
 SUMMARY
In this work, the characteristics of the metal caps used in wide-mouth glass bottles, screw-lock or pressure-sealed, as well as the different types and sizes on the market, the raw materials used in their manufacture, their most common applications and their closure.
CHARACTERISTICS
They are known in the market with different names, being the most usual “Twist-Off” or “White-Cap”, both in their day registered trademarks, although there are other variants such as “Vapor Vacuum”, “Press-Seal”, PT, etc. It is a question of several families of metal covers, with a bayonet closure (¼ turn), or by pressure, opening by screw or by vertical thrust.
All of them are designed and designed to close glass or plastic bottles, intended for food packaging, and have the common denominator of being made of tin, and use “sealing elements” in the closure made from polyvinyl chloride resins.
Since the geometry of the mouths of the glass bottles is circular, the covers are also circular in all cases, and in essence, their design consists of:
– A top panel of more or less flat profile
– A smooth or ribbed vertical skirt
– A peripheral curl as the lower end of the skirt, which may or may not be provided with “nails” for fastening to the threads of the mouth of the bottle
Figure 1 shows each of these parts in the section of a lid.
SUMMARY
In this work, the characteristics of the metal caps used in wide-mouth glass bottles, screw-lock or pressure-sealed, as well as the different types and sizes on the market, the raw materials used in their manufacture, their most common applications and their closure.
CHARACTERISTICS
They are known in the market with different names, being the most usual “Twist-Off” or “White-Cap”, both in their day registered trademarks, although there are other variants such as “Vapor Vacuum”, “Press-Seal”, PT, etc. It is a question of several families of metal covers, with a bayonet closure (¼ turn), or by pressure, opening by screw or by vertical thrust.
All of them are designed and designed to close glass or plastic bottles, intended for food packaging, and have the common denominator of being made of tin, and use “sealing elements” in the closure made from polyvinyl chloride resins.
Since the geometry of the mouths of the glass bottles is circular, the covers are also circular in all cases, and in essence, their design consists of:
– A top panel of more or less flat profile
– A smooth or ribbed vertical skirt
– A peripheral curl as the lower end of the skirt, which may or may not be provided with “nails” for fastening to the threads of the mouth of the bottle
Figure 1 shows each of these parts in the section of a lid.
Figure 1: Elements of a metal capsule
It is precisely the configuration of this curly lower end of the skirt, together with the thickness and hardness of the metal used, and the design of the top panel – flat in some cases and provided with a circular ring in others -, which gives the caps the physical resistance necessary and according to the final destination of them. In the case of metal lids covered internally and externally by several layers of organic coatings, and with closure system by means of sealing elements, which provide a total hermeticity to jars or bottles, it can be stated that the coefficient of permeability is practically nil, as demonstrates the fact that the vacuum initially created in the headspace of the containers at the time of closure, remains constant in value, and invariable in its composition, over time. The most important characteristics of metallic “twist” capsules are that, when required, they all work under the principle of “steam vacuum”, or “mechanical vacuum”. In the first case, its application to the glass jars is done after replacing the air in the head space with superheated steam, which condenses on cooling, thus providing an internal vacuum that, in addition to the task of keeping the lid adhered at the mouth of the bottle, helps to preserve the organoleptic properties of the packaged product of the undesirable effects of the presence of oxygen. In the second case, the air is extracted from the headspace by means of a vacuum pump, the lid behaving in the same manner as described above. Tal como se ha As indicated above, the tightness is achieved by using sealing elements, strategically distributed on the inside of the caps. Its application is done either by injection or by molding. Such elements