
SOMMARIO
Al fine di ottenere un risparmio di utensili per il taglio primario a rotolo delle bobine, è possibile ottenere un design di taglio per fogli, utilizzabile sia per strisce a doppio che a singolo stampo. Questo lavoro descrive i calcoli appropriati per ottenerlo, prendendo come punto di partenza il taglio primario per strisce destinate a una doppia matrice.
INTRODUZIONE
A volte può succedere che prodotti diversi – tappi, coni per aerosol, capsule,… – abbiano diametri di taglio del materiale quasi identici, ma siano fabbricati su attrezzature di concezione diversa. Così uno di essi può essere fabbricato su una pressa che lavora con uno stampo singolo, e quindi alimentato con strisce singole, e un altro di taglio quasi uguale su una pressa dotata di uno stampo doppio, che riceve le strisce di quest’ultimo tipo. Un caso tipico della prima opzione è quando una pressa a stampo singolo è alimentata per gravità. Le seconde sono le presse tradizionali dotate di stoccaggio laterale.
È possibile ottenere un importante risparmio di utensili, nella linea di taglio del coil, progettando un taglio primario a coclea, in modo che sia valido per ottenere sia strisce doppie che singole, quando si taglia nella seconda operazione a coclea.
Per determinare la distribuzione appropriata, sono stati usati come punto di partenza i calcoli precedenti del taglio primario a scorrimento per la doppia striscia.
Un esempio pratico di questo può essere trovato nella fabbricazione di coperchi per contenitori per conserve con un diametro di 73 mm. – che sono normalmente ottenuti da strisce doppie – e da coni di 65 mm. in strisce singole. Anche se il materiale è diverso, i loro diametri di taglio sono quasi gli stessi e la stessa attrezzatura primaria di scorrimento può essere utilizzata per tagliare le rispettive bobine, che sono quasi della stessa larghezza.
METODO
Per poter utilizzare lo stesso rotolo primario nel successivo taglio di strisce singole e doppie, devono essere soddisfatte le seguenti condizioni:
1.- Differenza tra i diametri di taglio
Se il diametro di taglio del pezzo da ottenere, nel caso di un nastro doppio lo chiamiamo
D1
e nel caso di una striscia singola
D2
deve essere soddisfatta:
D2 max. = D1 – ½ t (t = taglio nella doppia striscia)
D2 min. Dipenderà dall’obiettivo di efficienza che ci siamo prefissati.
2.- Corsa di avanzamento del foglio sul rullo secondario
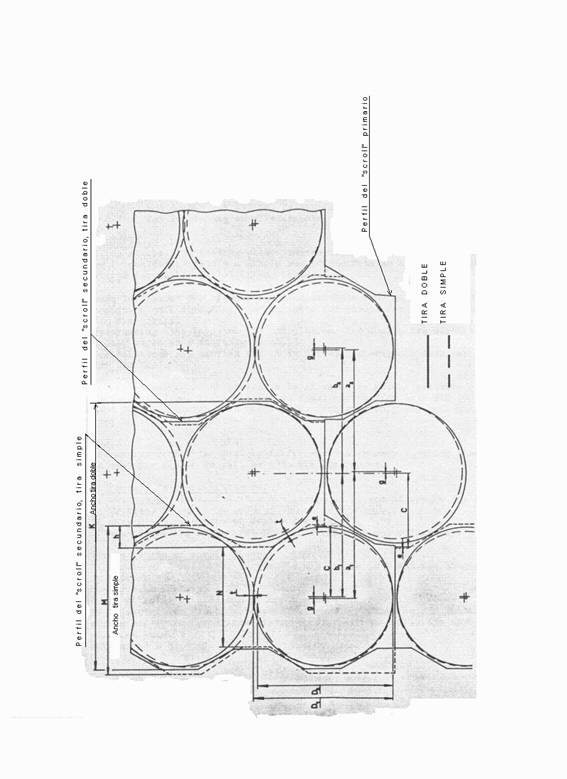
Se designiamo b la corsa o l’avanzamento del foglio per ogni corsa – la corsa delle barre di scorrimento – nel caso di doppia striscia e a per striscia singola, deve essere soddisfatta:
b = a1 + a2 (mentre a1 = a2; vedi figura 1)
b
può essere diviso tra b1 e b2 oppure: b = b1 + b2
b1
è la distanza tra le linee centrali delle due file di tagli all’interno di una singola striscia doppia.
b2
è la distanza tra le linee centrali di due file contigue di tagli in due strisce doppie adiacenti.
