
1. INTRODUCCIÓN
Las sulfuraciones, son reacciones químicas que se producen sobre la superficie de algunos envases metálicos, con determinados tipos de productos, que, por su naturaleza, tienen un alto contenido en tioproteínas:
- Cisteína: HS – CH2 – CH(NH2) – COOH
- Metionina: CH3 – S – CH2– CH2– CH(NH2) – COOH
- Cistina: HOOC – CH(NH2) – CH2 – S – S –CH2– CH(NH2) – COOH
La pareja óxido-reductora cistina ↔ cisteína depende del potencial redox del producto. La forma cisteína es la preferida en medio no oxidante, por tanto, reductor, (por ejemplo, en presencia de la pareja Sn/Sn++.
En segunda estancia, los aminoácidos se descomponen en compuestos slfhidrilos (mercaptanos, SH2).
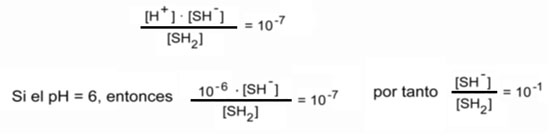
En lo que concierne al SH2 su disociación en SH- y S-2 está bajo la dependencia del pH:
Lo que nos indica que solamente una décima parte del SH2 está disociado. Se ve también que conforme el pH es más ácido, menor es la disociación.
Igualmente, el SH- puede disociarse en H+ y S-2 también bajo la dependencia dl pH.
Es preciso retener este pequeño comentario químico, que los fenómenos de sulfuración de estaño están favorecidos en medio poco ácido, y este es el caso de los pescados, las carnes y ciertas legumbres (guisantes, coles, maíz, etc…).
Durante un proceso de calentamiento, estas tioproteínas sufren una descomposición, liberando iones azufrados, que pueden reaccionar con los componentes metálicos del envase, como el hierro y el estaño, dando sulfuros de color oscuro, que afean el aspecto del envase y en algunos casos, del producto.
En otros casos, la sulfuración puede producirse, a consecuencia del empleo de determinados aditivos de compuestos azufrados, empleados en las primeras etapas del proceso para blanqueo o conservación, y que posteriormente, no ha sido convenientemente eliminado del producto a envasar.
La aparición de manchas de sulfuración dentro de los envases, no originan ningún problema sanitario, ya que los sulfuros formados son totalmente inocuos, y además en muchos casos, aparecen por debajo del barniz, si pueden llegar a originar un problema comercial importante, al afectar a la presentación del producto, sobre todo, si éste se encuentra con manchas oscuras por restos de estos sulfuros.
2. LOS SULFUROS
En el interior del envase, existen dos materiales, que, aunque en diseño están estratificados en capas, es posible la convivencia de ambos juntos, ante cualquier daño mecánico sobre la superficie del material. Estos elementos son el estaño, que forma la capa superficial de la hojalata, y el hierro, componente fundamental del acero base, que conforma dicha hojalata.
El sulfuro de estaño tiene un color marrón oscuro apareciendo habitualmente adherido sobre la superficie, mientras que el sulfuro de hierro tiene un color negro intenso, y suele desprenderse con facilidad, tendiendo a manchar el producto.

Sulfuración sobre estaño / Sulfuración de hierro
La aplicación electrolítica del estaño sobre la superficie del acero, en teoría, no debería dejar hierro al descubierto, pero a pesar de eso, existe una cierta porosidad en la aplicación electrolítica industrial, (mayor cuanto menor es la cantidad de estaño) que si bien no da problemas en envasados ácidos, ya que el estaño protege electrolíticamente al hierro, si podría originar puntos microscópicos de formación de sulfuro de hierro, que habitualmente no son visibles, dentro de una mancha superficial oscura de sulfuro de estaño, mucho más extensa.
3. LOS BARNICES
Los barnices, aplicados sobre la hojalata, presentan un efecto barrera para los ataques del producto envasado sobre la superficie del estaño. Esto en principio debía solucionar el problema , pero siguen apareciendo por dos motivos distintos: Por una parte, no se puede garantizar un continuidad completa de la película de barniz aplicada (poros, daños mecánicos, etc.) y por otra, los películas poliméricas, presentan permeabilidad a los gases, por lo que, puede producirse cualquier ataque de sulfuración efectuado por este medio, a pesar del empleo de los barnices, aunque en estos casos, las manchas de sulfuración aparecen por debajo del barniz, sin contacto con el producto envasado.
Ante esto, se debe valorar la permeabilidad de las distintas aplicaciones de barnices, y sobre todo, la influencia del espesor de la película aplicada, pero este factor, es un compromiso entre su permeabilidad y su flexibilidad para adaptarse a los requisitos mecánicos de los elementos fabricados y por supuesto el costo del barnizado.
