
During the metal container forming process, the step from flange initiated to curling involves a controlled deformation of the metal. Curling is an operation in which the edge of the bottom is curled or rolled to form a curl. This curl is useful to avoid cuts when accessing the product contained in the container.
The curling process is performed after shaping the bottom flange. During this process, the tinplate rotates and generates the curling while holding the edge left over from the previous operation. This process is delicate since any irregularity in the edge or in the execution of the curling process can cause defects such as wrinkles or irregularities in the curl, which could affect the integrity of the container closure and, therefore, its tightness and safety.
It is important to control the quality of curling to ensure that no defects occur that could compromise the quality of the package and its ability to protect the contents.
This problem may be due to several factors. Here are some possible causes and solutions:
Incorrect adjustment of the curling machine: The bottom flange is given a first configuration in the press die, at the time of cutting and deep drawing the bottom. In this first step, its curl is straight and vertical. It is finished in a second operation on the curling machine, in which the edge is turned to a slanted and inward shape. If the curling machine is not correctly adjusted, it may deform the bottom. Make sure that the machine is correctly calibrated and adjusted.
Problems with the bottom material: If the bottom material is too thin or does not have adequate strength, it may deform during the crimping process. Check with your material supplier to make sure you are using the right material for your product.
Bottom flange design: The bottoms designed for “mini closures” have a curl end or edge, in which the final straight section has been eliminated, having rounded it up to the cutting edge. If the design of the bottom flange is not adequate, it may generate unacceptable wrinkles from the point of view of tightness of the closure. Check the design of your bottom wing to make sure it is suitable for your curling process.
Remember that it is important to identify the exact cause of the problem in order to apply the appropriate solution.
 Main defects of a 2pc aluminum can
Main defects of a 2pc aluminum can
 HOW TO FIX DOUBLE SEAM WRINKLES?
HOW TO FIX DOUBLE SEAM WRINKLES?
 How to eliminate reverse wrinkle
How to eliminate reverse wrinkle
 Necking Wrinkles: Causes, Consequences and Solutions
Necking Wrinkles: Causes, Consequences and Solutions
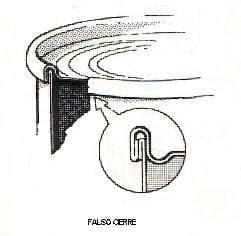
How to solve a false closure?
 What are the causes of leakage in 3-piece containers?
What are the causes of leakage in 3-piece containers?
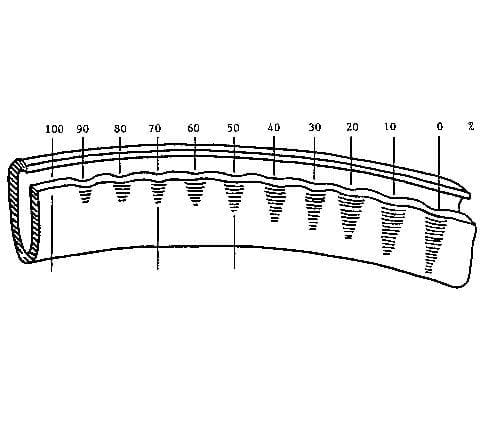 how to know the risk of a wrinkle in a double zipper
how to know the risk of a wrinkle in a double zipper
 CURLING TOOLS
CURLING TOOLS
 CURLING FUNDS ON STICKER
CURLING FUNDS ON STICKER
 INFLUENCE OF THE BOTTOM FLANGE OR THE LID ON THE DOUBLE SEAL
INFLUENCE OF THE BOTTOM FLANGE OR THE LID ON THE DOUBLE SEAL