are, basically, compositions formulated based on polyvinyl chloride resins – plastisols – whose characteristics will be detailed below. Normally the supply of these covers to customers is made in low density polyethylene bag, which are introduced in corrugated boxes of good quality. HISTORICAL FACTS It was the year 1926, when in Chicago (Illinois), under the name of White Cap Co. a new company., Starting from the already known concept of metal lids for glass bottles (crown cap), devised a new generation of lids for jars wide mouth The “White Cap” cap refers to the surname of its inventors, the brothers George, William and Philip White, not the color of the cap, which is often white. They mainly devised the system to trap steam in the head space of a bottle when closing it in a machine, and thus generate a high degree of vacuum inside it, which would allow the subsequent thermal treatment and the permanence of the lid over its mouth. This invention was registered under the “White Cap” brand. Therefore this type of tapas had its cradle in the United States. Soon the Atlantic jumped and in 1932 Metal Box Limited started its manufacture in the United Kingdom. After the Second World War, in 1947 Germany was the second European country that joined its production, in particular it was Schmalbach – Lubeca GMBH the manufacturing company. In 1957 Continental acquired White Cap. Relying on the network of partners and licensees that Continental had worldwide, it continues a rapid development across different continents, especially in Europe. Thus the “twist-off” caps began to be manufactured, in addition to the United Kingdom and Germany, in Holland in 1957 – Thomassen & Drijver-, France in 1958 – Le Bouchage Mecanique – Italy in 1958 – Superbox -, Spain in 1962 – Oleometalgrafica del Sur -, … and successively in other countries. In Latin America, the first manufacturing country was Mexico in 1960 – Envases Generales Continental – followed by Argentina in 1964 – Centenera -. In the East its manufacture began in Japan in 1960 through Toyo Seikan and Australia in 1965 by Containers Ltd. In Africa Metal Box began its manufacture in 1966 in South Africa. TYPES AND SIZES There is a wide variety of types of metal capsules. Among others we can mention: – RTO.- “Regular Twist Off”. Top of several nails that opens by turning a quarter of a turn maximum. See figure 2 – RTS.- “Regular Twist Stepped”. Analogous to the RTO, but with a superior peripheral step, that is to say in the shoulder. See figure 2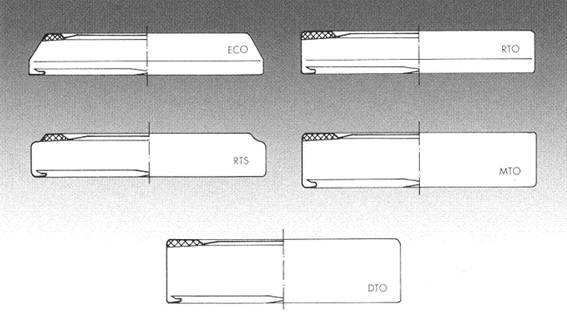
Figure nº 2.- Various types of Twist-off capsules
– RTB.- “Regular Twist Button”. It is an RT type with central button in the upper panel, to detect the presence of vacuum. – RSB.- “Regular Step Button”. With step on the shoulder and central button. – FTO.- “Flutted Twist Off”. Similar to the RTO but with battlements (notches) in the skirt. – DTO.- “Deep Twist Open”. With high skirt. See figure 2 – DTF.- “Deep Twist Fluted”. With high skirt and battlements – DSR.- “Deep Snap Reseal – FSO.- “Fluted Step Off”. With battlements and step on the shoulder. – FTB.- “Fluted Twist Button” Battlements and button. – PT.- “Press & Twist”. Terms that mean “push” (presse on) without turning to apply the lid to the container, and “turn” (twist off) to open the packaging. See figure 3 – PT Plus.- It is the same PT cover, to which is added a plastic safety ring or inviolability (evidence of opening) See figure nº 3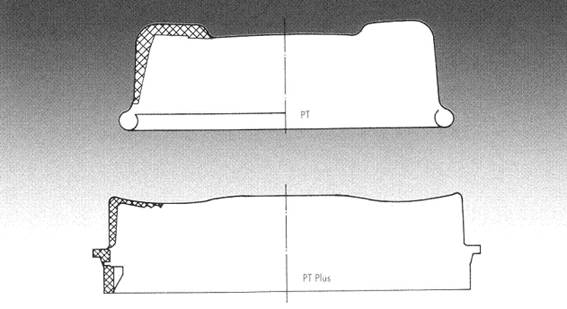
Figure nº 3.- PT and PT plus caps
The covers are designated by the value of their diameter adding later the letters that define their type. This diameter is reflected in millimeters. A variety of diameters are used, the most frequent being: 27 -30 – 38 – 43- 48 – 51 – 53 – 58 – 63 -66 -77 – 82 – 89. Some of them are only used for a certain type of caps, such as This is the case of 51 PT, for children’s foods. (baby food) RAW MATERIALS Three are the raw materials used for the manufacture of metal capsules: – Tin – Organic coatings (varnishes) – Sealants (plastisols) And of course, the right packaging Tin: The tinplate used for the manufacture of metal capsules is usually of the following characteristics: – Thickness: Depends on the diameter size of the lid. It can vary between 0.15 for caps diameter 27 to 0.23 for 89. The most frequent range is between 0.15 and 0.18 mm. – Tin coating: The usual is 2.8 / 