
Se define bajo este nombre a los equipos que realizan la fijación del fondo o tapa al cuerpo de un envase metálico. Se clasifican en dos grupos en función de la forma del envase y de su utilización:
- – De envase giratorio
- – De envase parado
Las cerradoras de latas de envases giratorios realizan la operación de cierre mientras el envase gira sobre su eje. Para envases redondos, se suelen emplear cerradoras de envase giratorio, que permiten altas velocidades de cerrado, actualmente muy por encima de los 1500 envases/minuto. Para ello se recurre a dotar a la maquina cerradora de latas de hasta 18 estaciones o cabezas de cierre, que giran alrededor de un cabezal central donde se encuentran las levas de accionamiento. En cada cabeza va montado el conjunto formado por el mandril, plato de compresión y envase que giran conjuntamente, y los brazos portadores de las rulinas o ruedas de cierre que se aproximan para efectuar el cierre. El envase y la tapa son alimentados separadamente, colocándose entre el mandril y el plato, siendo el expulsor quien mantiene la tapa en su lugar mientras el plato sube hasta oprimir el envase contra el mandril. En ese momento comienza a girar el conjunto, produciéndose la primera operación de cierre por la acción de las rulinas correspondientes accionadas por una leva; a continuación se efectúa la segunda operación que plancha y acaba el doble cierre.
Su principal aplicación es en la industria metalgrafica, en la fabricación del envase vacío. También se pueden utilizar en las conserveras y envasadoras con los productos donde no haya riego de derrames de contenido, bien porque el mismo sea muy pastoso o sólido, bien porque el diseño de la maquina cerradora de latas impida que el derrame se produzca. En la figura nº 1 se presenta un esquema de la operación de cerrado. Para establecer la velocidad de cierre de una máquina, han de tenerse en cuenta factores tales como diámetro del envase, producto a envasar y posibilidades de derrame del producto.
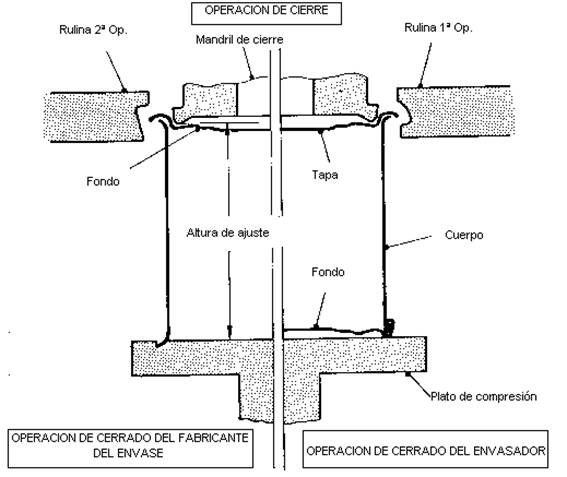
Figura nº 1: Esquema de la realización de un cierre
Para envases rectangulares, ovales, oblongos, etc. se suelen emplear cerradoras de latas con envase parado que también son validad para redondos. En ellas, durante el proceso del cierre, el envase no gira sobre su eje, aunque puede desplazarse, conducido por una estrella, a lo largo de una mesa. Su velocidad de cierre disminuye respecto a las de bote giratorio. En las mismas el conjunto formado por el mandril, plato de compresión y envase permanece estático, mientras un cabezal portador de los brazos de rulinas gira sobre el mismo eje del envase, generando el cierre por la acción de una leva. En este caso, la pareja de rulinas o moletas de cierre de la primera operación, diametralmente opuestas, giran alrededor del mandril y el envase parados, ejerciendo sobre este último una presión determinada que es regulada por la leva, iniciando el cierre. A continuación y en forma similar entran en acción las rulinas de segunda operación, también posicionadas diametralmente opuestas, terminando el cierre. Acabado este, el expulsor separa el envase del mandril, acompañando al plato inferior en su movimiento de descenso.
Existen cerradoras de latas a bote parado que difieren del funcionamiento anterior. Las mismas disponen de dos cabezales gemelos, uno de ellos efectúa la primera operación y el siguiente la segunda. Los envases se transfieren de uno a otro por medio de una estrella. Cada cabezal tiene al menos dos rulinas de cierre.
