1. INTRODUCTION
For more than 25 years, there have been on the market, for the manufacture of metal packaging, both food and industrial, steel materials coated with laminated plastics, as substitutes for tinplate and E.C.C.S. (commonly, TFS) varnished with traditional varnishes.
These materials have been offered by different steel mills (Nippon Steel since 1993) as an alternative with greater physical resistance, favored by plastic layer thicknesses 4-5 times greater than those achieved by the traditional coating system, offering better flexibility and resistance to machining and friction suffered by the containers during the manufacturing process and subsequent processing in the food industry, due to physical characteristics that are much more efficient in machining operations, than those of traditional coatings.
Logically, if we analyze the application of these materials, we realize that they are limited to the manufacture of deep-drawn containers and lids, since it is not possible to apply these plastic films with the reserves needed for the electric welding of welded or three-piece containers.
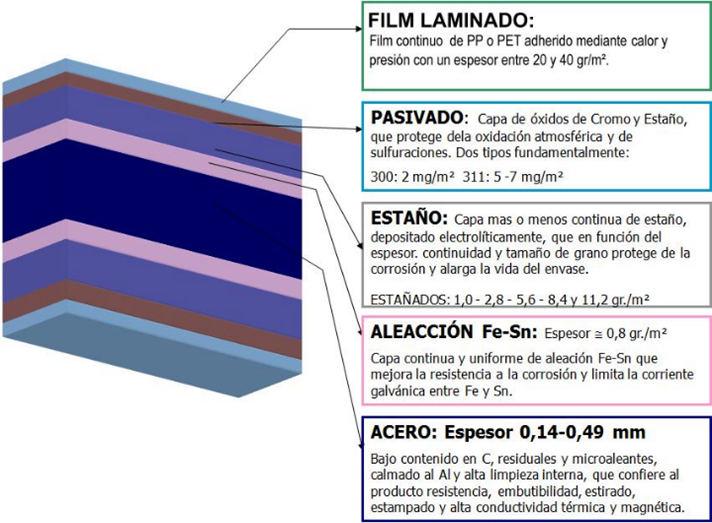
The section structure of these materials would be:
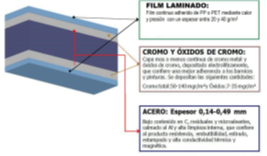
MATERIALS
The materials used to obtain these laminates, part of the same steel that is used for tinplate and E.C.C.S., with the same characteristics of thickness, hardness and coating, taking into account that, in tinplate, the tin coating can be reduced to the minimum that can offer the steel industry and that presents a good commercial aspect, being able to use, without problems, tin coating values between 1 and 2 g/m2.2.
The coating can be done on one or both sides depending on the needs, with a plastic film which is usually polypropylene (PP), although other plastics such as PET (polyethylene terephthalate) can be used, depending on the subsequent use for which the container is intended.
These films are supplied by chemical companies such as DuPont, BASF, LLANXESS and others.
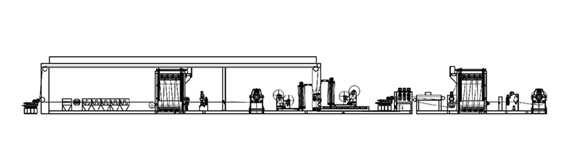
These materials can be applied with lithographed designs or traditional varnish colors (colorless, gold and white) by means of a continuous system, in which the steel material is unrolled from a coil, and at the same time, one or two plastic film coils are unrolled to be fixed to one or both sides, These can be of any of the materials previously mentioned (lithography, colorless, gold or white) and together with the preheated steel, they are subjected to cylinders that, by pressure and heat, fix these plastic films on the metal.
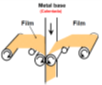
It is then cooled and passed to an inspection system for evaluation (failures due to breakage, pores and friction) and from there to winding for further use, or directly to cutting into sheets for use.
These materials are free of BPA, BADGE and other elements derived from bisphenol since, due to their chemical composition, they are not based on bisphenol-A for their formation, and therefore, they comply with current legislation since these elements are not part of their initial formulation or of their components, nor should there be any possibility of contamination in ovens, since the application system does not follow the usual procedure of ovens. The coating systems are often contaminated by previous applications of epoxy-phenolic based coatings.
3. ADVANTAGES AND DISADVANTAGES.
The advantages offered by this material depend to a large extent on its use and, above all, on the logistics of the company.