2.8 gr / m2. – Hardness: Reduced double tinplate of templer DR9 is used, although in some cases – larger diameters – it is replaced by temper 61. – Annealing: Continuous (CA) – Surface finish: Stone – Passivation: 311 – Surface lubrication: Dioctyl sebacate (DOS) To know the meaning of these concepts, we refer you to the works on tinplate already published in this Web. Organic coatings These are varnishes applied on flat sheet metal by means of roller coating machines. Basically, such varnishes are solutions or dispersions of synthetic resins. The seconds (dispersions) can be organosols or plastisols, depending on their solids content, which can vary between 40 – 80% for organosols and 90 – 100% for plastisols. The varnishes used on the inside of the metal covers are applied in at least two passes. For the base layer, placed directly on the tinplate – hinge varnishes – they are generally of the dissolution type, being the most used epoxy-phenolic type. On the contrary, organosols are used for the top layer. This is explained by the excellent adhesion properties that the organosols show towards the sealing elements used. Another characteristic of organosols is their good chemical resistance, flexibility, hardness and freedom of taste and smell; properties all of them required for a correct behavior on metal covers. During its application, it must be verified that they have the appropriate dry film weight and a correct baking under controlled time-temperature conditions. We recommend reading the works related to varnishes that appear on this website. All components of the varnishes used must comply with regulations in force in the respective countries, as with the corresponding positive lists. Sealants Plastisols are used as sealing elements in the capsules. Plastisol is the mixture of a resin ( PVC ), a plasticizer and other additives , which is in a liquid state at room temperature, with visco-elastic properties, is whitish (when there are no pigments). This compound, under the action of heat (160 º – 200 º C), leaves its initial liquid state to move to a solid state, without loss of weight or noticeable volume change. Plastisol is used as a surface coating: it can be colored, and have textures, and is resistant to abrasion, corrosion and electricity. Through different stabilizers and additives can improve its resistance to light, heat, or acquire particular properties, to cover a variety of specifications. A special version of plastisols is applied inside the lid, in the area that comes in contact with the mouth of the glass jar. Its mission is to create a hermetic seal when pressed against the surface of the mouth of the bottle, once the closure has been made. In the composition of the plastisols used in the manufacture of capsules, a series of elements are part, with a maximum percentage amount in the formulation, according to the following relationship: – Resins (PVC) 60% – Plasticizers 60% – 60% loads – Lubricants 18% – Stabilizers 6% – Inflating agents 3% Resins : These are substances that starting from a liquid state, are capable of undergoing a polymerization or drying process giving rise to solid products. The resins used in the manufacture of sealing compounds are polyvinyl chloride. Plasticizers : These are chemical compounds that are added to a polymer (plastic) to reduce the intermolecular interactions between the polymer chains. The effect of the plasticizer is to make the material to which it is added more malleable, acquire greater plasticity and therefore its industrial treatment is simpler. Typical examples of plasticizers are phthalates. In our case, dialkyl phthalate (diethylhecyl phthalate) is used, it is also possible to use epoxidized soya or linseed oil Loads: They contribute volume to the formulation as well as whiten the product. The most used in the manufacture of this sealing compound are natural baritine and titanium dioxide. Lubricants: They favor the processability of PVC. They facilitate the use of plastisol, allowing internally the movement of the polymer chains and externally reduce the degree of friction between the multimeter and the parts of the processing equipment. They are mainly used paraffin, lecithin, methyl siloxane … Stabilizers: Insoluble products that give a high stability. They provide stability at high temperatures, are waterproof, hydrochloric acid collectors. They act as mold release agents and also as