Las maquinas cerradoras de latas a bote parado tienen su mayor empleo en la industria metalgrafica para envases no redondos, y en cualquier tipo de envase en las industrias conserveras. Su mayor limitación es, como hemos ya dicho, su escasa velocidad. La misma está limitada a unos 80 envases/minuto por cabezal. Pueden fabricarse cerradoras con varios cabezales para aumentar la cadencia pero resultan maquinas complejas.
Existen dentro de cada uno de estos dos tipos diferentes variedades como: maquinas manuales, semiautomáticas, y automáticas de varias clases (a vacío, con aplicación de chorro de vapor en el espacio de cabeza, con chorro de nitrógeno o anhídrido carbónico, etc.)
COMPONENTES DE LA CERRADORA DE LATAS
Son unos rodillos de acero tratado, de elevada dureza. Para la fabricación de envases se construyen de un acero indeformable de utillaje, para el cierre en conserveras son de acero inoxidables para soportar el ataque de salmueras. Además de rulinas de cierre, reciben otros nombres en el sector como: carretillas, moletas, o rodillos (o ruedas) de cierre. Pueden ir recubiertas con algún tratamiento superficial como nitruro de titanio. El dibujo nº 2 presenta la forma típica de la sección vertical de una carretilla, con la posición de la zona de trabajo donde va incorporado el perfil.
Figura nº 2: Sección de una rulina de cierre
Van montadas en ejes provistos de cojinetes o rodamientos sobre brazos que efectúan un movimiento de aproximación y separación respecto al mandril, de modo automático una vez colocado el envase en la posición de cierre. Las rulinas de cierre giran locas sobre sus ejes cuando se inicia el contacto con la tapa del envase, al aproximarse los brazos que la portan e iniciarse el giro el conjunto
La forma y dimensiones de los perfiles de las rulinas o moletas de cierre influyen sobre la hermeticidad del cierre. Las hay de dos tipos: de primera operación y de segunda operación. Ver figura nº 3:
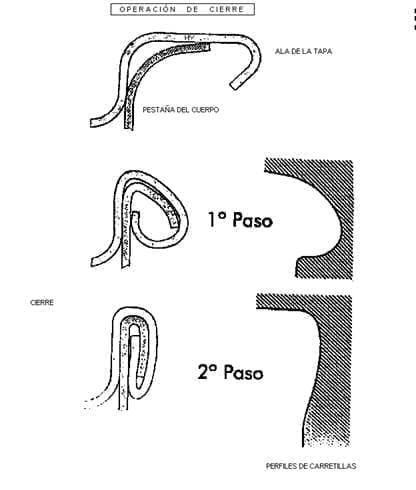
Figura nº 3: Configuración de los perfiles de las rulina
Cada cerradora de latas lleva montadas al menos una rulina de cada tipo. La diferencia entre ambos tipos estriba en el perfil de su garganta, ya que están dotadas de una garganta con un perfil especial según sea de primera o de segunda operación, el formato del envase y el calibre de hojalata.
Su perfil es profundo y estrecho, siendo la curvatura del borde inferior más acusada que la del superior. El perfil de la misma genera los ganchos del cuerpo y del fondo. Su objeto es enrollar la hojalata del ala del fondo con la de la pestaña del cuerpo del envase, quedando la segunda introducida en la primera. El doble cierre resultante presenta una forma exterior redondeada y su altura es inferior a la del cierre terminado con posterioridad y no es hermético. Ver el 1º paso de la figura nº 3. En el dibujo nº 4 se dan las medidas de un caso concreto de rulina de primera operación para envases de forma no redonda..
Figura nº4: Perfil de una rulina de primera operación.
En las cerradoras de latas del envase de forma no redonda, debe de regularse tan baja como sea posible para evitar laminaciones.
Su perfil es menos profundo y más alto, presentando una curvatura más acentuada en su borde superior.
