetto dello stampo potrebbe essere come mostrato nel disegno nº 3.
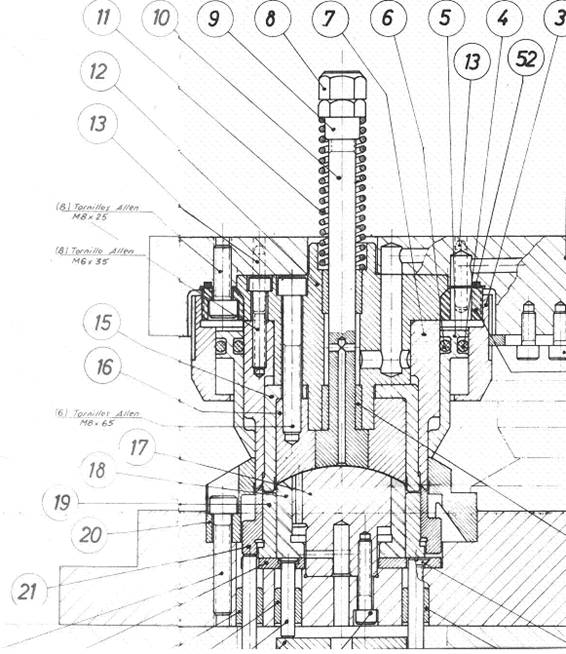
Figura No. 3: Stampo per sfondi aerosol a disegno inverso
In questo modo, la bava da taglio sarebbe posizionata all’interno del bordo di spugna, come mostrato nel disegno n. 4.
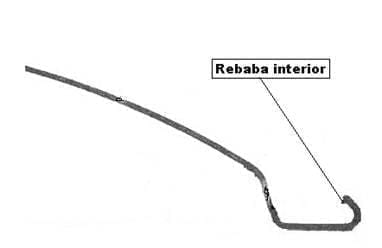
Figura No. 4: Fondo aerosol ricurvo con bava interna
VANTAGGI E SVANTAGGI
Confrontando entrambe le opzioni, si possono fare i seguenti commenti:
– La soluzione di fustellatura invertita (bava interna) permette un’uscita del pezzo più stabile, specialmente nel canale di scarico della pressa e nell’ingresso alla macchina arricciatrice. Il design di questo scarico è semplificato dal fondo che poggia sulla parte superiore dell’ala.
– Anche l’operazione di arricciatura è facilitata, poiché è sufficiente girare la posizione del disco centrale dell’arricciacapelli e dei suoi segmenti esterni, per eseguire l’arricciatura in posizione invertita. Se dovessero rimanere nella loro posizione originale, il livello delle scanalature di arricciatura su questi pezzi dovrebbe essere aumentato per adattarsi al fondo molto alto.
– Il trasferimento del fondo dall’arricciatrice alla gommatrice è più facile, poiché è posizionato correttamente all’uscita dell’arricciatrice per ricevere la gomma all’interno della sua ala. Quindi si elimina il tornitore di scarico, che in questo caso sarebbe più complesso a causa della forma del fondo.
– La posizione della fresa all’interno del bordo del ricciolo evita il contatto diretto tra la fresa e diverse parti di varie macchine, come ad esempio:
o 1º.- Curvatura delle gole delle macchine utensili
o 2º.- Basi per gommatrici
o 3º.- Mandrini dell’alimentatore inferiore dell’aggraffatrice
o 4º.- Ruline della prima operazione di chiusura
Questo riduce significativamente l’usura di queste parti, prolungandone la vita. Questo effetto favorevole è molto evidente nel 1° e 4° caso.
D’altra parte, il dado per i fondi investiti è più complesso. Tra l’altro ha bisogno di un sistema di pressione a doppio fondo, e quindi il suo costo aumenta.
Considerando entrambe le possibilità nel loro insieme, abbiamo optato per il design dello stampo con una bava verso l’interno, per garantire una maggiore stabilità nella qualità durante la produzione, e per un periodo di tempo più lungo, senza la necessità di interventi sulle attrezzature.
 MORIRE PER GLI SFONDI
MORIRE PER GLI SFONDI
 MIGLIORAMENTI AL CIRCUITO DEL FILO SULLE SALDATRICI
MIGLIORAMENTI AL CIRCUITO DEL FILO SULLE SALDATRICI
 ATTREZZI PER CERCHI – CONTENITORI DI VERNICE
ATTREZZI PER CERCHI – CONTENITORI DI VERNICE
 IMBALLAGGIO DI COPERCHI E FONDI
IMBALLAGGIO DI COPERCHI E FONDI
 STAMPAGGIO A INIEZIONE DI FONDI ROTONDI
STAMPAGGIO A INIEZIONE DI FONDI ROTONDI
 ARRICCIAMENTO DEL FONDO SULLA MACCHINA INCOLLATRICE
ARRICCIAMENTO DEL FONDO SULLA MACCHINA INCOLLATRICE
 FUSTELLA SPECIALE PER SFONDI CON RICCIOLO INCORPORATO
FUSTELLA SPECIALE PER SFONDI CON RICCIOLO INCORPORATO
 COMMENTI SULLA MANUTENZIONE IN UNA FABBRICA DI IMBALLAGGI
COMMENTI SULLA MANUTENZIONE IN UNA FABBRICA DI IMBALLAGGI
 EVOLUZIONE DEL PROFILO DEI FONDI Ø99
EVOLUZIONE DEL PROFILO DEI FONDI Ø99




0 commenti