
SOMMARIO
Questo lavoro descrive la possibilità di arricciare fondi non arrotondati simultaneamente alla loro fustellatura. A questo scopo, le modifiche necessarie da introdurre nel design dello stampo convenzionale per fabbricarli sono dettagliate.
INTRODUZIONE
Ci sono due modi classici di fare il ricciolo iniziato su fondi rettangolari o ovali. Il più usuale, è quello di fare lo stesso solo sui due lati più grandi, passando il fondo attraverso i due dischi di una macchina arricciatrice per fondi sagomati. Un altro più complesso, è quello di arricciare l’intero contorno, utilizzando diversi sistemi (strumento tampone, testa arricciante, ecc). Entrambi sono sempre operazioni post-taglio.
Non è facile ottenere un’arricciatura di buona qualità intorno alla periferia di fondi rettangolari o ovali. Soprattutto nel caso di sfondi rettangolari, se il raggio degli angoli è piccolo. C’è una chiara tendenza alla formazione di rughe nel ricciolo, con conseguente scarsa qualità di tenuta in queste aree.
Queste rughe e pieghe sono una conseguenza delle tensioni di compressione che sorgono quando si riducono le dimensioni esterne del fondo. Più piccolo è il raggio degli angoli o lo spessore della lamiera, maggiori sono i problemi.
Con il design dello stampo qui descritto, il materiale viene tagliato, il coperchio viene formato e poi viene fatto un ricciolo ad angolo intorno all’intero perimetro in una sola operazione.
DESCRIZIONE DELLO STAMPO DI FORMATURA E CRIMPATURA
Si basa sul principio di modellare il ricciolo, aumentando le dimensioni esterne del fondo dopo la fustellatura. In questo modo, gli sforzi sulla zona del ricciolo non sono di compressione – come è successo nei casi menzionati prima – quindi la presenza di rughe è eliminata.
Le figure da 1 a 4 nella sequenza sottostante mostrano il principio di funzionamento di questo stampo di formatura e crimpatura in una sola operazione. Alcune parti dell’utensile hanno caratteristiche speciali rispetto a uno convenzionale, come ad esempio:
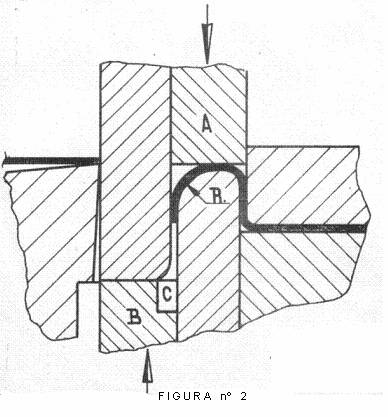
– Le dimensioni esterne del centro dello stampo sono più piccole e hanno un raggio maggiore – 2 mm – del normale. (Raggio R della figura 2)
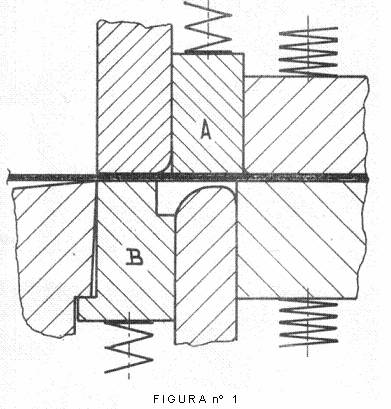
– L’anello espulsore A – o spintore – agisce sotto carico elastico (Figura 1).
– Anche gli interni del punzone e della matrice sono caricati a molla (Figura 1).
– L’anello di stiratura B ha una scanalatura speciale C sul suo bordo interno (figura 2).
Le sequenze di lavoro dello strumento, mostrate nelle figure da 1 a 4, sono le seguenti:
a.- Figura nº 1: Taglio – Al momento del taglio tutte le parti “attive” – in contatto con la latta – sono allo stesso livello. Il design dello stampo deve essere fatto per rispettare questa premessa.
b.- Figura nº 2: Il punzone ha finito la sua corsa e si trova al punto morto inferiore. Il fondo è già perforato. Sull’anello di espulsione A agiscono le forze di un sistema di pressione elastico. Un pizzico si è formato sul raggio R del centro dello stampo.
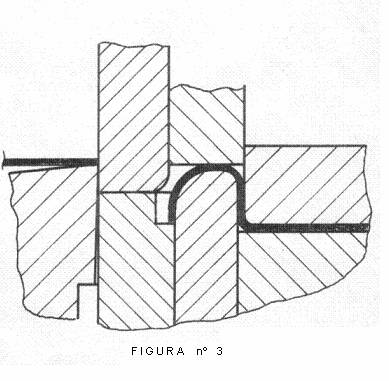
c.- Figura nº 3: Il punzone comincia a salire. Il fondo della scanalatura C dell’anello di stiratura B, entra in contatto con il bordo inferiore della pre-curvatura inferiore. Questo inizia la formazione del ricciolo, generato dall’azione del sistema di pressione anulare che agisce sull’anello di stiratura.
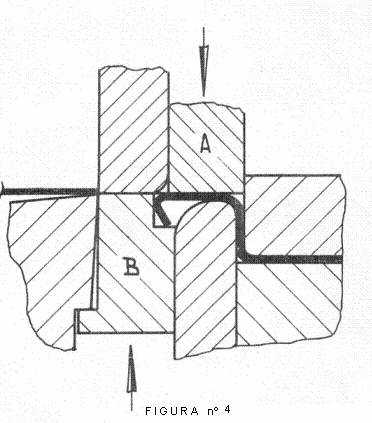
d.- Figura nº 4: Il raggio dell’aggraffatura si è ridotto mentre le sue dimensioni esterne sono aumentate, forzando il materiale verso l’esterno. L’anello espulsore A è posto allo stesso livello del punzone, completando la formazione del ricciolo.
Il fondo finito viene sollevato con il punzone in modo convenzionale ed espulso al punto morto superiore della corsa.
In questo modo abbiamo il fondo pronto per essere gommato, senza bisogno di ricorrere a un sistema di arricciamento. La gommatura può essere fatta con uno dei sistemi tipicamente usati: pad, doccia …. avendo cura di adattare l’attrezzo alla larghezza reale della carcassa di spugna.
Questo sistema, oltre ai vantaggi già descritti, ne ha un altro importante: la migliore impilabilità dei fondi all’uscita della pressa, poiché evita che si incastrino l’uno nell’altro, cosa molto comune con gli utensili convenzionali.
 MORIRE PER GLI SFONDI
MORIRE PER GLI SFONDI
 TAPPI TWIST-OFF – RICCIOLO E FORMAZIONE DELL’UNGHIA
TAPPI TWIST-OFF – RICCIOLO E FORMAZIONE DELL’UNGHIA
 MACCHINE UTENSILI PER L’ARRICCIATURA
MACCHINE UTENSILI PER L’ARRICCIATURA
 DIFETTI E SOLUZIONI: FUSTELLATURA DI COPERTINE
DIFETTI E SOLUZIONI: FUSTELLATURA DI COPERTINE
 UTILIZZO PER I CONTENITORI DI PITTURA Contenitori di vernice
UTILIZZO PER I CONTENITORI DI PITTURA Contenitori di vernice
 ARRICCIAMENTO DEL FONDO SULLA MACCHINA INCOLLATRICE
ARRICCIAMENTO DEL FONDO SULLA MACCHINA INCOLLATRICE
 CONTROLLO DEL TAPPO NEGLI STAMPI
CONTROLLO DEL TAPPO NEGLI STAMPI
 IL RICCIOLO NEI TAPPI
IL RICCIOLO NEI TAPPI




0 commenti