Realiza la operación de acabado del cierre formado en la primera operación, presionando el mismo contra el mandril, de modo que los ganchos formados queden planchados y rectos. Ver el 2º paso de la figura nº 3. El dibujo 5º presenta una rulina de segundo paso.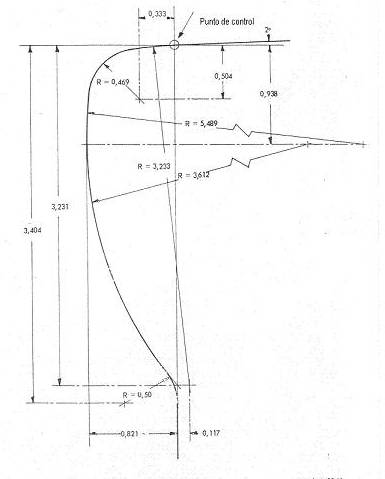
Figura nº5: Perfil de una rulina de segunda operación.
En las cerradoras de envases de forma no redonda debe ser regulada ligeramente más alta que en las de envases cilíndricos.
Es el plato superior que se aloja en la cubeta del fondo, y junto con el plato de compresión en el lado opuesto, mantiene firmemente fijado el envase durante la operación de cierre. Su misión durante la misma es hacer de yunque sobre el que presionan las rulinas al ir curvando el ala y la pestaña en la formación de los ganchos del cierre. El mandril, como ya hemos dicho, puede girar sobre su eje vertical o permanecer estático, según el tipo de cerradora; pero siempre se mantiene en un mismo plano horizontal, es decir nunca se desplaza verticalmente.
Sus dimensiones influyen también sobre la forma y configuración del cierre. Consta de un eje que sirve de soporte al mandril, con un reborde o labio que se ajusta a la tapa por su parte interior (cubeta) como ya hemos dicho, y cuyas características depende del fabricante del envase. Este labio es de forma ligeramente cónica para acoplarse mejor a la forma de la cubeta y facilitar la expulsión del envase cerrado. Ver dibujo nº 6
Figura nº 6: Posicionamiento del mandril sobre la tapa
Se construye de acero de utillaje, indeformable, tratado para que su labio tenga una dureza elevada. También para cerradoras de latas de envase lleno se fabrican de acero inoxidable. Para aumentar su vida puede tratarse superficialmente, como las carretillas, moletas, o rodillos (o ruedas) de cierre., con nitruro de titanio o carburo de cromo.
Figura nº 7: Ejemplo de mandriles para envases no cilíndricos
No se recomiendo estriar la superficie del labio para evitar los patinajes, pues daña el barniz de la tapa, provocando posteriormente oxidaciones de la misma. En su superficie inferior lleva una serie de rebajes para librar los junquillos de expansión y gradientes de la tapa o fondo. También presenta un orificio donde se aloja el expulsor.
También denominado plato base, sirve de soporte al envase, centrándolo en su posición correcta de cierre y transmitiendo la presión del muelle, situado en su parte inferior, sobre el mandril a través del envase. Su forma depende de la base del envase, presentando unas canales donde se inserta bien la pestaña del mismo – en caso de bote vacío – o el cierre – si se trata de envase lleno- posicionándolo en su lugar preciso. El dibujo nº 8 refleja el perfil de un plato de compresión para bote vacío.
Figura nº 8: Perfil de plato de compresión para envase vacío
Va montado sobre un eje. Según el tipo de cerradora puede girar sobre este eje, o permanecer fijo. En el caso primero, las cerradoras de este tipo antiguas o de baja velocidad, el plato de compresión gira loco arrastrado por el mandril a través del envase, mientras que en las maquinas modernas y rápidas es motriz y sincronizado con el mandril. También está animado de un movimiento alternativo verticalmente. En su posición de reposo inferior, su distancia al mandril es superior a la altura del envase con la tapa. Durante el cierre el plato se eleva trasmitiendo la presión del muelle sobre el que descansa al envase. La presión se regula ajustando la distancia vertical entre el plato y el mandril en el cierre. La presión requerida depende del formato del envase y del espesor de la hojalata del cuerpo, variando según tipo de cerradora, estado del muelle, etc.
Para más detalles relacionados con lo anterior puede leerse el trabajo: Estabilidad de la presión del plato de compresión en una cerradora. El plato de compresión de una cerradora de latas debe estar montado perfectamente paralelo al mandril y bien centrado respecto a su eje.