Anche a1 = b1 + b2
2
g = a1 – b1 e anche g = b2 – a2
2
g
è la distanza tra i centri (Vedi figura nº 1).
3.- Configurazione di scorrimento primario
Per tagliare un foglio di scorrimento primario, progettato in linea di principio per strisce doppie, ma valido anche per strisce singole, la configurazione del taglio di scorrimento primario deve essere fatta dal bordo del foglio. Deve essere adempiuto che:
e = min. 0,3 mm. in modo che il taglio del rotolo secondario per striscia singola libera – non coincida con – la configurazione del rotolo primario. (Vedi figura nº 1)
4.- Profondità del taglio del rotolo per una singola striscia e larghezza di questa striscia.
c = ½ D1 + t + 0,05 mm
(t = assetto su doppia striscia; 0,05 è determinato empiricamente)
Profondità di taglio: h = 2 ( c + e) – b1
Dimensione della striscia nella sua parte più larga: M = 2 (e + c + g)
Dimensione della striscia nella sua parte più stretta: N = 2 ( e + c + g ) – 2 h
5.- Larghezza extra della bobina
La larghezza extra richiesta della bobina è = 4 ( e + c + g ) – ( h + K )
dove
K
è la larghezza massima della doppia striscia.
In pratica questo aumento richiesto della larghezza della bobina è di circa 1,8 mm.
CONCLUSIONE
Un utensile di scorrimento primario può essere progettato per essere utilizzato per tagliare le bobine in fogli destinati a strisce singole e doppie.
L’applicazione è limitata a una differenza minima tra i diametri di taglio pari al ritaglio nella doppia striscia, mentre la differenza massima è determinata dal rendimento minimo accettabile. La larghezza della bobina, prendendo come riferimento il valore adatto allo “scorrimento” in fogli di prima operazione per strisce doppie, deve essere aumentata di circa 1,8 mm.
 MORIRE PER GLI SFONDI
MORIRE PER GLI SFONDI
 PUNTI DI QUALITÀ SULLE LINEE DI TAGLIO DELLE BOBINE
CONTROLLO DI QUALITÀ SULLE LINEE DI TAGLIO DELLE BOBINE
PUNTI DI QUALITÀ SULLE LINEE DI TAGLIO DELLE BOBINE
CONTROLLO DI QUALITÀ SULLE LINEE DI TAGLIO DELLE BOBINE
 ALIMENTAZIONE VERTICALE NELLE PRESSE DI MONTAGGIO
ALIMENTAZIONE VERTICALE NELLE PRESSE DI MONTAGGIO
 PROCESSO DI FABBRICAZIONE DI UN COPERCHIO AD APERTURA FACILITATA
PROCESSO DI FABBRICAZIONE DI UN COPERCHIO AD APERTURA FACILITATA
 CALCOLO DEL PROFILO DI TAGLIO A SCORRIMENTO
CALCOLO DEL PROFILO DI TAGLIO A SCORRIMENTO
 MANUTENZIONE PREVENTIVA DELLE PRESSE AUTOMATICHE
MANUTENZIONE PREVENTIVA DELLE PRESSE AUTOMATICHE
 DETERMINAZIONE DEL CUT-OFF DI UNA CALOTTA INFERIORE
DETERMINAZIONE DEL CUT-OFF DI UNA CALOTTA INFERIORE
 DIMENSIONI PER CUPOLE AEROSOL DENTELLATE
DIMENSIONI PER CUPOLE AEROSOL DENTELLATE



0 Comments