Para tratar de evitar las sulfuraciones, se han expuesto dos posibles soluciones aplicadas directamente sobre los barnices:
- Empleo de barnices pigmentados, que enmascaran la aparición de manchas sobre la superficie del estaño, al ser barnices opacos (aluminio, blancos, etc.).
Empleo de barnices químicamente activos, que neutralizan el ataque sulfurante, evitando la aparición de manchas sobre el metal (adicción de sales de cinc). En estos barnices, el óxido de cinc se descompone ante el ataque sulfurante, formando sulfuro de cinc, también blanco, por lo que no cambia el aspecto del barniz tras neutralizar la sulfuración. El problema que puede ocurrir es que el ataque de sulfuración sea muy intenso, sobrepasando puntualmente la cantidad de cinc que contiene el barniz, en cuyo caso, aparecen manchas oscuras de sulfuración por debajo del barniz, que resaltan por la tonalidad “lechosa” del barniz.
4. EL MATERIAL DEL ENVASE
La hojalata, tiene también su influencia en cuanto a la aparición de manchas de sulfuración. La superficie de estaño, en todos los casos es la misma, y la formación de sulfuro de estaño, no depende en ningún caso de la cantidad de estaño depositado sobre el acero. Pero, además del estaño, la hojalata recibe un tratamiento superficial de pasivación, en el cual se deposita cromo (y óxidos de cromo) como tratamiento antioxidante y endurecedor. Este cromo depositado, no es susceptible de ser atacado por sulfuración, por lo que cabe pensar, que, a mayor deposición de cromo, menor problema. Esto realmente es así, pero la solución no es tan sencilla: A mayor cantidad de cromo, la adherencia de los barnices es menor, y por tanto pueden originarse problemas por desprendimiento del barniz durante la mecanización.
Existe una alternativa, que es el empleo de un material, que no lleva estaño, el TFS (o ECCS), conocido como Tin Free Steel o chapa cromada, que, al tener cromo depositado superficialmente, como comentábamos antes, no es susceptible de sulfuración, pero por sus características químicas, debe emplearse siempre barnizado.
Existen dos problemas sobre este tipo de material, que hace que no se puedan emplear en todos los casos, ni con todos los barnices, y que actualmente esté en vías de desaparición por cuestiones legislativas:
- Por una parte, hoy en día no existe una tecnología que nos permita soldar este material, por lo que su uso queda reducido a la fabricación de tapas y envases embutidos.
- Por otro lado, debido a la rigidez de la película de cromo, es necesario el empleo de barnices muy flexibles, evitando al máximo el empleo de barnices pigmentados (más quebradizos debido a las partículas sólidas que contienen) por lo no es recomendable el empleo de barnices aluminio o con carbonatos de cinc, sin el empleo de una capa de barniz flexible, debajo o encima del barniz principal. La rotura de la película de barniz pone al descubierto la capa de cromo, que recubre parcialmente el acero, por lo que, en este caso, la sulfuración que se forma es de hierro, que como comentábamos anteriormente, es más intensa y negra, y susceptible de manchar el producto.
- Por último, debemos considerar sus problemas legislativos, debido a la posibilidad de contenido en Cromo (VI), catalogado como tóxico, por lo que, en un corto plazo, podría ser prohibido por la legislación.
5. EL PRODUCTO
Como es lógico pensar, el producto a envasar también tiene una influencia importante en la aparición o no de manchas de sulfuración.
Cuando hablamos de pescados y mariscos, los productos al natural (en agua y sal) presentan una mayor sulfuración, porque en principio intervienen dos factores en su contra: por una parte, una menor viscosidad de producto, y por tanto mayor movilidad de los gases, y por otra, y más importante, una mayor penetración de calor, y por tanto mayor temperatura, lo que origina una mayor descomposición de tioproteínas (a igualdad de tiempos de esterilización).
Factores como la variedad, el tamaño o el régimen de comidas que haya tenido el pescado, y en algunos casos el desangrado, intervienen más o menos aleatoriamente en la formación de sulfuraciones, y estos factores pueden disminuirse, con un proceso de escalde previo al envasado, más o menos largo, que descomponga el mayor grado de tioproteínas posibles, y que lógicamente no llegarían al interior del envase.
En las carnes, pasa algo similar. Dependiendo del tipo de carne, así como las distintas partes del animal utilizadas, y el proceso de escalde o preparación realizado, los ataques de sulfuración, serán más o menos intensos.
Por último, en vegetales, no solamente interviene la variedad del producto, sino factores como la composición de la tierra o de las aguas, (mayor o menor contenido en sulfatos) influyen en un mayor o menor contenido en tioproteínas, y como en los casos anteriores, un proceso de escalde controlado, puede disminuir considerablemente la aparición de problemas de sulfuración.
6. EL PROCESO
Como parte importante dentro de la aparición de manchas de sulfuración dentro de los envases, está el proceso al que es sometido el producto y el envase terminado.