Expulsor
En una varilla con un pequeño disco en su extremo que emerge en el centro del mandril. Está sometida a un movimiento vertical accionado por medio de una leva y presionado por un resorte. Tiene una doble misión, contribuir al mantenimiento del correcto emplazamiento de la tapa sobre el envase – por el empuje del muelle – antes de llegar a la posición de cierre y separar – extraer – el envase del mandril al final del ciclo.
En las cerradoras de envases metálicos o botes con chorro de vapor es necesaria una completa sincronización de los movimientos del plato y el expulsor. Su ajuste es tanto más crítico cuanto mayor sea la velocidad de cerrado.
Cabezal de cierre
El cabezal de cierre es el órgano fundamental de la cerradora de latas. En él se encuentran montados los elementos básicos del cierre ya descritos (excepto el plato de compresión), es decir los mandriles, las carretillas, moletas, o rodillos (o ruedas) de cierre. montadas en sus brazos con sus levas de accionamiento y muelles de recuperación, los expulsores, etc.
Los cabezales de cierre varían bastante entre los diferentes tipos de cerradoras. Así por ejemplo, una cerradora de latas con envases giratorios para envases redondos multicabezal, presenta un cabezal central principal fijo donde se encuentran las levas, y una serie de cabezas que giran a su alrededor que portan cada una de ellas el mandril y las rulinas. En el caso de bote no redondo, el cabezal completo con todos sus órganos gira alrededor del envase. En el dibujo nº 9 se aprecia en planta un cabezal para envase rectangular.
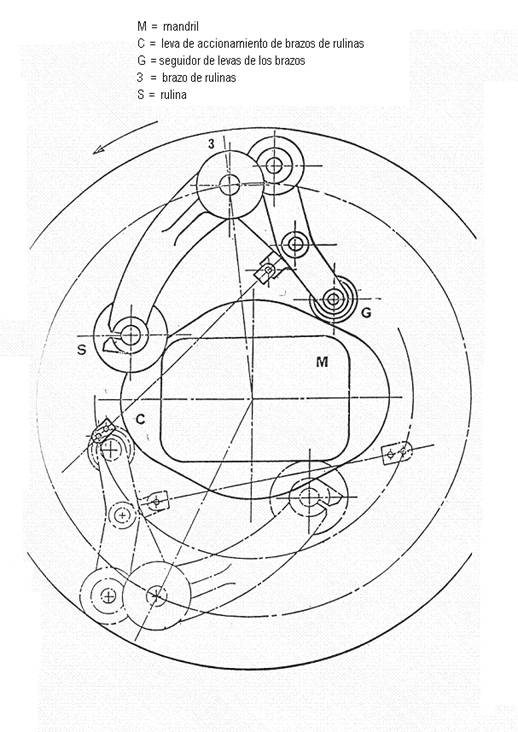
Figura nº 9: Dibujo en planta de un cabezal de cerradora de botes de forma
Alimentador de tapas
Todas las cerradoras de latas están equipadas de un alimentador de tapas, que tiene por misión tomar una a una de la pila suministrada a la maquina, y transportarla hasta la posición donde se encuentra con el cuerpo del envase, previa al emplazamiento de cierre
En el caso de cerradoras de envases metálicos para redondo los alimentadores disponen de tres husillos sobres los que se apoya la pila de tapas. Los mismos, en su giro separan las tapas una a una. La tapa se traslada hasta su posicionamiento sobre el envase por medio de cadenas con uñas o por barras de movimiento alternativo,
Medios de transporte
Los desplazamientos del envase – o cuerpo – a lo largo de la cerradora presentan una gran variedad de soluciones en los diferentes tipos de maquinas cerradoras de latas. El envase llega a la cerradora a través de una transporte por cable o cadena y es dosificado dentro de la maquina por medio de un husillo –que cambia con el formato del envase – . A lo largo de la maquina el envase y la tapa se desplazan arrastrados o transportados por estrellas.
