
SOMMARIO
Descrizione di una linea di produzione di imballaggi DRD e delle attrezzature che la compongono
INTRODUZIONE
La fabbricazione di contenitori con la tecnica DRD è relativamente recente, ha raggiunto il suo sviluppo nell’ultimo quarto del secolo scorso. La sua denominazione DRD ha la sua origine nelle parole inglesi “draw, re-draw”, che descrive perfettamente in cosa consiste questa tecnica.
Partendo da un materiale piatto, si esegue una prima operazione di taglio e imbutitura, generando una coppa o una sagoma con un diametro molto più grande e un’altezza inferiore al contenitore da ottenere. In seguito, in un’altra operazione di imbutitura complementare, si ottengono il diametro e l’altezza appropriati. Per i contenitori molto alti, possono essere necessarie due operazioni di reimballaggio. Il processo si completa formando il profilo inferiore, tagliando il materiale in eccesso sul bordo superiore, cordonando – se necessario – e imballando il tutto.
Ci riferiamo al lavoro:
– Imballaggio DRD in due pezzi
dove questa tecnica è stata discussa in dettaglio. Ora intendiamo descrivere la linea di produzione necessaria per implementarla.
CARATTERISTICHE
Queste linee permettono di lavorare, partendo da materiali – banda stagnata o TFS – di qualità speciali, con un buon risparmio di materia prima e un tasso di produzione abbastanza alto. Le linee sono disponibili da poco più di 10 contenitori/minuto fino a 800 contenitori/minuto o più. Queste linee sono molto compatte, occupano poco spazio e producono contenitori di alta qualità.
Le sue caratteristiche di base sono:
– Uso molto economico dei materiali
– Sincronizzazione totale nell’alimentazione della lamiera alla pressa di testa o ai bozzetti e da questi alle operazioni successive, per mezzo di un circuito molto compatto che risparmia superficie nell’officina di produzione.
– Livello di rumore accettabile, purché sia ben insonorizzato.
– Sistema di controllo centralizzato, con tabelle centrali e individuali per macchina, che incorporano sempre indicatori di rilevamento delle anomalie.
Logicamente, ogni linea può presentare caratteristiche particolari, a seconda delle esigenze del produttore e del tipo di imballaggio da produrre. La foto n. 1 presenta una vista panoramica di una linea DRD ad alta velocità.
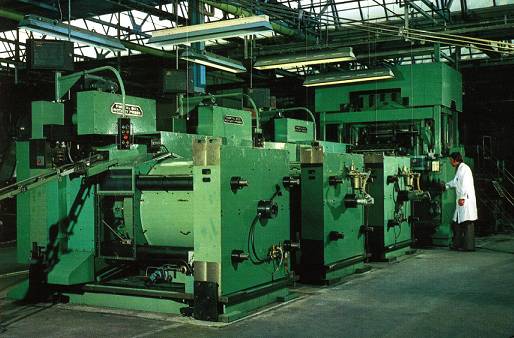
Figura 1: vista di una linea DRD
COMPOSIZIONE
Una vista prospettica della linea di imballaggio di questo tipo mostrata nella foto qui sopra è mostrata nel disegno n. 2. È normalmente composto dalle seguenti squadre:
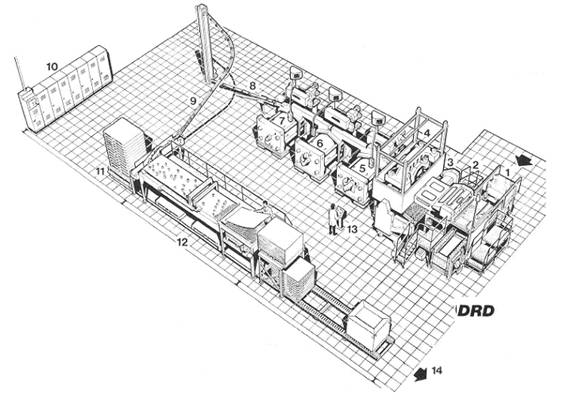
Figura 2: linea DRD
1.- Trasportatore per fasci in entrata di fogli di materiale, tagliati in rotolo primario. Questo materiale può arrivare già verniciato con i sistemi appropriati, in grado di resistere all’imbutitura profonda. Può anche essere alimentato direttamente nelle bobine
2.- Lubrificatore, in cui uno strato di paraffina e un altro lubrificante viene applicato su entrambi i lati per facilitare il montaggio.
3.- Alimentatore alla pressa. Di solito ha un doppio movimento, frontale e laterale, secondo un sistema di coordinate. In questo modo si ottiene un buon utilizzo della superficie del metallo.
