
इस पासे के लिए दो कॉन्फ़िगरेशन संभावनाएँ हैं:
पहला- पारंपरिक बॉटम्स में उपयोग किए जाने वाले विशिष्ट डिज़ाइन का उपयोग करें (संरक्षण या अन्य अनुप्रयोगों के लिए उपयोग किया जाता है)। इस मामले में, इसके टुकड़ों की व्यवस्था चित्र 1 में दर्शाई गई होगी।
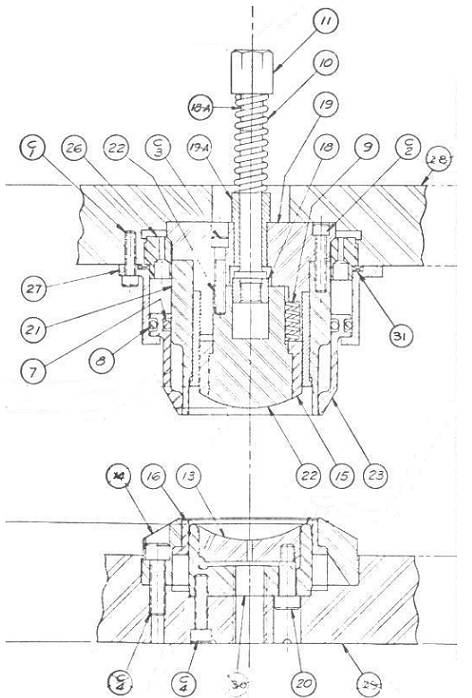
चित्र संख्या 1: पारंपरिक डिज़ाइन एयरोसोल पृष्ठभूमि के लिए डाई
यह डाई सिंगल, डबल, मल्टीपल, गाइडेड, अनगाइडेड, कार्बाइड ब्लेड आदि के साथ किसी भी अन्य डाई की तरह हो सकती है। नीचे छिद्र करते समय, कट में उत्पन्न गड़गड़ाहट, जिसका आकार उपयोग किए गए ब्लेड और पंच के प्रकार और उनके रखरखाव की स्थिति पर निर्भर करेगा, कर्ल के किनारे के बाहर स्थित होगा, जैसा कि चित्र 2 में दर्शाया गया है। , जिसमें कर्लिंग आयरन से गुजरने के बाद एक पृष्ठभूमि का प्रतिनिधित्व किया जाता है।
नीचे हम इस डाई डिज़ाइन का उपयोग करने के फायदे और नुकसान पर चर्चा करेंगे।
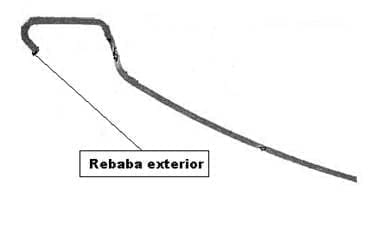
चित्र संख्या 2: बाहरी गड़गड़ाहट के साथ घुंघराले स्प्रे तल
दूसरा.- एक व्युत्क्रम विन्यास डाई का प्रयोग करें। कहने का तात्पर्य यह है कि जहां स्टैम्पिंग उल्टी की जाती है। इस मामले में, डाई प्रोजेक्ट ड्राइंग संख्या 3 में दर्शाए अनुसार हो सकता है।
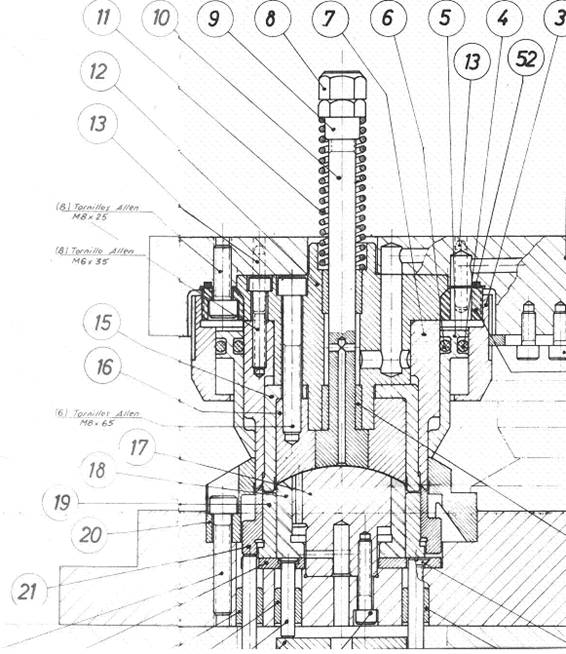
चित्र संख्या 3: उल्टे डिज़ाइन एयरोसोल पृष्ठभूमि के लिए डाई
इस तरह, काटने वाली गड़गड़ाहट कर्लिंग किनारे के अंदर स्थित होगी, जैसा कि चित्र संख्या 4 में दिखाया गया है।
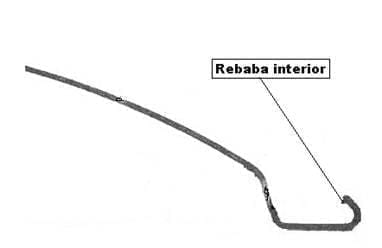
चित्र संख्या 4: आंतरिक गड़गड़ाहट के साथ घुंघराले स्प्रे तल
फायदे और नुकसान
दोनों विकल्पों की तुलना करते हुए निम्नलिखित टिप्पणियाँ की जा सकती हैं:
– उलटा डाई-कटिंग समाधान (फ़्लैश के अंदर) टुकड़े के अधिक स्थिर आउटपुट की अनुमति देता है, विशेष रूप से प्रेस के अनलोडिंग चैनल और क्रिम्पर में प्रवेश में। इस डिस्चार्ज के डिज़ाइन को पंख के शीर्ष पर नीचे का समर्थन देकर सरल बनाया गया है।
– कर्लिंग ऑपरेशन को भी सुविधाजनक बनाया गया है, क्योंकि कर्लिंग आयरन की केंद्रीय डिस्क और उसके बाहरी खंडों की स्थिति को उलटा स्थिति में कर्ल करने के लिए फ्लिप करना पर्याप्त है। यदि उन्हें अपने मूल स्थान पर रहना है, तो इन टुकड़ों में क्रिम्पिंग खांचे के स्तर को ऊपर उठाना आवश्यक होगा ताकि इतनी अधिक ऊंचाई का तल फिट हो सके।
– कर्लिंग आयरन से ग्लूअर तक बॉटम का स्थानांतरण आसान है, क्योंकि यह अपने पंख के अंदर रबर प्राप्त करने के लिए कर्लिंग आयरन के निकास पर सही ढंग से स्थित है। इसलिए, डिस्चार्ज टर्नर को हटा दिया गया है, जो इस मामले में नीचे के आकार के कारण अधिक जटिल होगा।
– कर्ल के किनारे के अंदर गड़गड़ाहट की स्थिति, इसके और विभिन्न मशीनों के विभिन्न टुकड़ों के बीच सीधे संपर्क से बचाती है, जैसे:
o 1º.- कर्लिंग आयरन टूलींग के गले
ओ 2.- गमिंग स्टिक
o 3º.- सीमर के निचले फीडर के स्पिंडल
o 4º.- पहले समापन ऑपरेशन के रोल
इससे इन हिस्सों पर घिसाव काफी कम हो जाता है, जिससे उनका जीवन बढ़ जाता है। यह अनुकूल प्रभाव पहले और चौथे मामले में बहुत स्पष्ट है।
इसके विपरीत, उल्टे धन का पासा अधिक जटिल है। अन्य बातों के अलावा, इसे दोहरे निम्न दबाव प्रणाली की आवश्यकता होती है, और इसलिए इसकी लागत बढ़ जाती है।
समग्र रूप से दोनों संभावनाओं का मूल्यांकन करते हुए, हम उपकरण पर कार्रवाई की आवश्यकता के बिना, उत्पादन के दौरान गुणवत्ता में अधिक स्थिरता सुनिश्चित करने के लिए और लंबे समय तक, अंदरूनी गड़गड़ाहट के साथ डाई के डिजाइन का समर्थन करते हैं।













0 Comments