REGULACIÓN DE LAS CERRADORAS DE LATAS
Cada cerradora de latas requiere una regulación específica según sus especificaciones, formato, calibres de hojalata, tipo de tapa y cuerpo. La calidad del cierre depende del diseño y estado mecánico de la cerradora de envases metalicos, la selección de un utillaje óptimo (mandriles y rulinas de cierre), ajuste de la cerradora y por ultimo pero no por ello menos importante, la calidad de los envases y tapas que se van a cerrar.
De forma muy genérica podemos decir que es necesario seguir el procedimiento siguiente:
- – Comprobar que los mandriles y rulinas de cierre montados son los adecuados al tipo de envase que se quiere cerrar
- – Verificar que los mismos se encuentran en buen estado. No deben presentar roturas, desgastes y otros daños.
- – Comprobar que la maquina está ajustada en cuanto a la altura del envase y a la presión del plato correcta..
- – Verificar que las rulinas están en un mismo plano horizontal y que no tocan el labio del mandril, existiendo el juego necesario tanto vertical (0.1 mm aprox) como horizontalmente.
- – Comprobar las presiones que transmiten los brazos de las rulinas de cierre.
- – Realizar cierres y verificar el espesor del cierre y la profundidad de cubeta.
- – Tomar medidas completas del cierre
Volvemos a insistir que un factor de una gran influencia en la formación de un cierre correcto es la presión del plato durante el cierre. Durante el ciclo de cierre, y hasta que este haya quedado formado, se va reduciendo la altura del cuerpo del envase para lograr la correcta formación del gancho del cuerpo y de la tapa, para ello es necesario ejercer una presión constante y controlada sobre el cuerpo del envase.
La presión adecuada del muelle está supeditada al tamaño del envase a cerrar y la información necesaria al respecto se puede obtener de los fabricantes de cada cerradora de latas. Igualmente es fundamental que el mandril este correctamente dimensionado y el perfil de las rulinas sea el adecuado.
Esta regulación es mucho más delicada en las cerradoras de latas para envases de forma. Su estado mecánico debe ser muy bueno para evitar holguras en los brazos portarulinas, descentramientos de los platos mandril y de compresión, cierres laminados y toda la gama de defectos de cierre que en el caso de botes de forma se dan mas fácilmente que en los redondos.
Cualquier industria metalgrafica o llenadora debe darle una gran importancia a la formación de los mecánicos encargados de la puesta a punto de las cerradoras, por medio de cursos adecuados y manteniéndolos siempre actualizados. De su buen trabajo depende fundamentalmente la calidad del proceso.
 Influencia de la Calidad del Agua en el Desempeño de los Envases Metálicos
Influencia de la Calidad del Agua en el Desempeño de los Envases Metálicos
 Perdida de hermeticidad y deformación de envases sanitarios metálicos en proceso. Parte 2
Perdida de hermeticidad y deformación de envases sanitarios metálicos en proceso. Parte 2
 Perdida de hermeticidad y deformación de envases sanitarios metálicos en proceso
Perdida de hermeticidad y deformación de envases sanitarios metálicos en proceso
 Resistencia fisica de los envases metalicos
Resistencia fisica de los envases metalicos
 CONTROL DE CIERRES DE ENVASES METALICOS
CONTROL DE CIERRES DE ENVASES METALICOS
 MAQUINA ROTATIVA PARA INSERTAR ENVASES
MAQUINA ROTATIVA PARA INSERTAR ENVASES
 DESPALETIZACIÓN MANUAL DE ENVASES METÁLICOS
DESPALETIZACIÓN MANUAL DE ENVASES METÁLICOS
 PALETIZADO DE ENVASES METÁLICOS
PALETIZADO DE ENVASES METÁLICOS
 ALIMENTADOR PARA AUTOMATIZAR UNA CERRADORA MANUAL DE ENVASES O LATAS
ALIMENTADOR PARA AUTOMATIZAR UNA CERRADORA MANUAL DE ENVASES O LATAS
 PLATOS DE COMPRESIÓN PARA CERRADORAS DE LATAS/ENVASES METÁLICOS
PLATOS DE COMPRESIÓN PARA CERRADORAS DE LATAS/ENVASES METÁLICOS



Tengo una cerradora de latas Somme 323 quiero pedir partes para reparar pero no tengo el manual de partes, me gustaría saber si uds. lo tienen y cual es el precio?