4.- Stampa a schizzo o a tazza. Si tratta di una pressa a più punzoni, che taglia ed esegue la prima operazione di trafilatura simultaneamente. Il tutto funziona come un semplice disegno, formando una sagoma o una tazza con pareti dritte e un fondo piatto. Vedere la figura nº 3, mostra lo schizzo necessario per un contenitore rotondo RO 65 x 70
Figura n. 3: Coppa per un contenitore DRD
5º.- Pressa per riformare. Può essere una pressa a configurazione orizzontale, come è il caso che appare in questo disegno nº 2, anche se ce ne sono alcune che lavorano in verticale. Il disegno viene farcito fino alle dimensioni finali di diametro e altezza, piegando il bordo superiore per formare la flangia di chiusura. La figura nº 4 mostra un esempio di un’operazione di ridisegno del suddetto contenitore.
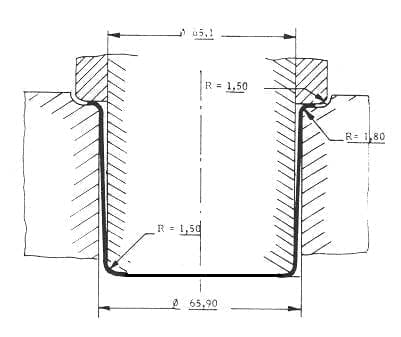
Figura n. 4: Operazione di reimballaggio in un contenitore DRD
6º.- Seconda pressa di stampaggio. Ricalibra il corpo del contenitore alle sue dimensioni finali e, soprattutto, modella il profilo del fondo del contenitore. Vedere il disegno nº 5
Figura 5: Formazione del profilo del fondo in un contenitore DRD
7º.- Macchina da taglio. Rimuove il materiale in eccesso dal bordo superiore piegato del contenitore, che ha un bordo irregolare come risultato della direzione di stiramento e laminazione dell’acciaio. Vedere la figura nº 6.
Figura n. 6: rifilatura del materiale in eccesso sulla flangia di un contenitore DRD
8.- Scarico dei contenitori finiti
9º.- Sistemi di trasporto in container: Ascensori magnetici, gocce gravitazionali, ecc.
10º.- Armadi di controllo di linea generale.
11º.- Alimentatore di pallet di legno vuoti.
12º.- Palettizzatore di contenitori.
13º.- Banco di comando di linea.
14º.- Partenza dei pallet pieni di contenitori verso i magazzini.
Dopo il trimmer – punto 7º – si aggiungono le macchine complementari necessarie per finire la lattina, come: cordonette, cercafughe… Queste sono macchine convenzionali, ma trasformate per lavorare solo da un lato della lattina, poiché il fondo della lattina è incorporato, impedendo l’accesso da entrambe le estremità della stessa.
Per le linee a bassa velocità, la pressa di 1a operazione può essere una pressa convenzionale a fondo o a bassa altezza per contenitori imbutiti, dotata di uno stampo singolo o doppio. La pressa di 2a operazione, può essere una pressa a trasferimento verticale a 3 stazioni – ridisegno, formatura del fondo, rifilatura – seguita da attrezzature ausiliarie appropriate.
 Strategia di risoluzione dei problemi per una linea di produzione di lattine per bevande in alluminio
Strategia di risoluzione dei problemi per una linea di produzione di lattine per bevande in alluminio
 MORIRE PER GLI SFONDI
MORIRE PER GLI SFONDI
 COMPITI DI CONTROLLO QUALITÀ SU UNA LINEA A 3 PEZZI
COMPITI DI CONTROLLO QUALITÀ SU UNA LINEA A 3 PEZZI
 LINEA PER CONTENITORI DI BEVANDE “A TRE PEZZI”.
LINEA PER CONTENITORI DI BEVANDE “A TRE PEZZI”.
 LINEA PER IMBALLAGGI “FIESTA
LINEA PER IMBALLAGGI “FIESTA
 IMBALLAGGIO SU LINEE DI CONFEZIONAMENTO DI PICCOLE SALSICCE
IMBALLAGGIO SU LINEE DI CONFEZIONAMENTO DI PICCOLE SALSICCE
 ALIMENTAZIONE VERTICALE NELLE PRESSE DI MONTAGGIO
ALIMENTAZIONE VERTICALE NELLE PRESSE DI MONTAGGIO
 SCHEDA TECNICA DEL PRODOTTO: IMBALLAGGIO “TRE PEZZI”.
SCHEDA TECNICA DEL PRODOTTO: IMBALLAGGIO “TRE PEZZI”.
 CONTENITORI A DUE PEZZI DWI
CONTENITORI A DUE PEZZI DWI
 IMBALLAGGIO A DUE PEZZI DRD
IMBALLAGGIO A DUE PEZZI DRD



0 Comments