Undoubtedly, they offer an enormous environmental and energy advantage, since there are no varnishing machines and therefore noCO2 emissions and the energy expenditure is much lower than that of the varnishing process, which today is an enormous advantage. Thus, a coating line can consume an average of 600 kW/h, compared to the 200 kW/h consumed by a plastic film application line, which represents a saving of more than 60%, which, at current energy prices, is extremely important.
On the other hand, is the logistics of the company. For companies that have a wide variety of products and therefore of finishes due to commercial requirements, company logistics becomes extremely complicated, since it would be necessary to have material applied, not only for the different formats, but also with the different finishes: colorless-gold, colorless-white, gold-white, or simplify the offers to customers, which commercially could be a disadvantage. Let alone if we include the material with customized designs…..
At present, a company has the steel material, and proceeds to varnishing and/or lithography according to the needs of its market, which, in some cases, involves long delivery times.
When a laminating application line is available that is more economical than varnishing, and takes up less space, this problem is simplified, since film laminated on reels takes up less space than varnish, is less hazardous and allows for more immediate application without wasting time for cleaning or multiple passes.
It is true that these lines do not have the speed of application that we are used to with liquid varnish, but we must take into account that, for example, for an easy-to-open cover, we need to apply an average of three coats of varnish, which implies three coats of varnish, while with this system we obtain the finished material on both sides in a single operation, with considerable savings in time and operators for handling and manipulation of the material, and space for intermediate storage.
This would allow us to solve the logistics problem mentioned above, having only the steel material and coils of laminated film of the various types mentioned above, applying the same on the steel according to the needs.
The price of the plastic film is approximately 40% for an application with twice the thickness compared to, for example, a varnish in one layer (interior or exterior), which also allows significant savings in the final price of the product, in addition to the energy savings mentioned above.
4. CHEMICAL RESISTANCE.
Both PET and PP have good chemical resistance, but we must evaluate which is more interesting for each of the products for which they are intended.
| REAGENT | PP | PET |
| Milk | OK | OK |
| Vegetable oils | OK | OK |
| Vinegar (5% acetic acid) | OK | OK |
| Ac. Citric (10%) | OK | OK |
| Sodium hypochlorite (cleaning bleach 10%) | OK | OK |
| Ac. Lactic (10 %) | OK | OK |
| Sodium chloride (10%) | OK | OK |
5. PHYSICAL ENDURANCE
By having a thicker and more flexible layer, this material has a much greater physical resistance, avoiding problems in the shaping of containers and lids and offering greater resistance to friction and damage during handling, as may be evident in container closures:

6. SUMMARY
In view of the above, we can say that rolled steel materials are a good alternative for the manufacture of stuffed containers and lids.
In each case, the cost of the material offered by the steel mills will have to be evaluated against the cost of the material itself, varnishing and/or lithography, especially taking into account that it could cause a problem of immobilization, due to the different combinations, as well as evaluating the possibility of installing plastic film application lines, taking into account the energy savings that this entails, provided that subsequent cutting lines are available that allow us to transform the applied coils into sheets of the appropriate dimensions.
JAVIER PEREZ HERNANDEZ
Bachelor of Science in Chemistry
 VARNISH HOMOLOGATION
VARNISH HOMOLOGATION
 ASPECTS TO CONSIDER IN THE DESIGN OF CONTAINERS AND LIDS
ASPECTS TO CONSIDER IN THE DESIGN OF CONTAINERS AND LIDS
 RELATIONSHIP BETWEEN SURFACE ROUGHNESS AND COATING QUALITY
RELATIONSHIP BETWEEN SURFACE ROUGHNESS AND COATING QUALITY
 Packaging Steel application with makeover
Packaging Steel application with makeover
 quality control in the manufacture of metallic containers
quality control in the manufacture of metallic containers
 FACTORS AFFECTING VARNISHING OF THE TIN
FACTORS AFFECTING VARNISHING OF THE TIN
 FILIFORM CORROSION IN THE TIN
FILIFORM CORROSION IN THE TIN
 LOW COATED STEELS TIN
LOW COATED STEELS TIN
 DISTINCTIVE ELEMENTS OF THE METALS
DISTINCTIVE ELEMENTS OF THE METALS
 TFS chrome plate
TFS chrome plate



The evident problems of welding containers made from laminated steel will push taller cans made by drd. Up to now the rule to differentiate 3pc versus 2pc cans is “diameter > height” with the so called “Bonduelle” can 83 x 86mm demonstrating the limit for 2pc.