lubricants. The most common are calcium stearate and zinc stearate. They are of moderate use Blowing agents: They are expanding elements, such as azodicarbonamide, participate in very low proportion. During the manufacturing process of the plastisols, special attention must be paid not to contaminate or alter their ingredients. This process is merely a physical mixture made in absolute cleaning conditions. The plastisols once manufactured must be stored in containers – drums – hermetically sealed and protected from extreme temperatures. These sealing elements are applied to the capsules by means of special equipment, consisting essentially of a stirring and pumping station and injection heads. The next step consists in the gelling of plastisol in drying ovens with recirculation of air at temperatures between 170 and 215 ° C, which also achieves a complete sterilization of the finished product. UTILIZATIONS The metal caps can be used on glass jars to contain a wide range of food products such as: – Vegetables and fruits of all kinds – Legumes and ready meals – Meat and fishery products – Jams, sauces and mayonnaises – Baby food, juices and nuts. And a long etc. In a general way, three types of applications can be considered, namely: A.- Solid or semi-solid products, vacuum packed or not, such as: Nuts (almonds, hazelnuts, peanuts, …), honey, mayonnaise … B.- Pasteurized products up to a maximum temperature of 100ºC, such as: Fried tomato, ketchup, artichokes in natural or marinated form, pickles, fruits in syrup, nectars and juices, among others. C.- Products sterilizable at temperatures above 100ºC, such as: Meat or fish products, pulses and ready meals, baby foods … CLOSING The filling and closing process is an operation that requires a certain degree of knowledge of this technology. This subject has already been discussed in the work “Instructions for the correct use of vacuum caps Twist, PY and PT Plus”, published on this Web. We will say very briefly that the jars are filled with product in the filling machines, whose design and way of working vary according to the nature and texture of the article to be packaged. They then go to the seamer to place and close the capsule. This second machine consists essentially of a feeder of vibratory covers, an inclined fall of the same from the feeder properly oriented and positioned, a conveyor chain of bottles that in their displacement take the covers, and a system of belts that in their movement force turn the lid to the closing position. It can produce vacuum through the application of steam. See figure # 4
Figure nº 4.- Capsule sealing machine
There are very different production rates and for different ranges of diameters. There are also mechanical vacuum versions. For products that are vacuum packed, it is necessary to verify that it has been achieved in sufficient degree, rejecting those bottles that do not meet the proper conditions or that have passed through the seamer without taking cover. For this special equipment is used that detects defective closures, which work by the principle of measuring the degree of collapse of the central panel of the capsule, it is caused by the action of the internal vacuum. These equipment can work by direct contact on the covers, or simply by proximity but without direct contact. Figure 5 shows a team with these last characteristics.
Figure nº 5.- Detector of defective closures are contact
This machine performs the following operations: – The control system separates the bottles without vacuum – Stop the closing machine after detecting four containers without a capsule – Count the containers without defect – Independently counts the defective closures SPANISH BEMASA CAPS CONTINUES TO GROW WORLDWIDE
SPANISH BEMASA CAPS CONTINUES TO GROW WORLDWIDE
 NO 100% RECYCLABLE PRODUCT
NO 100% RECYCLABLE PRODUCT
 Twist off caps and aluminium plugs
purchase of twist-on metal caps
Twist off caps and aluminium plugs
purchase of twist-on metal caps
 Environmental impact analysis of 5 types of packaging
Environmental impact analysis of 5 types of packaging
 THE “TWIST COVER”: A LITTLE HISTORY
THE “TWIST COVER”: A LITTLE HISTORY
 CORRECT USE OF TWIST OFF CAPS, PT AND PT PLUS VACUUM CAPS
CORRECT USE OF TWIST OFF CAPS, PT AND PT PLUS VACUUM CAPS
 EXTERNAL OXIDATION IN THE LIDS TWIST-OFF
EXTERNAL OXIDATION IN THE LIDS TWIST-OFF
 FEEDER OF CAPS TWIST-OFF
FEEDER OF CAPS TWIST-OFF




0 Comments