En primer lugar, las tioproteínas, como comentábamos al principio se descomponen por el calor, originado derivados azufrados gaseosos. En muchos productos, previo al envasado, se efectúa un escalde o cocido previo. En este proceso, se eliminan una parte de las tioproteínas, si este proceso es más completo, siempre que no se deteriore la textura del producto, la descomposición de tioproteínas es mayor, y por tanto, la sulfuración en el envase será menor.
El proceso de esterilización del envase, juntamente con su enfriamiento posterior, también tiene una influencia decisiva sobre las apariciones de manchas de sulfuración. Así, procesos de esterilización con tiempos largos y temperaturas bajas, son más sulfurantes que procesos de esterilización cortos y temperaturas altas. Además, en procesos de enfriamiento, los tiempos de enfriamiento largos, dan procesos de sulfuración mucho más intensos.
Por último, como los derivados azufrados de la descomposición de las tioproteínas, son compuestos gaseosos, las sulfuraciones se producirán preferentemente en los espacios de cabeza, salvo que el producto sea altamente viscoso, y dificulte la circulación del producto y de los gases dentro del envase.
7. POSIBLES SOLUCIONES
Ante toda está cantidad de factores, es fácil entender las dificultades que pueden presentarse para evitar la aparición de problemas de sulfuración dentro de los envases.
Los mejores envases, pueden ser aquellos que estén fabricados en materiales no susceptibles de sulfuración, como podría ser el TFS, pero hay que tener en cuenta lo comentado acerca de este material, viendo el empleo de barnices no pigmentados, altamente flexibles, para evitar roturas en la conformación de los envases y las tapas, que podrían originar aparición de sulfuraciones de hierro, negras.
Pero esto no es siempre posible, ya que a veces los mercados no están habituados a este tipo de material, y el factor “marketing” es también importante para la decisión del tipo de envase y barniz a emplear, por lo que, si el envase necesita ser de hojalata, lo más práctico, es el empleo de barnices pigmentados opacos, que enmascaran totalmente los signos de sulfuración. Así los barnices “aluminio”, de color gris y los de color blanco son los más adecuados para este tipo de problema, teniendo en cuenta, que las aplicaciones deben ser adecuadas al tipo de envase y conformación mecánica, y que la manipulación de los envases y tapas con estos barnices, es sumamente delicada, ya que pueden rayarse con facilidad, por arrastre de las partículas sólidas que lo componen.
Los barnices epoxifenólicos oro, u los barnices organosol dorados, son permeables en más o menos grado a los compuestos gaseosos azufrados, y los problemas de sulfuración puede aparecer en mayor o menor grado, dependiendo de los distintos factores que hemos comentado con anterioridad.
Por último, el empleo de barnices “activos” en base oxido o carbonato de cinc, como ya hemos comentado, son efectivos hasta cierto punto, ya que se mantienen activos mientras quede compuesto de cinc que neutralice las sulfuraciones, pero consumido todo el cinc, el producto deja de ser efectivo. Además, en ningún caso aceptan la presencia de medios ácidos, ya que se ve atacada la sal de cinc, descomponiendo el barniz inmediatamente.

 Estudios de Validación Térmica de Conservas en Envases Metálicos. Penetración de Calor
Estudios de Validación Térmica de Conservas en Envases Metálicos. Penetración de Calor
 HOMOLOGACIÓN DE BARNICES
HOMOLOGACIÓN DE BARNICES
 Estudios de Validación Térmica de Conservas en Envases Metálicos
Estudios de Validación Térmica de Conservas en Envases Metálicos
 HOMOLOGACION DE TAPAS POR CAMBIOS EN ALGUNA DE SUS ESPECIFICACIONES
HOMOLOGACION DE TAPAS POR CAMBIOS EN ALGUNA DE SUS ESPECIFICACIONES
 Recontaminación Microbiológica de las Conservas Alimenticias en Envases Metálicos
Recontaminación Microbiológica de las Conservas Alimenticias en Envases Metálicos
 PROCESOS DE FORMADO EN UNA LÍNEA DE PRODUCCIÓN DE LATAS DE ALUMINIO PARA BEBIDAS
PROCESOS DE FORMADO EN UNA LÍNEA DE PRODUCCIÓN DE LATAS DE ALUMINIO PARA BEBIDAS
 LA CORROSIÓN EXTERNA EN ENVASES DE CONSERVAS
LA CORROSIÓN EXTERNA EN ENVASES DE CONSERVAS
 CHAPA CROMADA EN LAS CONSERVAS VEGETALES
CHAPA CROMADA EN LAS CONSERVAS VEGETALES
 PRINCIPALES REACCIONES ENTRE LA LATA Y SU CONTENIDO
PRINCIPALES REACCIONES ENTRE LA LATA Y SU CONTENIDO



Excelente artículo, y gran explicación, gracias por compartir estos datos.
Saludos
Muchas gracias Isaac
Agradecere las refererencias oficiales